ここには、以下のタブに該当する作業工程の詳細情報が表示されます:
•品質
作業工程の情報生成するには、先ずジョブ/作業工程のリストで作業工程を選択します。
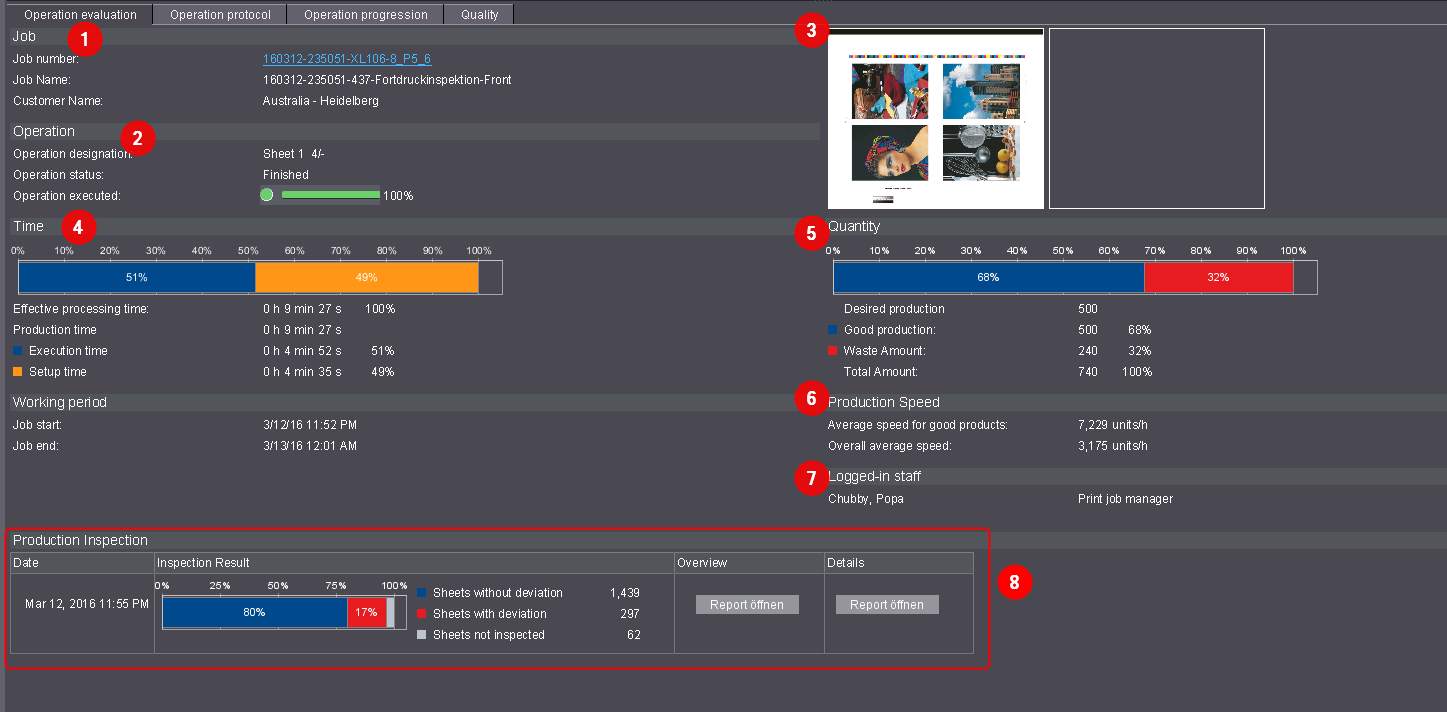
"作業工程評価"タブで、選択した作業工程に関する詳細情報を取得できます。作業工程の種類(印刷、デジタル印刷、折り、断裁等)に応じて、様々な情報が表示されます。以下の図は印刷作業工程の作業工程評価例を示しています。
次の情報は作業工程評価に表示されます:
"ジョブ"領域
ここに、関連するジョブが表示されます。ジョブ番号のハイパーリンクのコンテキストメニューを使って、異なるジョブ画面に切り替えることができます。
"作業工程"領域
ここに、選択した作業工程に関する詳細が表示されます。
用紙プレビュー
用紙プレビューが表示されます。
棒グラフでは、生産時間のパーセント率が表示されます。個々の生産時間(パーセント値)は、いつも有効作業時間を基にしています。
•有効作業時間
作業工程が機械でロードされた全時間の合計。
棒グラフの下に生産時間が絶対値とパーセントで再度個別に表示されます。
時間の設定と編集は、装置設定内の時間カテゴリと時間タイプの設定によって異なります。これに関しては、時間カテゴリ を参照してください。
"総数"領域
棒グラフには、総量に占める既に生産された枚数のパーセントが表示されます。棒グラフの下に、総量、生産された良品量とヤレ紙量がもう一度個別に絶対値とパーセントで表示されます。
•良品数量
良好紙カウンターがオン状態での印刷済み用紙数。
•損紙数
良好紙カウンターがオフ状態での印刷済み用紙数(機械のセットアップ時等)。
•Versafire機械での数量
印刷済み部数(パンフレット、アップ等)の数
"生産速度"領域
•本生産の平均速度
刷了品が印刷された全時間の良品数量/合計(良好紙カウンターがオンで、機械は実際に印刷済み)。
刷了品が印刷された時間はAnalyze Pointで直接読み取ることができません。
•総平均速度
良品数量/レポート期間(時間単位) (h)
レポート期間はレポート上部で選択された期間です(今日、昨日、今月等)。レポート期間と"動作時間"を混合しないでください。これは、機械がオフ状態の時間は対象外です。
•Labelfireの生産速度
メートル/分での平均速度。
Labelfireの生産速度
メートル/分での平均速度。
ログイン(担当者)
この作業工程で作業をした担当者名はすべて、ここに一覧されます。
デジタル印刷での印刷済みページ数。通しは印刷済みページの片面に対応します。カラー通しとブラック通しの識別カラー通しとは、少なくとも1つのカラーを含むすべての通しのことです。ブラック通しとは、ブラックのみ含む通しのことです。
版交換数
自動版交換を用いた全プリネクトプレスセンターの版交換の回数を示します。版交換は、プレートがかけられると同時にカウントされます。

プロダクションインスぺクションは、Prinect Inspection Control 2装備の印刷機で使用できます。

前提条件:システム設定では、オプション"インスペクションデータの読み込みを有効化"が有効であること。この設定は、"管理 > システム > < Prinectサーバ> > Analyze Pointサービス > インスペクションレポート > プロパティ"で行います ("アナライズポイント サービス"領域を参照)。
プロダクションインスぺクションでは、 Prinect Inspection Control は、印刷された用紙と機械で作成された "デジタル基準用紙"を調整比較します。これは、生産中に印刷エラーを回避するために、各用紙をチェックするのに役立ちます。
機械のジョブが終了、またはジョブの切替え、あるいは機械オペレータが手動でレポートを出力すると、Analyze Pointにレポートが転送されます。
•"検査結果"列
棒グラフでは、プロダクションインスぺクションのパーセンテージ評価が表示されます。すべての用紙は良紙カウンターをオンにした後に考慮されます。
·検査されなかった用紙
これは、デジタル基準用紙の調整のために用いられた用紙です。基本的に、これは良紙カウンターをオンにした後の最初の30枚の用紙です。30枚の用紙が使用された場合、これは、さらに調整することを指しています。
·一致する用紙
これは、デジタル基準用紙に対して誤差を示していない、すべて検査された用紙です。
·誤差のある用紙
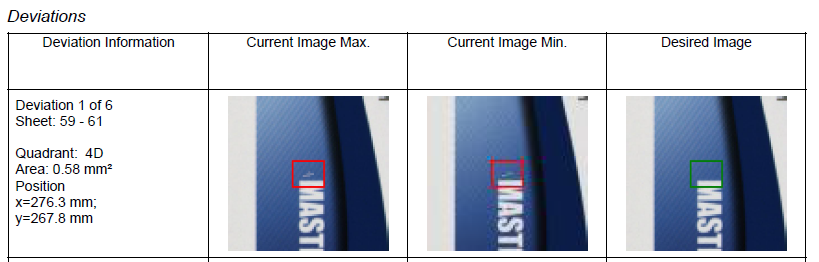
これは、デジタル基準用紙と一致せず、インスペクションシステムによってマークされた、すべて検査された用紙です。誤差を正確に確認できるようにするために、詳細レポートにすべての誤差が写真とマーキングでリストアップされます (PDFインスペクションを参照)。
"レポートを開く"ボタンでプロダクションインスぺクションの要約が入ったPDFレポートが得られます。プロダクションインスぺクションの一覧レポート を参照してください。
•"詳細"列
"レポートを開く"ボタンでプロダクションインスぺクションのすべての誤差に関するPDFレポートが得られます。最初の3ページは、概要レポートと同じです("概要"列を参照)。次のページにすべての誤差を写真とマーキングが詳しくリストアップされています。
·レポートのギャップ
誤差のリストに画像が欠けている場合があるかもしれません。その理由は、レポートのファイルサイズが制限されているためです。したがって、誤差が多くある場合、インスペクションシステムはすべての画像をレポートに書き込めません。
•レポートのグレー表示

インスペクションレポートがグレーの場合は、データベースの容量を超過していることを指しています。データベースの容量が超過すると、システムは自動的に古いレポートを削除するため、それらをAnalyze Pointで呼び出すことはできません。データベースの容量が超過しているかどうかは、システム設定で確認することができます。"管理 > システム > <Prinect サーバー> > Analyze Point サービス > インスペクションレポート"に切り替えます。
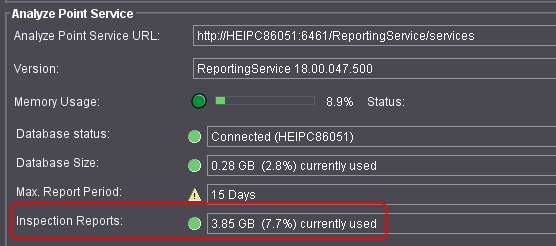
データベースの容量が超過している場合は状態が黄色です。古いレポートを長期に渡って保存するには、大容量のデータベースが必要です。これに関しては、Prinectサービスまでお問い合わせください。
以下の図は、例としてプロダクションインスぺクションのレポートを示します。
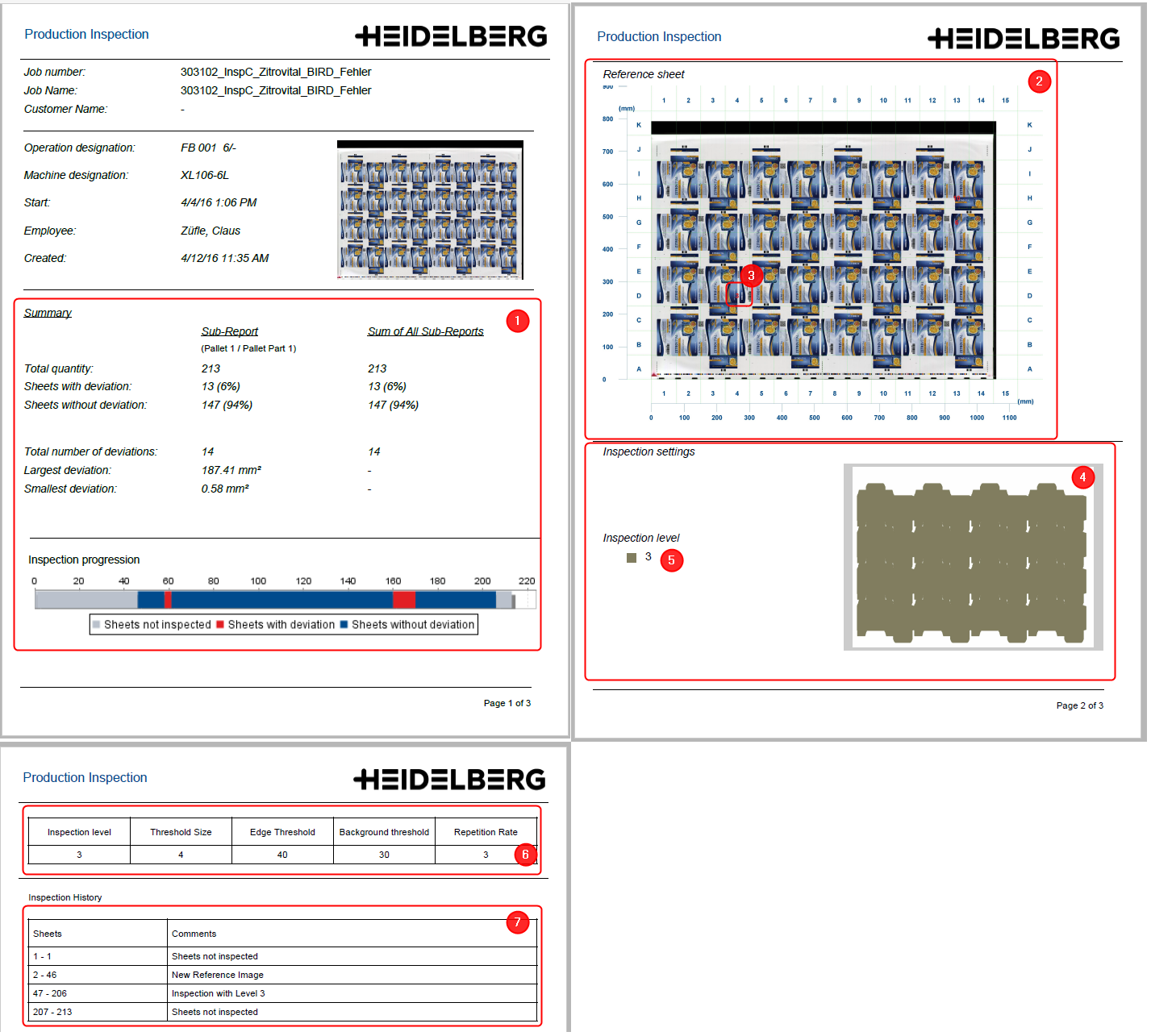
·概要レポートは、最初にページに検査された用紙の要約を示します (1)。これらは、"検査結果"列の棒グラフに表示されるデータと同じです。
·2枚目のページは、いくつかの四分円 (A1、B1、C1等) に分割されているデジタル基準用紙 (2)を示します。誤差が見つけられた各四分円は赤い番号を有しています (3)。これは、何枚の用紙にデジタル基準用紙に対する誤差があるかを示します。それぞれの誤差はデジタルレポートで確認することができます。
·その下に、検査設定が記載されています。それには検査領域と検査レベルを含まれています。領域 (4) はチェックされた場所を示しています。検査レベル (5) はチェックの正確度を示します。数が小さければ小さいほど、正確にチェックされています。1~5のレベルが可能です。
·3ページ目はインスペクションシステム(6) の測定設定と用紙 (7) への備考を示します。

このレポートは、プリネクト インスペクション ツールボックスを使用している場合に使用可能です。

前提条件:システム設定では、オプション"インスペクションデータの読み込みを有効化"が有効であること。この設定は、"管理 > システム > < Prinectサーバ> > Analyze Pointサービス > インスペクションレポート > プロパティ"で行います ("アナライズポイント サービス"領域を参照)。
PDFインスペクションでは、プリネクト インスペクション ツールボックスがスキャン(Prinect Inspection Control またはPrinect Image Controlからの)とプリプレスからの全用紙PDF/TIFFを比較します。PDFインスペクションは印刷を有効するために使用され、印刷ジョブの内容と顧客ジョブの一致を確実にします。
Inspection Toolboxのオペレータが用紙を承認または未承認として評価すると、レポートがAnalyze Pointに転送されます。
•"検査結果"列
インスペクションシステムのオペレータによって列は印刷用紙の評価を示します。これは、インスペクションシステムによる誤差とは無関係の手動の評価です。用紙が承認されなかった場合 (赤いバツ印)は、"コメント"列に機械オペレータからの指示が表示されています。
•"プロトコル"列
"レポートを開く"ボタンで初期検査のPDFインスペクションが得られます。そこには、インスペクションシステムで確認されたすべての誤差が記載されています。レポートの構成はプロダクションインスぺクションのレポートに似ています。 (プロダクションインスぺクションを記載)。
•レポートのグレー表示
PDFインスペクション を参照してください。
•コメント
ここには、インスペクションシステムのオペレータの重要なコメントが記載されています。これは特に、承認されていない印刷用紙に関連したいます。
このレポートは、Prinect Image Controlと接続されたプリネクト インスペクション ツールボックスを使用している場合に使用可能です。

前提条件:システム設定では、オプション"インスペクションデータの読み込みを有効化"が有効であること。この設定は、"管理 > システム > < Prinectサーバ> > Analyze Pointサービス > インスペクションレポート > プロパティ"で行います ("アナライズポイント サービス"領域を参照)。
用紙検査では、プリネクト インスペクション ツールボックスはPrinect Image Controlからの2つのスキャンを比較します。このため、Prinect Image Controlからの最初のスキャンが基準として保存されます。次のすべてのスキャンは基準と比較されます。用紙検査は、欠陥のある刷版またはゴムブランケット等の印刷イメージの恒久的な損傷を検出するために行います。
レポートの構成はPDFインスペクションと同じです(PDFインスペクションを記載)。
作業工程プロトコルで、作業工程の詳細情報を表で参照することができます。作業工程の際、(機械により自動的に)メッセージが生成されます。時間的に最新のメッセージが最も上に表示されます。
ジョブ
ジョブに関する情報。
作業工程
作業工程に関する情報。
機械
装置名と作業工程に関するサムネイル。
プロトコルの内容
•開始
作業工程の開始日時。
•終了
作業工程の終了日時。
•期間
作業工程の長さ。
•作業工程
設定に対応する作業手順番号と作業手順名
•コストセンター番号と機械名
設定に対応するアカウント番号と装置名
•正紙レーン長(m)およびヤレ紙レーン長(m)
Labelfireデジタル印刷機の消費量
•機械オペレータ
担当機械オペレータの氏名。
•数量とヤレ数量
作業手順内で生産された工程良品量とヤレ紙量に関する情報。
•コメント
作業工程を開始した際に入力したコメント。
日付を産業界時間または標準時間に調節
日付を産業界時間または標準時間に調節 を参照してください。
作業手順の並べ替えを変更する
プロトコル作業工程の並べ替えを変更する を参照してください。
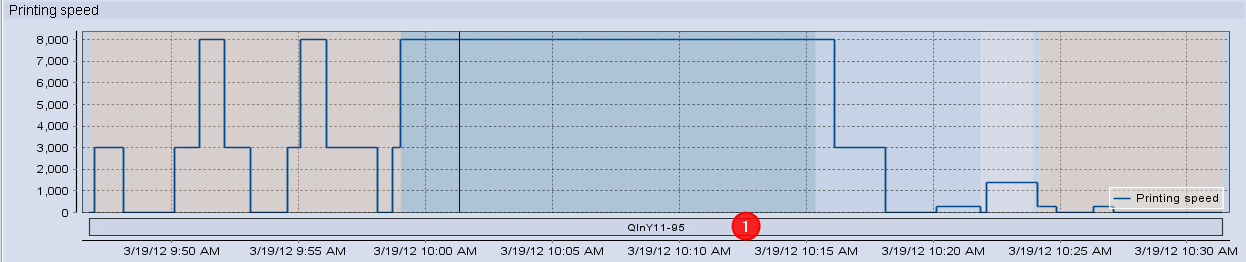
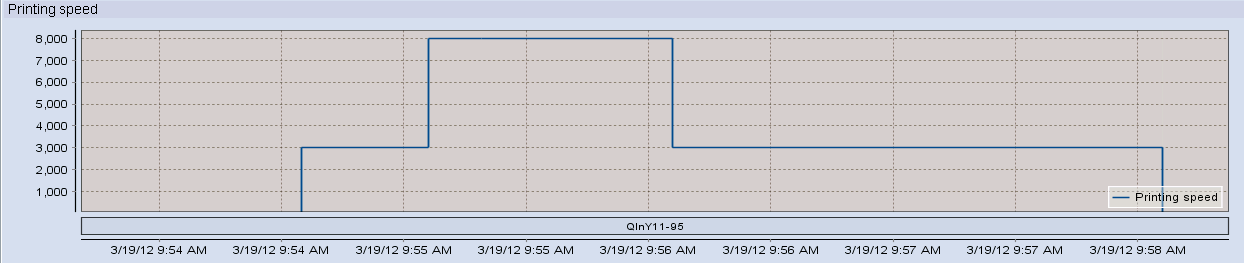
次の経過がダイアグラムを使って表示されます。
印刷速度/速度
印刷速度の時間経過を表示。デジタル印刷機と Data Terminal 機械では速度表示はありません。
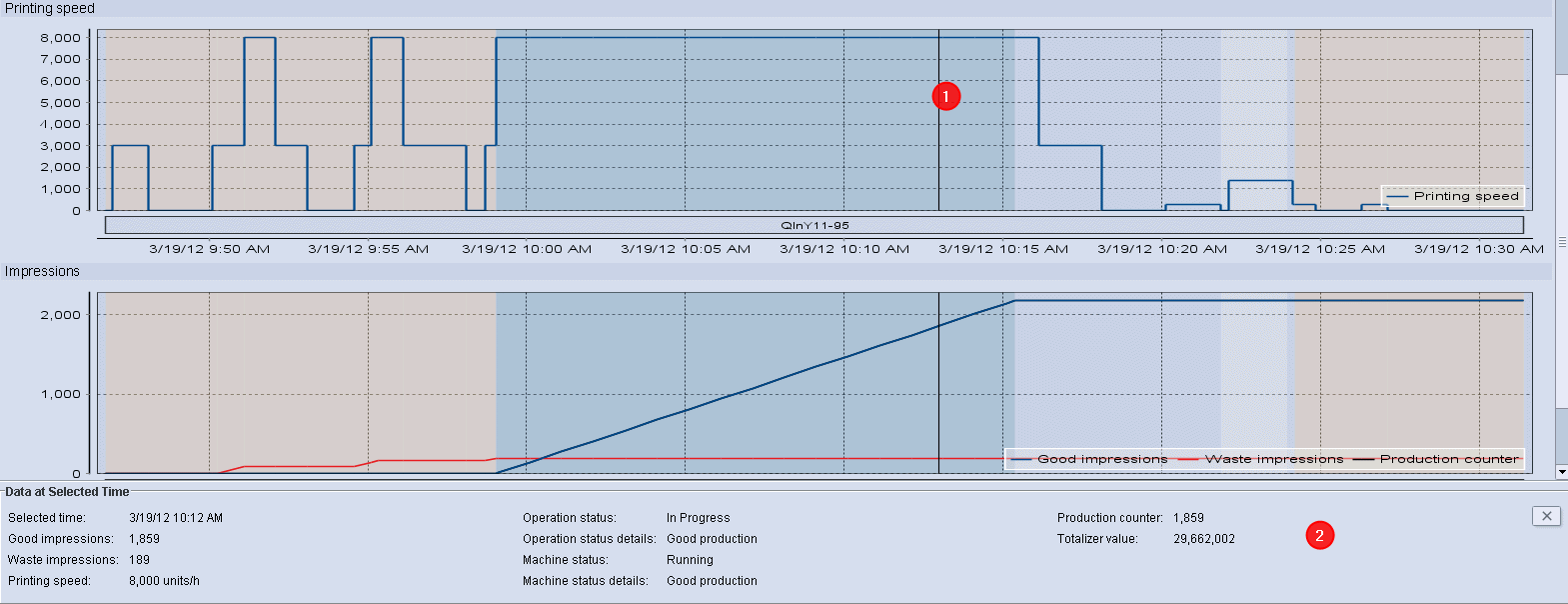
印刷/生産カウンタ


ダイアグラムは、OK通し数、ヤレ印刷および生産カウンターの時間経過を示します。良品印刷以外は、生産カウンタには完了した印刷シートの数が表示されます。例えば印刷用紙が表面印刷と裏面印刷で2つの作業工程で印刷される場合(打ち返し)、OK通し数は完成品数のほぼ2倍になります。
経過において、ある特定の時点で詳細情報を表示できます。(特定の時間の選択)
ダイアグラムの色の意味

進行状況の背景は、様々な色で表示されます。背景色は、特定の時間帯における装置の状態に依存します。
•オレンジ = 前準備(1)
•青 = 作動中(2)
•白 = 洗浄(3)
•ライトブルー = アイドル(4)
その他のすべての印刷機の状態は、"赤"で示されます。
点線
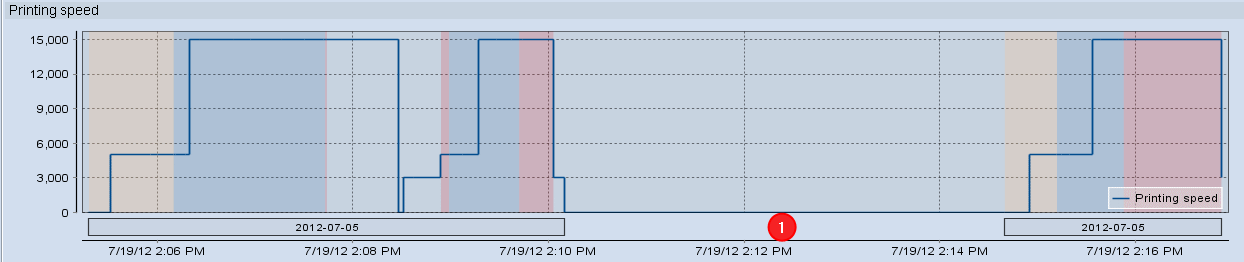
進行状況の下方に、ジョブ番号のあるバーが表示されます。作業工程が一時停止した時間帯ではこのバーは点線表示されます(1)。機械がオフの場合は、この線は点線になりません (1)。どちらの場合でも、一時停止/スイッチオフした時間帯にカウンターの値が垂直方向に"0"まで"下がり"ます。
機械のスイッチオフ
曲線のポイントはマウスでクリックできます。すべての進捗状況にこのポイントにぶつかる垂直線が表示されます(1)。印を付けたポイントに関する詳細情報が表示されます(例えば、本生産、ヤレ紙、速度など)が表示されます (2)。
ポイントの選択をリセットするには"X"ボタンをクリックします。表示されていた情報が、隠されます。
特定のエリアの「拡大」
特定領域を詳しく表示したい場合、この領域のズームインを実行できます。個々のペーンの"ズームイン"は、すべての曲線に対して個物に行えます。
1.ズームインを行うには、任意の領域の左上角をマウスでクリックし、左マウスボタンを押したままにします。
2.目的の右下領域まで表示される四角形をドラッグして左マウスボタンを離します(1)。

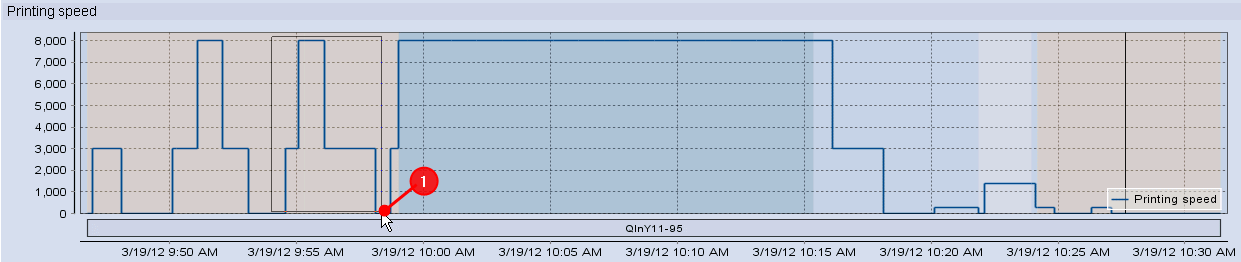

個々のエリヤの「ズームアウト」 (縮小) は、すべての経過曲線に対して個別に行えます。
"ズームアウト"を行うには、マウスで曲線をクリックし、左のマウスボタンを押した状態で、マウスを左上に動かします。ここで左マウスボタンを離します。