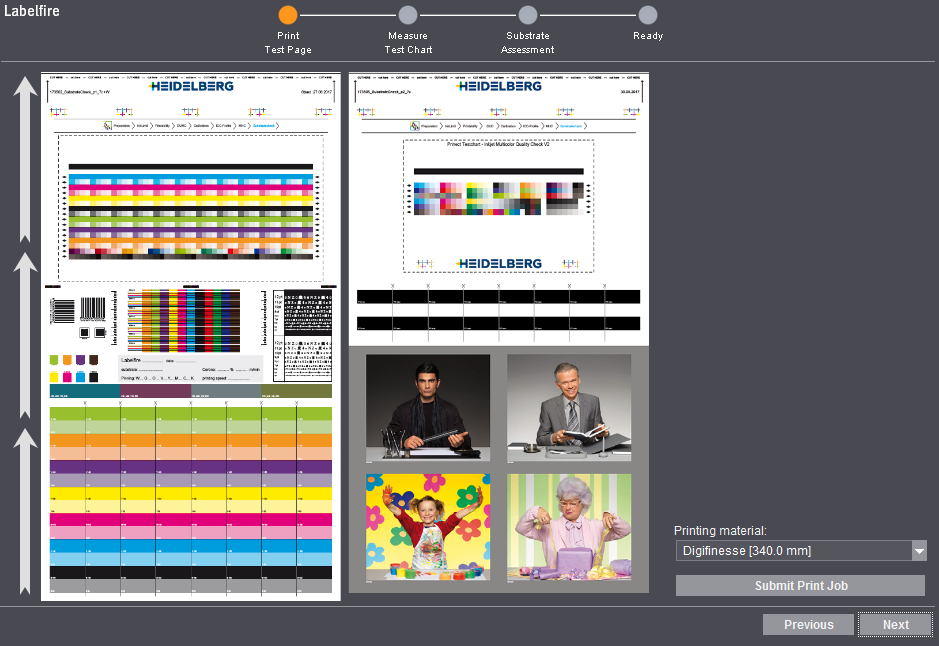
两种打印机的测试页不同:
要打印的测试版有两页:
•第 1 页:
第一页包含专色测试色块。可借助 Prinect Color Toolbox 测量和分析这些色块的可复制程度。
•第 2 页:
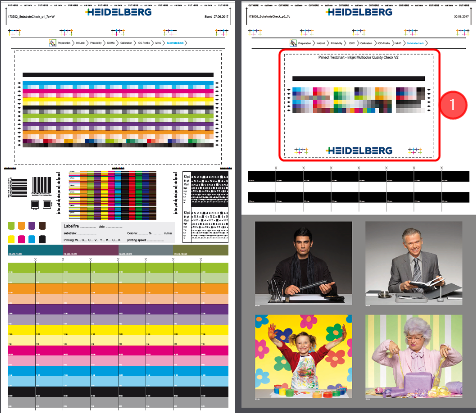
第二页为下一步要测量的测试版[1]。测试版[1]上面几排以色调值阶梯打印原色、二次色和三次色,以测试这些色值的可重复性,从而测试机器的稳定性。下面几排通过指定的 Lab 值检查色彩管理和彩色再现的稳定性。
点击“转发印刷活件”,打印测试版。测试版会被转发给 Cockpit。该过程可能会重复一段时间。
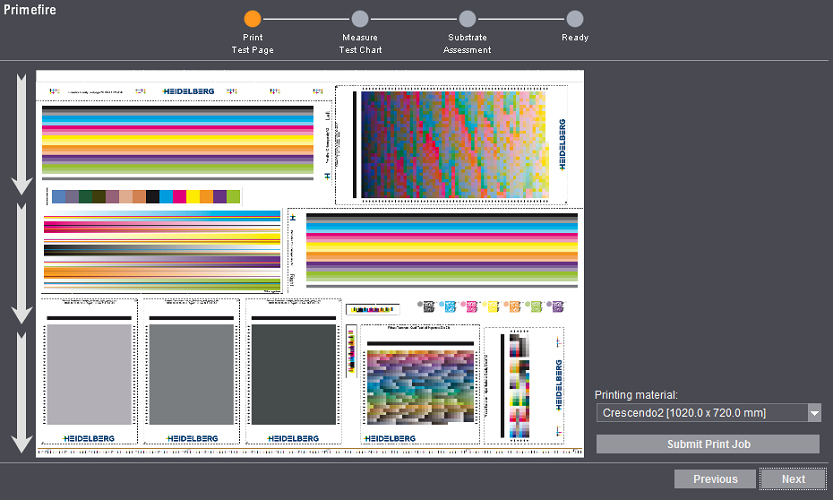
对于 Primefire,会在一张印张上打印不同测试版。主要目视检查或借助 Prinect Color Toolbox 分析这些测试版。
下一步测量其中一个测试版。该测试版位于印张右下角[10]。
测试版[10]上方区域以色调值阶梯打印原色、二次色和三次色,以测试这些色值的可重复性,从而测试印刷机的稳定性。下半部分通过指定的 Lab 值检查彩色再现的稳定性。
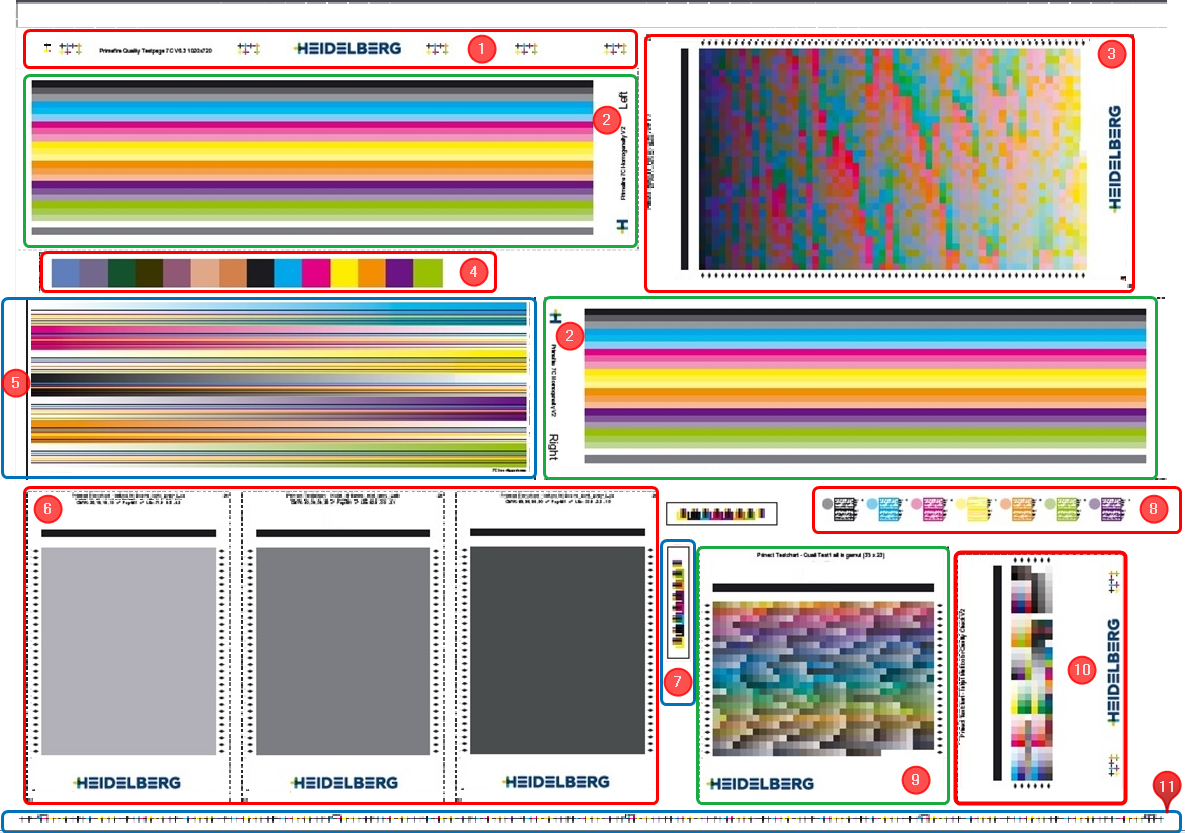
下面对测试页的各个区域进行简单介绍:
1.含五个套准标记的标题
2.两个测试版(“左”和“右”),用于测试整个印刷宽度上的均匀性。对于每种设备颜色,分别会打印一个着墨量为 100%、75% 和 50% 的均匀测控条。下面是一个纸张白度测控条和一个灰色测控条。该测试版必须用 Konica Minolta FD-9 测量。
3.测试版“Prinect color book V3”含 1900 个 Lab 色块,用于分析色空间和专色的准确性。必须用 X-Rite i1iSis 或 Konica Minolta FD-9 测量该测试版。
4.用于检查砂目粒度的测试版。包含 14 个大小为 25x25 mm 的色块。该测试版目测或用扫描仪分析。
5.用于检查相互渗色的测试版。对于每个印刷色,分别有一个含彩色渐变(从 0% 至 100% 着墨量)的测控条。每个测控条都有一根 0.02 mm宽的均匀线穿过每种印刷色。用放大镜检查线条边缘是否平滑无晕映。
6.用于根据 ISO“Macro-Uniformity-Score”检查印刷活件大面积均匀性的三个测试版。由浅灰、中灰和深灰区域组成。CMYK 值印刷前已用 Fogra51 换算为 Lab 值。可以用 X-Rite i1iSis 或 Konica Minolta FD-9 测量这些测试版。
7.用于检查相互渗色的测试版。所有印刷色中的 0.02 mm 细线伸入不同色块(100% 设备颜色)。用放大镜检查白色(比如承印物背景)和彩色之间的过渡。线条是否收缩束紧?线条是否晕映或变粗?
8.小字体测试版。以 6 pt、5 pt、4 pt、3 pt、 2 pt 和 1 pt 的字体以每种设备颜色印刷文字。
9.用于检查 Lab 专色准确性的测试版。必须用 X-Rite i1iSis 或 Konica Minolta FD-9 测量该测试版。
10.用于检查印刷机稳定性和色彩管理的测试版“Multicolor Quality Check”。该测试版下一步测量。
11.每种设备颜色中有断竖线的测试版,排布方式确保覆盖 25 个打印头的位置。如印张居中通过印刷机,可检查各打印头的位置。
如测试版已打印,点击“继续”。