
テストページは、両方のマシンで異なります。

印刷するテストチャートは2ページあります。
•1ページ
1ページ目には、特殊色のテストチャートが含まれています。この色は、Prinect Color Toolbox を使って、再現性の品質の観点から測定され分析されます。
•2ページ
2ページ目には、次のステップで測定されるテストチャート[1]があります。テストチャート[1]の上の行には、一次色、二次色、三次色が網点率の階層で印刷され、これらのカラー値の再現性と機械の安定性をテストできます。下の行では、カラーマネジメントと、与えられたLab値に基づく色再現の安定性がチェックされます。
テストチャートを印刷するためには、[印刷ジョブを転送]をクリックします。テストチャートが Cockpit に転送されます。この処理には少し時間がかかります。

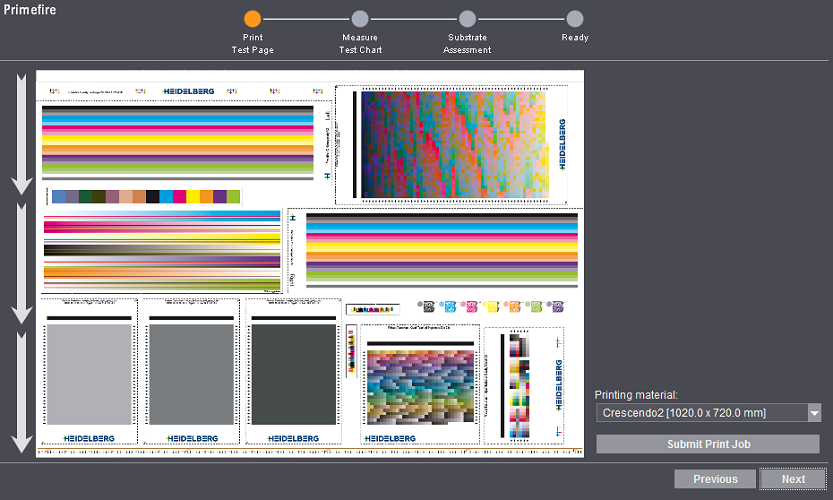
Primefire の場合、様々なテストチャートが用紙に印刷されます。これらのほとんどは目視で確認するか、Prinect Color Toolbox を用いて評価されることになります。
1個のテストチャートを次のステップで測定します。用紙右下の角にあるテストチャート[10]を測定します。
テストチャート[10]の上部分には、一次色、二次色、三次色が網点率の階層で印刷され、これらのカラー値の再現性と機械の安定性をテストできます。下半分では、与えられたLab値に基づいて、色再現の安定性がチェックされます。
以下でテストページの各セクションを簡単に説明します:
1.見出しと5つの見当マーク
2.印刷幅全体にわたる均質性を示す2つのテストチャート(「左」および「右」)。デバイスカラーごとに、均質なストリップが総インキ量100%および75%、50%で印刷されます。その下に、紙白とグレーのストリップが表示されます。このテストチャートはKonica Minolta FD-9で測定します。
3.テストチャート「Prinect color book V3」では、1900個のLabカラーパッチが、色空間およびスポットカラー合致精度を分析するために提供されます。このテストチャートはX-Rite i1iSisまたはKonica Minolta FD-9で測定します。
4.粒度チェック用のテストチャート。25x25 mmのカラーパッチが14個含まれます。このテストチャートは、目視またはスキャナを使用して評価します。
5.インターカラーブリーディングをチェックするためのテストチャート。印刷カラーごとに、グラデーション(総インキ量0%~100%)のストリップが表示されます。各ストリップには、幅0.02 mmの均質なラインがそれぞれの印刷カラーで引かれています。ルーペを使って、線がほつれていないか確認して下さい。
6.広範囲での印刷ジョブの均一性を、ISO「Macro-Uniformity-Score」に基づいてチェックするためのテストチャートです。明るいグレー、中間グレー、暗いグレーで構成されます。CMYK値は、印刷前にFogra51によってLab値に変換されています。このテストチャートはX-Rite i1iSisまたはKonica Minolta FD-9で測定します。
7.インターカラーブリーディングをチェックするためのテストチャート。すべての印刷カラーの0.02 mm幅の細い線が、様々なカラーパッチ(100%デバイスカラー)に突き出しています。ルーペを使って、白(あるいは被印刷物の背景)とカラーとの間の移行を観察して下さい。線が収縮していますか?線がにじんでいたり太くなっていたりしますか?
8.小さなフォントを含むテストチャートです。サイズが6 pt、5 pt、4 pt、3 pt、2 pt、1 ptのテキストが、各デバイスカラーで印刷されています。
9.Labスポットカラーの合致精度をチェックするためのテストチャートです。このテストチャートはX-Rite i1iSisまたはKonica Minolta FD-9で測定します。
10.機械の安定性およびカラーマネジメントをチェックするためのテストチャート「Multicolor Quality Check」。このテストチャートを、次のステップで測定します。
11.このテストチャートでは、各デバイスカラーの短い垂直な線が、25個のプリンタヘッドをカバーするように配置されています。用紙が中央合わせで機械を通過する場合に、個々のプリンタヘッドの位置をチェックできます。
テストチャートが印刷されたら、「次へ」をクリックします。