注記:P-Nグラフでは、ジョブに関連した時間だけが評価されます。
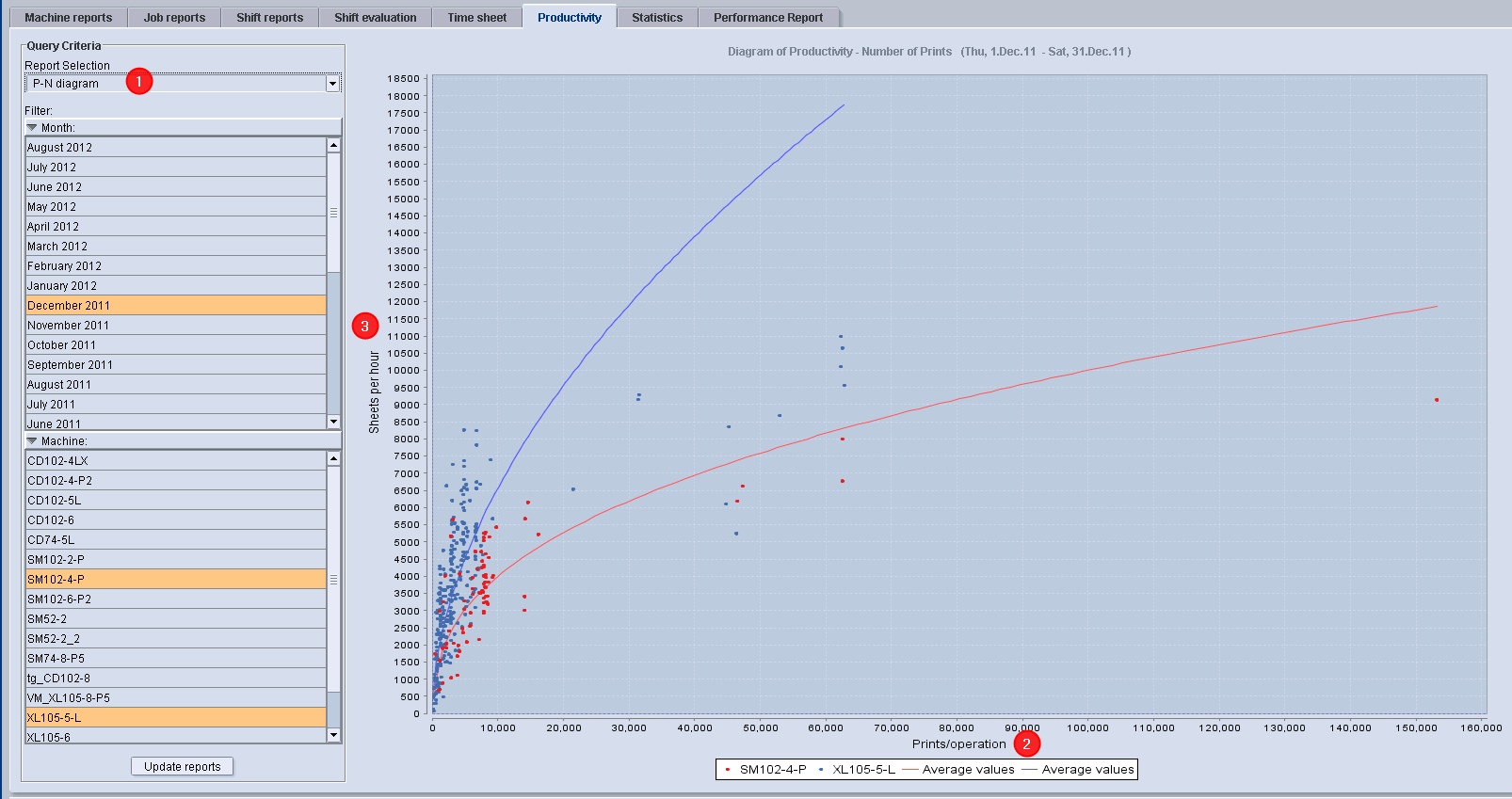
P-Nグラフ(1)は選択された期間及び選択された機械に対するジョブごとにOK通し数/時間(y軸; 2)のOK通し数/作業工程(x軸; 3)への従属性を示します。
これで生産性の高い/低いジョブを区別し、通し枚数が多い/少ないジョブを容易に識別することができます。
•時間ごとの通し = OK通し数/時間 = 生産性 = P
•作業工程ごとの通し = OK通し数/作業工程 = N
•各ポイントは、ジョブレポート(ポイントをクリックする)へリンクされた、設定された作業工程を意味しています。
•グラフによる関係の評価(曲線):
·時間平均印刷速度通し(OK通し数/合計作業工程時間数 = 作業工程の開始から終了)
·作業工程ごとの通し(各作業工程のOK通し数)
•複数の機械を1つのダイアグラムで比較(印刷機はそれぞれ違ったカラーで示されます)
•生産性の高い作業工程は平均曲線の上領域にあり、生産性の低い作業工程は平均曲線の下に見えます。

注記:一台の印刷機で 2つの作業工程(両面印刷)がある1つのジョブは、1つのポイントで示されています。
現在のスクリーンショットは完全ではありません
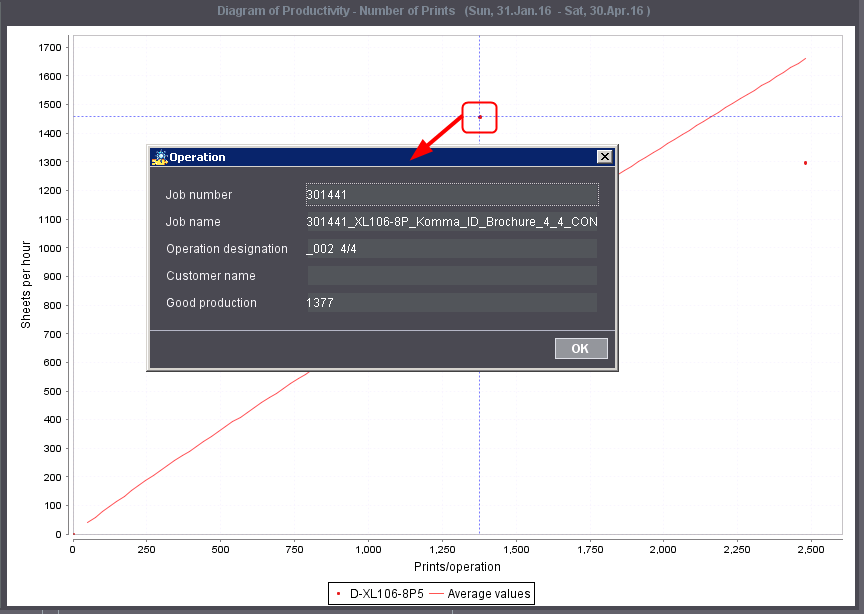
各ポイントは、処理された作業工程を示しています。ポイントをクリックすると"現在のジョブ"ダイアログウィンドウにこのポイントのジョブが表示されます。そしてジョブレポートへ、直ちに移動できます。
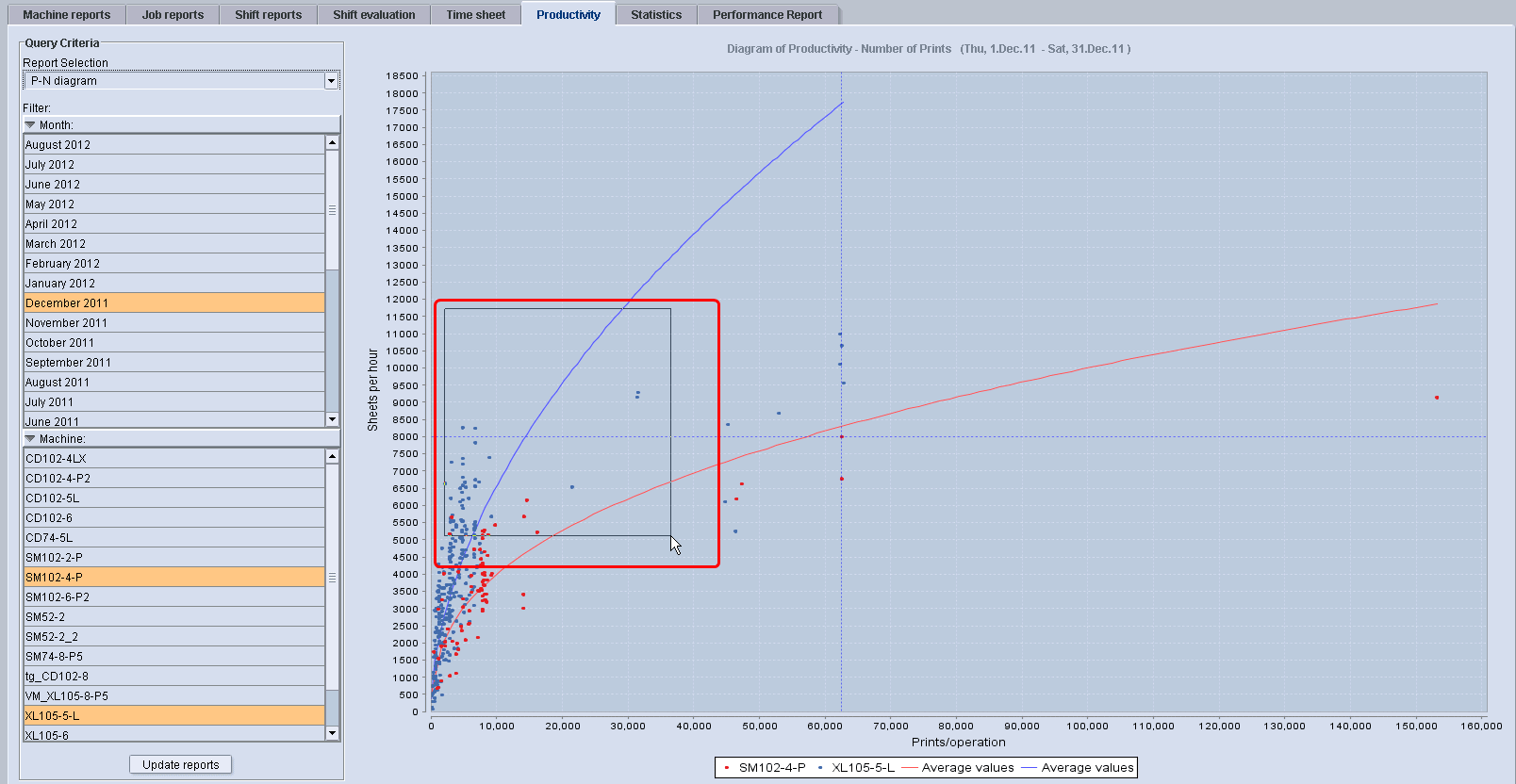
1.ダイアグラムをマウスでクリックし、左のマウスボタンを押したままにします。
2.マウスで左上から右下まで四角形を引きます。