Questo rapporto vi permette di visualizzare l’andamento dell’aumento del punto sulla vostra macchina. L’osservazione dell’aumento del punto per un periodo prolungato permette di sapere se la qualità del processo di stampa cambia. Se la qualità dovesse cambiare, sarà allora possibile trarne dei consigli di come agire al fine di rimediare a questa variazione di qualità.
Nel rapporto «Qualità» vengono rappresentati valori misurati per gli strumenti di misura Prinect Inpress Control, Prinect Image Control e Prinect Axis Control. Come versioni di software necessarie per gli strumenti di misura valgono le condizioni seguenti:
•Prinect Inpress Control:
A partire da S10A.018
•Prinect Axis Control II:
S10A.018 o a partire da S12B
•Prinect Image Control I:
A partire da V5.1
•Prinect Image Control II:
Alcuna restrizione
Rapporto «Qualità della macchina»
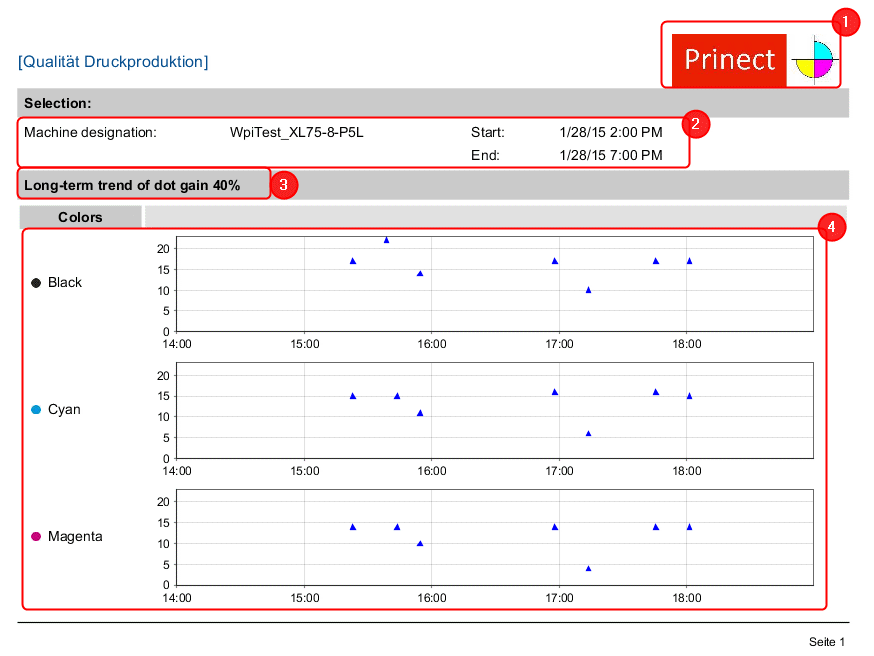
•Logotipo che si è selezionato (1). Vedi Logotipo
•Macchina selezionata e periodo del rapporto (2)
•Percentuale di retino utilizzata per la valutazione dell’aumento del punto (3).
Normalmente, vengono impiegati i valori misurati per la percentuale di retino del 40%. Se non esistono valori misurati per il 40%, vengono impiegati automaticamente i valori misurati della percentuale di retino immediatamente superiore. La selezione della percentuale di retino non è possibile.
•L’andamento dell’aumento del punto di ciascun colore, colori pantone inclusi (4).
Diagramma Aumento del punto


•Asse X (1)
Asse temporale in funzione del periodo selezionato.
•Asse Y (2)
Aumento del punto in percento.
•Valori misurati per l’aumento del punto (3)
Nel diagramma viene rappresentato esattamente un valore misurato per ciascuna operazione nel periodo selezionato. Ciascun punto corrisponde ad un valore misurato. Come misurazione, viene sempre presa in considerazione la prima misurazione realizzata nel corso della produzione di fogli buoni di una operazione contenente valori misurati per l’aumento del punto.
Particolarità concernente Prinect Inpress Control:
Nel Prinect Inpress Control può succedere che per una operazione non esista alcuna misurazione dell’aumento del punto. In questo caso, nel diagramma viene rappresentata l’ultima misurazione dell’aumento del punto disponibile. Le cause per la mancanza di valori misurati possono essere le seguenti:
•Si tratta di una piccola tiratura.
Poiché Prinect Inpress Control effettua una misurazione di qualità ogni 400 fogli, quando si tratta di una tiratura piccola può succedere che non venga realizzata alcuna misurazione durante l’operazione.
•La misurazione dell’aumento del punto non è stata effettuata dall’operatore di macchina.
Se si tratta di una misurazione di qualità, l’operatore di macchina deve attivare manualmente la misurazione dell’aumento del punto. A partire dalla versione V14B, l’operatore può attivare la funzione «Applicazione del valore misurato per il valore tonale» in modo che la misurazione dell’aumento del punto avvenga automaticamente.
Ordini con aumento del punto al di fuori della tolleranza
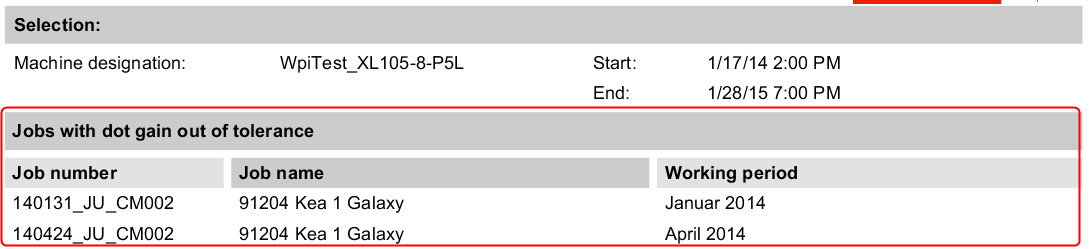
Nell’ultima pagina del rapporto trovate una elencazione di tutti gli ordini nei quali l’aumento del punto si trova al di fuori della tolleranza rispetto allo standard di stampa. Come riferimento vengono utilizzati i valori per la classe di carta non patinata.
Se il periodo relativo al rapporto è di un giorno o meno, vi vengono indicate le operazioni concernenti.