Aquí se muestran informaciones detalladas acerca de cada operación en las siguientes pestañetas:
¿Qué parámetros deben definirse?
Para poder generar información de una operación debe seleccionar una operación en la lista de pedidos/operaciones.
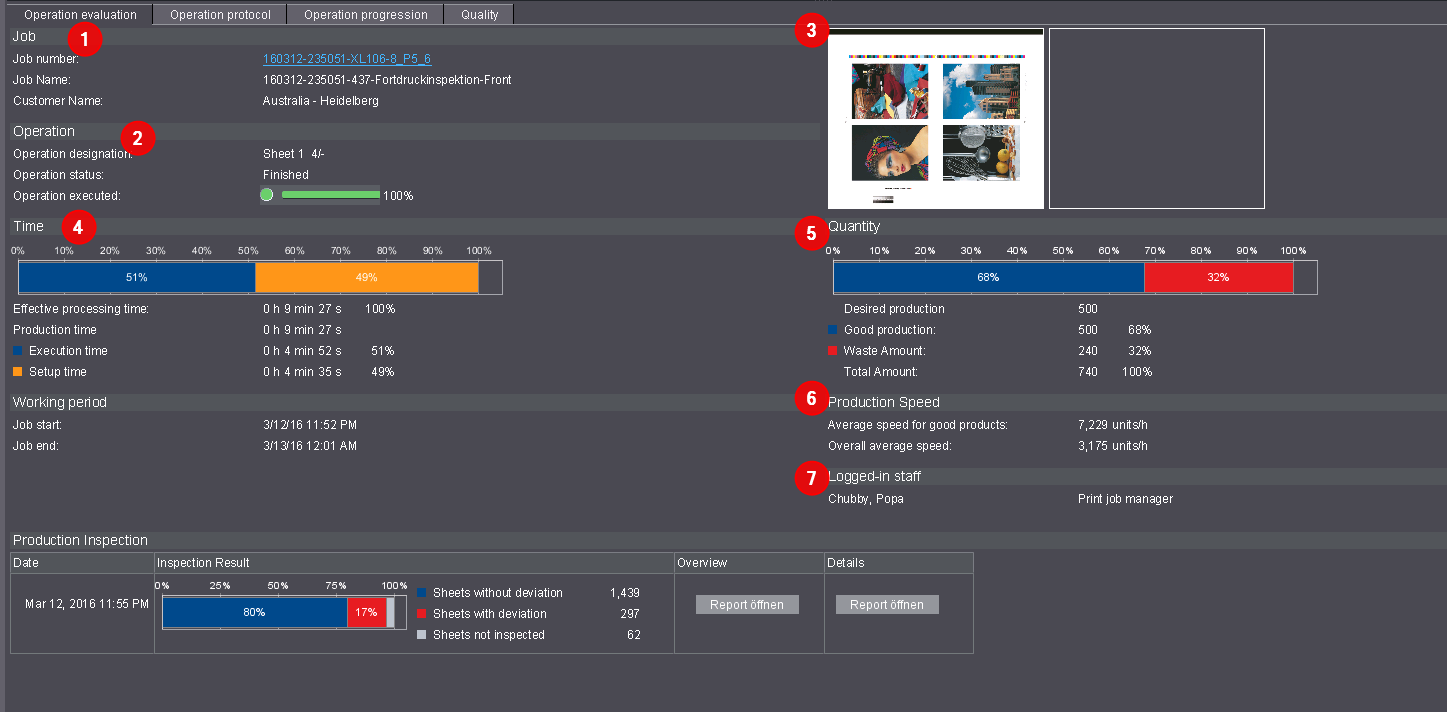
En la pestañeta "Evaluación de la operación" le facilita la siguiente información detallada:
Pedido 1
Aquí se muestra el pedido perteneciente. Mediante el menú de contexto del hipervínculo del número de pedido se puede cambiar entre diferentes vistas del pedido.
Operación (2)
Aquí Ud. recibe detalles acerca de la operación seleccionada.
Vista previa de pliego (3)
Aquí se muestra una vista previa del pliego.
El diagrama de barras muestra la relación porcentual de los tiempos de producción. Los diferentes tiempos de producción (valores porcentuales) se refieren siempre al tiempo efectivo de ejecución.
El tiempo efectivo de procesamiento es siempre de 100% (tiempo efectivo de procesamiento = suma de todos los tiempos en los que estuvo cargada en la máquina la operación). Debajo del diagrama de barras se muestran los tiempos de producción absolutos y porcentuales de manera separada.
La división y recopilación de los tiempos depende de la configuración de sus categorías de tiempo y de sus tipos de tiempo en la configuración del dispositivo Vea al respecto Categoría de tiempo.
Cantidad (5)
El diagrama de barras muestra el porcentaje de la cantidad total que ya se ha producido. Debajo del diagrama de barras se muestra de nuevo la cantidad total y los pliegos buenos producidos y la cantidad de maculatura en valores absolutos y porcentuales por separado.
Velocidad de producción (6)
Velocidad de producción = Cantidad de pliegos buenos impresos / suma de todos los tiempos en los que se imprimieron pliegos buenos.
Trabajadores que han iniciado sesión (7)
Aquí aparece una lista con todos los trabajadores que han estado involucrados en esta operación.
Impresión digital (clics)
En una operación de impresión en una máquina de impresión digital Heidelberg Versafire / Linoprint se muestra aquí la cantidad de clics reportados.
Inspección de impresión continua

En máquinas de imprimir con Prinect Inspection Control 2 se muestran aquí los informes de la inspección de impresión continua. Para ver estos datos es requisito que en los ajustes del sistema esté activada la opción "Activar lectura de datos de inspección". Realice los ajustes en "Administración > Sistema > < Servidor Prinect> > Servicio Analyze Point > Informes de inspección > Propiedades" (vea Area "Servicio Analyze Point").
Los informes para una operación se transfieren tan pronto como se haya terminado un pedido en la máquina, se haya cambiado el pedido o el operador de la máquina haya impreso manualmente un informe.
Columna "Resultado del control"
El diagrama de barras indica la evaluación porcentual de la inspección de impresión continua. Se considerarán todos los pliegos después de activar el contador de pliegos buenos.
•Pliegos no inspeccionados son pliegos que han sido tomados para regular el pliego de referencia digital. Por lo general se trata de los primeros 30 pliegos después de activar el contador de pliegos buenos. Si se han usado más de 30 pliegos, se indica aquí una nueva regulación.
•Pliegos coincidentes son todos los pliegos inspeccionados que no presentan diferencias en relación al pliego de referencia digital.
•Pliegos con diferencias son todos los pliegos inspeccionados que no coinciden con el pliego de referencia digital y han sido marcados por el sistema de inspección. Para poder comprender exactamente las diferencias, en el informe de detalles se muestran todas las diferencias con una foto y una marca (vea Columna "Detalles").
Con el botón "Abrir reporte" se ve un informe PDF con un resumen de la inspección de impresión continua.
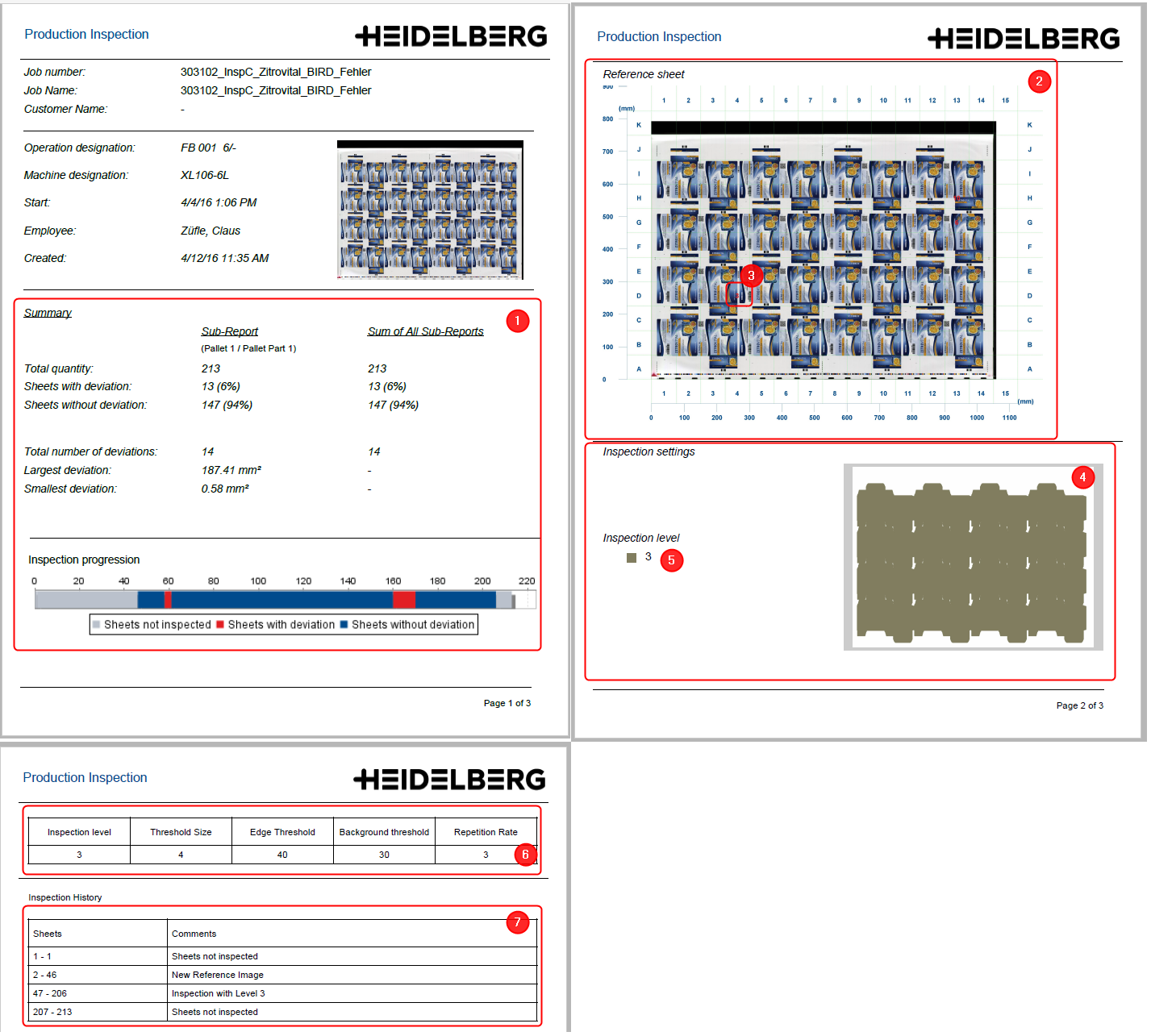
•La primera página del informe de vista general muestra un resumen de los pliegos inspeccionados (1). Estos son los mismos datos que se representan en la columna "Resultado del control" del diagrama de barras.
•La segunda página muestra el pliego de referencia digital (2) dividido en varios cuadrantes (A1, B1, C1 etc.). Cada cuadrante en el que se encuentran diferencias tendrá un número rojo (3). El indica cuántos pliegos tienen una diferencia en relación al pliego de referencia digital. Cada diferencia puede verse en el informe de detalles.
•Debajo se muestran los ajustes del control. Ellos contienen las zonas de inspección y la nitidez del control. Las zonas (4) muestran dónde se hizo el control. La nitidez de control (5) indica la exactitud con la que se hizo el control. Mientras más pequeño sea el número, más crítico habrá sido el control. Existe una escala del 1 al 5.
•La tercera página muestra los ajustes de medición en el sistema de inspección (6) así como las observaciones relacionadas a los pliegos (7).
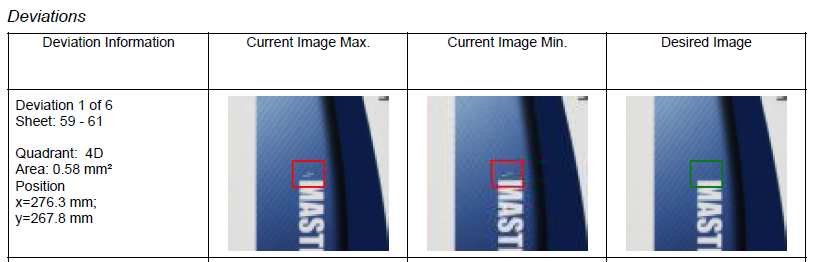
Con el botón "Abrir reporte" se ve un informe PDF de todas las desviaciones en la inspección de impresión continua. Las tres primeras páginas son idénticas al informe de vista general (vea Columna "Vista general"). Las siguientes páginas muestran en una lista detallada todas las desviaciones con una foto y una marca.
•Huecos en el informe
Es probable que falten imágenes en la lista de diferencias. La razón es que el tamaño de archivo del informe es limitado. Cuando hay muchas diferencias, el sistema de inspección no escribe en el informe todas las imágenes.

Cuando los informes de inspección están grises significa que el banco de datos está repleto. Cuando el banco de datos está repleto, el sistema borra automáticamente informes antiguos, de modo que ellos ya no se pueden ver en Analyze Point. En los ajustes del sistema se puede controlar si el banco de datos está repleto. Para hacerlo entre a "Administración > Sistema > < Servidor Prinect > Servicio Analyze Point > Informes de inspección".
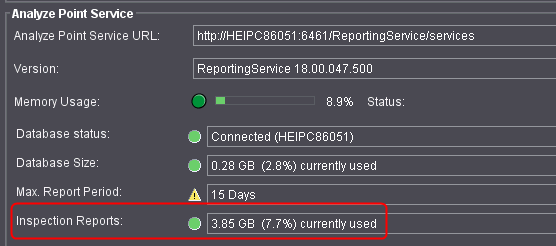
El estado tiene un color amarillo cuando el banco de datos está repleto. Para guardar informes antiguos durante un mayor tiempo se necesita un banco de datos más grande. Para ello, comuníquese con el servicio técnico de Prinect.

La primera inspección se define como la comparación de un pliego impreso con un PDF o TIFF de pliego completo de la etapa de preimpresión, haciendo uso de Prinect Inspection Toolbox. Esta comparación se realiza, por lo general, para la autorización de impresión. Tan pronto como un operador evalúe -en el sistema de inspección- un pliego como aprobado o no aprobado, se transmitirá el informe al Analyze Point. Para ver estos datos es requisito que en los ajustes del sistema esté activada la opción "Activar lectura de datos de inspección". Realice los ajustes en "Administración > Sistema > < Servidor Prinect> > Servicio Analyze Point > Informes de inspección > Propiedades" (vea Area "Servicio Analyze Point").
Columna "Resultado del control"
La columna muestra la evaluación del pliego de impresión que ha hecho el operador en el sistema de inspección. Se trata de una evaluación manual que es independiente de las diferencias del sistema de inspección. Si un pliego no ha sido aprobado (cruz roja), en la columna "Comentario" es probable que aparezca una nota del operador de la máquina.
Columna "Informe"
Con el botón "Abrir reporte" se ve un informe PDF de la primera inspección. El incluye todas las diferencias que ha determinado el sistema de inspección. El informe está estructurado de manera similar al informe de la inspección de impresión continua (vea Inspección de impresión continua ).
Informes están grises
Comentario
Aquí hay comentarios importantes de operador en el sistema de inspección. Ellos son relevantes, especialmente en los pliegos de impresión no aprobados.
La información detallada acerca de la operación se muestran aquí en forma de tabla. Esto significa que los mensajes que hayan sido generados (automáticamente por la máquina) durante una operación serán mostrados en una cronología temporal descendiente.
Pedido
Información sobre el pedido.
Operación
Información sobre la operación.
Máquina
Nombre de dispositivo y Thumbnails para la operación.
Contenido del protocolo
•Inicio
Fecha y hora en la que se inició la operación.
•Fin
Fecha y hora en la que se terminó la operación.
•Duración
Duración del proceso de trabajo.
•Proceso de trabajo
Número del proceso de trabajo y nombre del proceso de trabajo según la configuración.
•Núm. de unidad de gastos y nombre de máquina
Unidad de gastos y nombre del dispositivo según la configuración.
•Maquinista
Apellido y nombre de pila del maquinista responsable.
•Cantidad y productos defectuosos
Datos de la cantidad buena y de la cantidad de maculatura que se ha producido dentro del proceso de trabajo.
•Comentario
Comentario que se introdujo al enviar el proceso de trabajo.
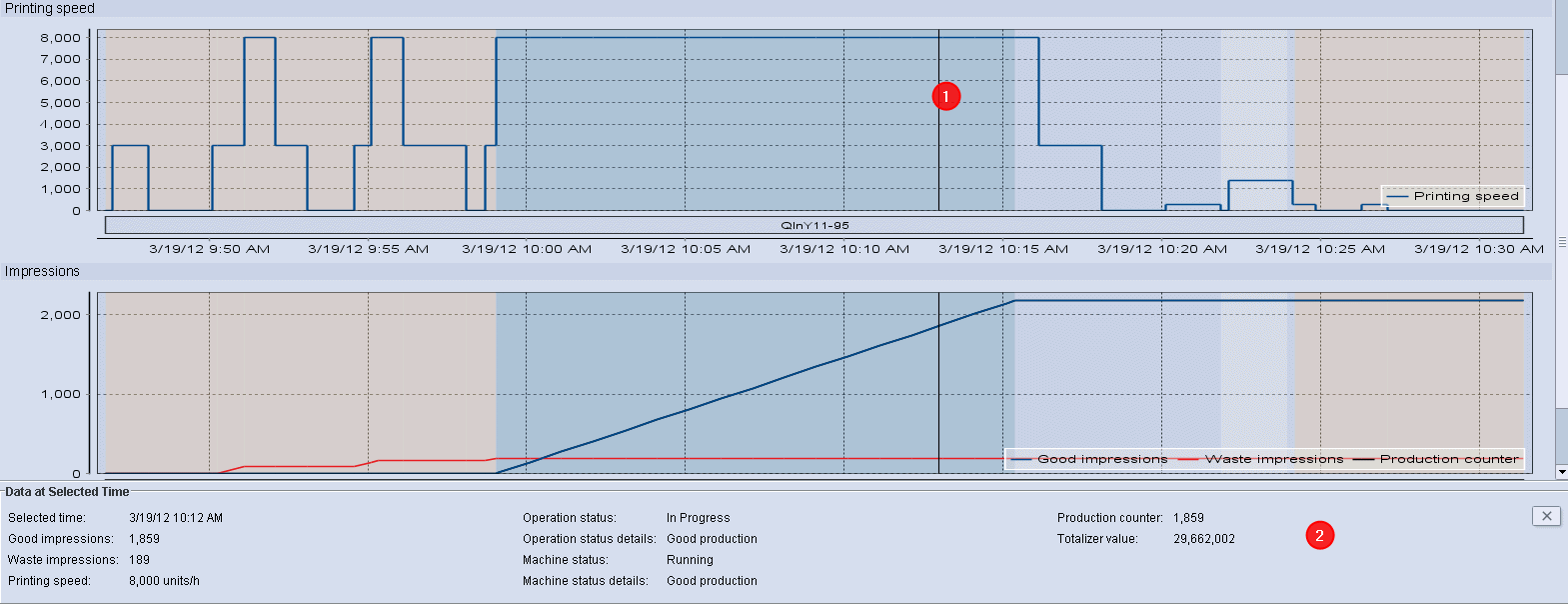
Aquí se muestran de forma gráfica los siguientes procesos:
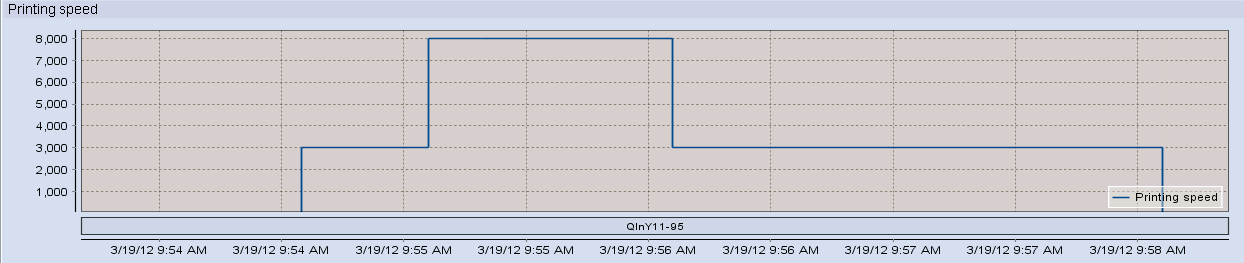
Velocidad de impresión/Velocidad
Muestra el progreso temporal de la velocidad con la que se imprime. No hay indicación de velocidad en máquinas de impresión digital ni en las máquinas Data Terminal.
Impresiones/Contador de producción


El diagrama muestra el progreso temporal de las impresiones buenas, impresiones de maculatura y del contador de producción. A diferencia de las impresiones buenas, el contador de producción muestra la cantidad de pliegos de impresión listos. Si por ejemplo un pliego de impresión con impresión de blanco y retiración se imprime en dos operaciones (volteo normal), la cantidad de impresiones buenas será casi el doble que la cantidad de contador de producción.
Debajo del desarrollo o evolución de las operaciones se puede mostrar información detallada en un momento determinado (Seleccionar fecha/hora determinada).
Significado de los colores del diagrama

El fondo de ambos transcursos se representa de diferentes colores. El color depende del estado de la máquina en una determinada ventana de tiempo.
•Anaranjado = Puesta a punto (1)
•Azul = Ejecutándose (2)
•Blanco = Limpiar (3)
•Celeste = Marcha en vacío (4)
Todos los estados restantes de la máquina aparecen de color "rojo".
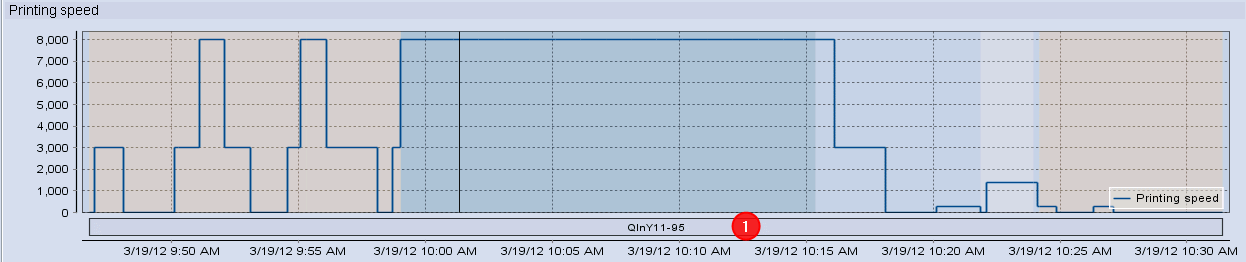
Barra interrumpida
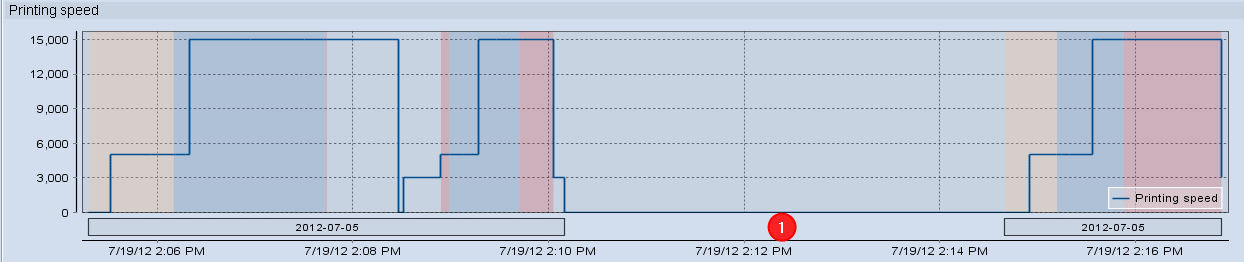
Debajo de los transcursos se representa una barra con el número del pedido. Esta barra se representará descontinuadamente cuando la operación haya sido interrumpida (1). Si la máquina ha sido desconectada la barra no aparece discontinua (figura inferior (1)). En ambos casos los contadores pasan verticalmente a "0" en el momento de la interrupción/desconexión.
Máquina desconectada
Seleccionar fecha/hora determinada
En las secuencias de las curvas puede hacer clic con el ratón en cualquier punto. En la secuencia aparecerá en dicho punto una raya vertical (1). Se muestra información más detallada para el punto marcado (p. ej. producción buena, productos defectuosos y velocidad) (2).
Para ocultar el punto seleccionado debe pulsar el botón "X". Acto seguido quedará de nuevo oculta la información detallada.
"Ampliar" un área determinada
Si desea observar con mayor detalle un área determinada puede ampliar con el zoom esta área. El "Zoom" de las diferentes áreas funciona por separado para cada curva.
1.Para hacerlo haga clic con el ratón en la esquina superior izquierda del área inicial deseada y mantenga presionada la tecla izquierda del ratón.
2."Arrastre" el rectángulo que aparece hasta el área final deseada inferior derecha y suelte luego la tecla izquierda del ratón (1).

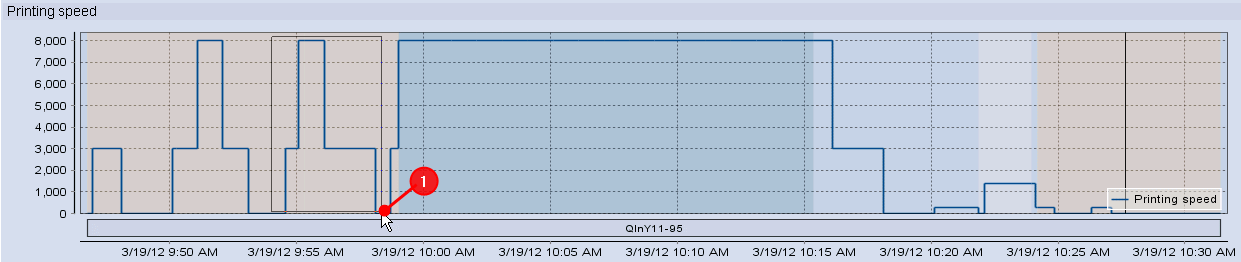

La reducción de las diferentes áreas funciona por separado para cada curva.
Para "reducir" la imagen debe hacer clic con el ratón en la curva, mantener pulsada la tecla izquierda del ratón y subir el ratón hacia la izquierda. Suelte luego la tecla izquierda del ratón.