ビデオチュートリアル:このトピックは以下のビデオで確認できます:
Analyze Point - 時間記録と時間グラフ
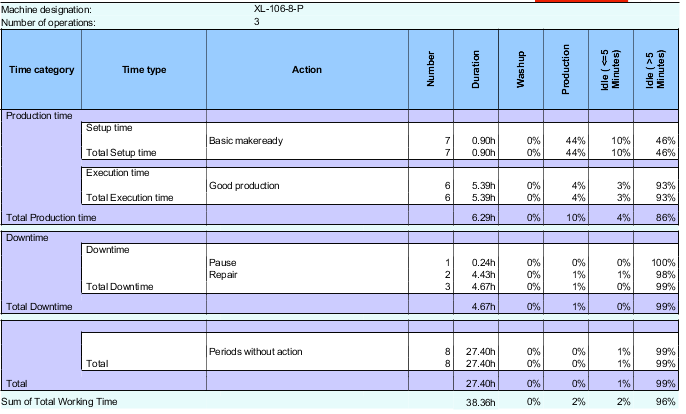
時間評価により、工場内のプロセスを評価できるレポートを得ます。レポートは機械の該当する時間を完全に表示します。それにより、例えば、機械の停止を正確に確認することができます。必要に応じて対処してください。
以下の図は時間評価の例を示しています。工場での構成と異なっているか確認してください。
正確な時間評価には、適切な構成に加えて、特に運転での作業手順が不可欠です。つまり、機械オペレータによってすべての時間が正しく開始される必要があります(良好紙カウンターを押す、手動でBDEボタンを押す、作業工程を終了する等)。時間記録がどのように機械に置き換えられているかは、以下に個々のコンポーネントに関して説明されています。
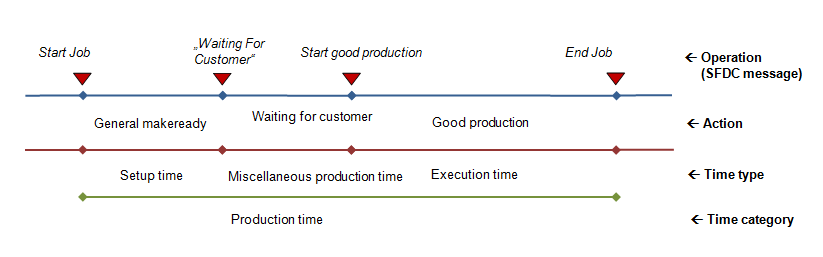
機械は、機械オペレータによる手動、または機械オペレーション(BDEメッセージ)による自動で開始されます(基本準備開始、本生産開始等)。
オペレーションの間隔は作業工程に"置き換えられます"。オペレーションが開始されると、新しい作業手順が始まります。機械で次のオペレーションが開始されると、この作業手順は終了します。作業手順に割り当てられていないオペレーションは例外です。基本的に、これは自動オペレーションに当てはまります。この場合は、オペレーションがトリガされると、時間は古い作業手順に追加されます。
後で、機械オペレータのタイムシートで作業手順を確認して、作業の所要時間に関する情報を取得できます(従業員を参照)。
時間評価には、時間の種類と時間のカテゴリの作業工程が割り当てられます(この分類はAnalyze Point全体に関連してます。時間評価、機械評価、作業工程評価等)。それにより、生産時間と非生産時間が分けられます。これは、長時間にわたっての運転プロセスの評価に役立ちます。
機械から時間評価までのこの時間の置き換えにより、機械で時間が正確に開始される必要性が明確になります。(良好紙カウンターを押す、手動でBDEボタンを押す、作業工程を終了する等)。これ方法でのみ、終了時、Analyze Pointに明確な時間評価を表示することができます。時間が遅すぎる、またはまったく開始されない場合は、レポートは使用できません。
以下で、時間のカテゴリと時間の種類の意味を説明します。ここでは、事前に設定された時間のみ説明します。この設定は、連邦協会の印刷&メディアのガイドラインに基づいています。
デフォルトでは、次の時間の種類、時間のカテゴリおよび作業工程が事前に設定されています。
|
時間のカテゴリ |
時間の種類 |
作業工程 |
|---|---|---|
|
生産時間 |
前準備時間 |
基本準備 |
|
実行時間 |
本生産 |
|
|
その他の生産時間 |
- |
|
|
補助時間 |
補助時間 |
- |
|
生産停止時間 |
生産停止時間 |
一時停止 |
生産時間
生産時間は、該当するジョブの生産に直接関係する所要時間です。すべての該当する時間は生産時間です。前準備時間、実行時間、その他の生産時間を区別します。
•前準備時間
前準備時間は、1 つのジョブを実行するための生産装置のセットアップに関係します。
•実行時間
実行時間は製品の生産に関係します。
•その他の生産時間
その他の生産時間は、前準備時間でも実行時間でもありません。その他の生産時間は 1 つのジョブに直接割り当てることができます。これには、"乾燥時間"または"顧客待ち"などが含まれます。
お客様に起因する待ち時間は"その他の生産時間"に含まれます。
補助時間
補助時間は、運転可能状態の導入と維持に掛かった時間です。この時間はジョブには直接関連しません。
補助時間の例:
•組織上の故障(用紙待ちやプレート待ちなど)。
•技術的な故障(機械の保守や修理など)。
•印刷所に関係する補助時間(ブランケット交換、運転準備、シャットダウンなど)。
ディスポジションエラーに起因する待ち時間は補助時間に含まれます(プレート待ちや用紙待ち)。
生産停止時間
生産停止時間とは、従業員に対して給与を支払う場合でも、生産性能に貢献しない時間です。
生産停止時間の例:
•一時停止
•従業員会議
•ジョブ不足に起因する生産停止時間
ジョブ不足に起因する待ち時間は生産停止時間に含まれます。
機械生産性のレポートを作成を参照。
レポートの作成後、右側に時間評価が表示されます。各テーブルは1台の機械を指します。左側で複数の機械を選択した場合、矢印ボタンで次の機械に切り替えることができます。
一般情報(テーブルヘッド)
テーブルヘッドには、選択した期間内の機械名と処理した作業工程数が表示されます。作業工程の数に小数点がある場合は、選択した期間内で作業工程の一部のみ処理されています。時間評価ではこの部分のみ考慮されます。
作業工程を含めた期間の時間評価
正確な時間記録は常に作業工程に関連しています。これらの時間は、テーブル内で時間の種類と時間のカテゴリにグループ化されます。
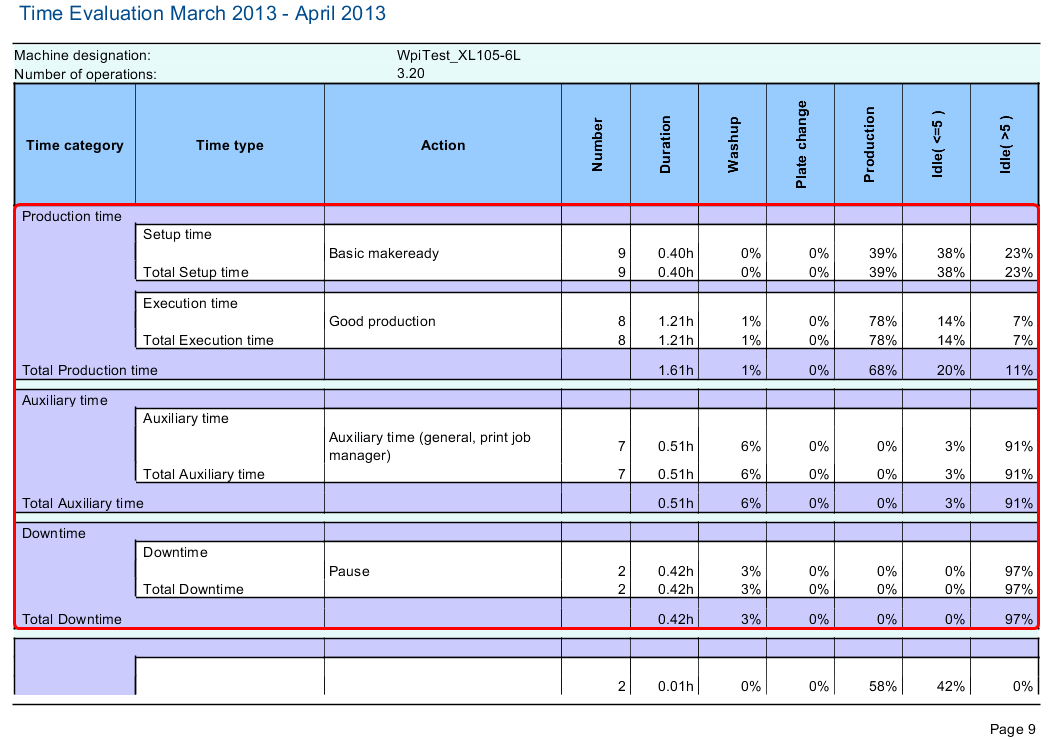
列のパーセント値は機械状態の割合を表します。
列の説明:

注記:注記:洗浄、版交換、生産、5 分以下のアイドル運転、5 分を超えるアイドル運転の時間の情報は、各作業手順、および、各時間の種類と時間のカテゴリ用に割合がパーセントで表示されます。例えば、基本準備の際の"洗浄"は"本生産"にも表示できます。洗浄時間は作業手順に関連して評価されます。
|
列の名前 |
説明 |
|---|---|
|
時間のカテゴリ |
時間の種類のグループです。それぞれの時間のカテゴリには合計時間が表示されます。 |
|
時間の種類 |
記録した作業手順に割り当てられている時間の種類の情報です。 |
|
作業工程 |
記録した作業手順の名前です。 |
|
数 |
レポート期間内に作業手順が実行された回数です。作業手順の始まりまたは終わりがレポート期間外の場合は、この作業手順は計算に含まれます。 |
|
期間 |
操業時間内のレポート期間に記録した同じ作業手順すべての時間の長さです。作業手順の始まりまたは終わりがレポート期間外の場合は、この作業手順は比例計算されます。 |
|
洗浄 |
自動洗浄プログラムを実行した時間の長さです。 注記:洗浄が並行して実効される場合は、機械状態の時間情報のパーセント値の合計は 100% にならないことがあります。 |
|
版交換 |
自動運転版交換システムの版交換に掛かった時間の長さです。 注記:版交換が並行して実効される場合は、機械状態の時間情報のパーセント値の合計は 100% にならないことがあります。 |
|
生産 |
良好紙およびヤレ紙生産の時間の長さです。 |
|
5 分以下のアイドル運転 |
5 分以下の機械の停止またはアイドル運転です。5 分は時間は変わりません。 |
|
5 分を超えるアイドル運転 |
5 分を超える機械の停止またはアイドル運転です。5 分は時間は変わりません。 |
作業工程なしの期間の時間評価

テーブルの最後に作業工程なしの期間が表示されます。この領域の値が高い場合は、時間記録が適切に行われなかったことを意味します。考えられる原意は、作業工程に割り当てられていない一部の期間を参照してください。
作業工程に割り当てられていない時間には、いくつかの原因が考えられます。次の設定ができます:
•ジョブを処理しないまま、または、オペレーションを開始せずに、機械がオンになりました。
•作業手順に時間タイプへの割り当てがありません。
この場合は、作業工程は既に作成されています。時間の種類に割り当てる必要があります。これに関しては、時間の種類を時間のカテゴリに割り当てる を参照してください。
•作業工程に時間の種類への割り当てがあり、時間のカテゴリへの割り当てがない場合。
この場合は、時間の種類を時間のカテゴリに割り当てなければなりません。これに関しては、時間の種類を時間のカテゴリに割り当てる を参照してください。
•時間に定義された作業手順がない場合。
説明:機械が自動的に開始するオペレーション(PDA メッセージ)の場合は(例えば、自動洗浄の場合など)、基本的に、作業手順への割り当てはありません。そのようなメッセージは新しい作業手順をトリガしないので、前の作業手順に追加されます。
これらのメッセージをジョブと関連なく開始した場合は、時間には割り当てはありません。典型的な例としては、週末の機械洗浄があげられます。

注記:ジョブとの関連付けのない作業を頻繁実行する場合は、新しい作業手順を定義します。これに関しては次を参照してください。
Heidelbergは、事前に設定した次の時間配分を提供します。
|
時間のカテゴリ |
時間の種類 |
作業工程 |
|---|---|---|
|
生産時間 |
前準備時間 |
基本準備 |
|
実行時間 |
本生産 |
|
|
その他の生産時間 |
- |
|
|
補助時間 |
補助時間 |
- |
|
生産停止時間 |
生産停止時間 |
一時停止 |
工場でこの時間配分ができない場合は、運転データ収集プロジェクトの枠内てこの配分を拡大することを推奨します。SSUのPrinectサービスまでお問い合わせください。
原則的に次のステップは、機械制御ステーションで時間評価用の新しいボタン(BDEメッセージ)を定義するために必要です:
1.新しい作業工程を定義します(材料待ち等)。
(新しい作業工程を設定 を参照してください)。
2.関連するオペレーション(BDEメッセージ)を定義し、事前に作成した作業手順を割り当てる必要があります(オペレーション名は作業工程と同じであること)。
新オペレーション(BDEメッセージ)の作成 を参照してください。
(3).必要に応じて、新しい時間の種類を作成します。これは、新しいBDEメッセージを既存の時間の種類に割り当てられない場合に必要です。
時間の種類を時間のカテゴリに割り当てる を参照してください。
4.新しいBDEメッセージは対応する機械に割り当てる必要があります。
オペレーションの割り当て を参照してください。
(5).機械にBDEメッセージが表示されない場合は、PDA 設定を新たに同期します。このステップはサービス技術者のみ行うことができます。
同期化を行う を参照してください。
機械にBDEメッセージが表示されて、機械オペレータが開始できるようになります。時間を正しく記録するために、オペレーションは該当する作業の前に開始しなければなりません。