각 공정 단계에 대한 세부 정보는 다음 탭에 나옵니다.
•품질
작업 정보를 생성하려면 작업/공정 목록에서 공정 단계를 선택해야 합니다.
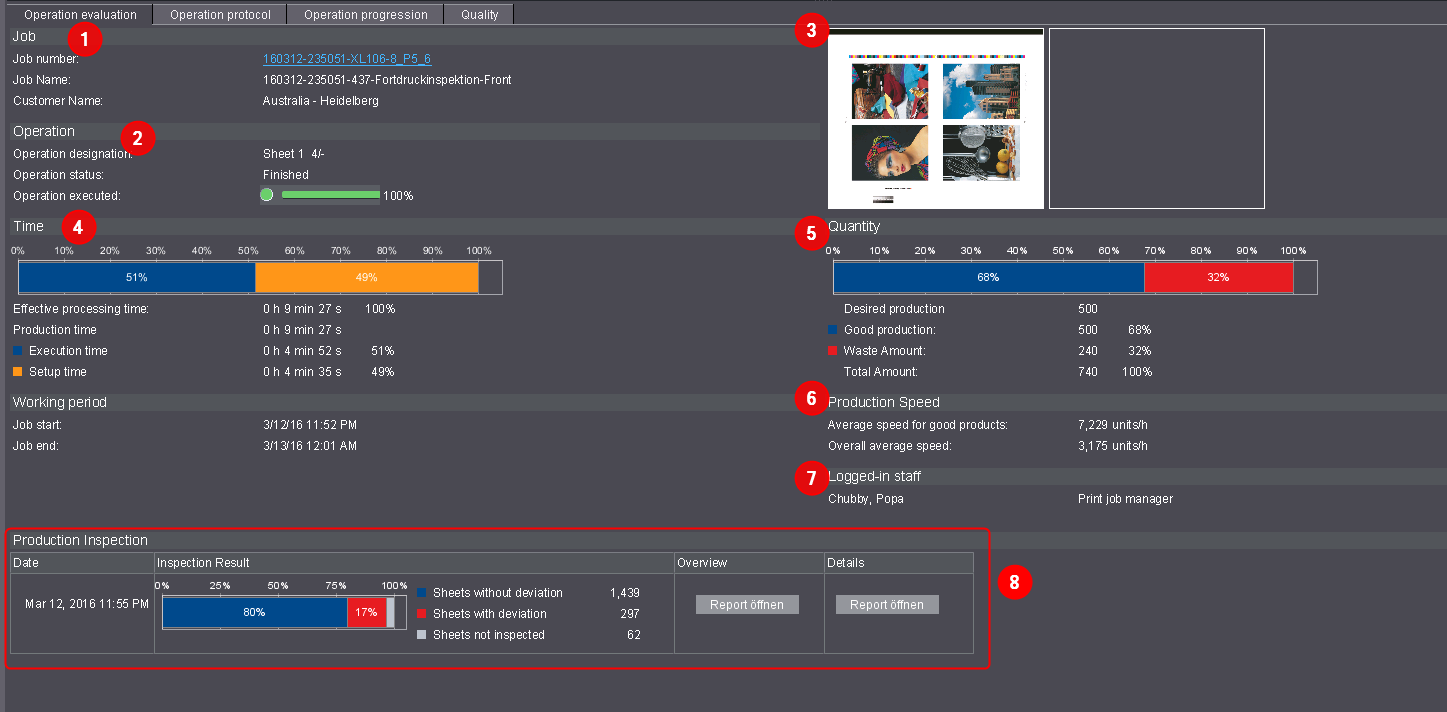
"공정 평가" 탭에서 선택된 공정에 관한 세부 정보를 확인할 수 있습니다. 공정의 종류(인쇄, 디지털 인쇄, 접지, 재단 등)에 따라 다양한 정보가 표시됩니다. 다음 그림은 인쇄 공정의 공정 평가 예시입니다.
다음 정보가 공정 평가에 표시됩니다.
"작업" 영역
여기에 속해있는 작업이 보여집니다. 작업 번호 하이퍼링크의 컨텍스트 메뉴를 통해 매우 다양한 작업 보기로 이동이 가능합니다.
"공정" 영역
여기서 선택된 공정에 대한 세부사항을 볼 수 있습니다.
시트 미리보기
시트 미리보기가 표시됩니다.
막대 도표는 생산 시간의 퍼센트 비율을 표시합니다. 이때 개별 생산 시간(백분율)은 항상 실제 처리 시간과 관련됩니다.
•실제 처리 시간
기계에서 공정이 로드된 모든 시간의 합
막대도표 하단에는 절대 및 백분율 생산 시간이 다시 한 번 개별적으로 표시됩니다.
시간 분할 및 검출은 장치 구성에서 시간 범주 및 시간 형식의 구성에 따라 달라집니다. 자세한 내용은 시간 범주을 참조하십시오.
"분량" 영역
막대도표는 전체 분량 중 몇 퍼센트가 이미 제작되었는지를 표시합니다. 막대도표에서는 전체 분량, 제작된 분량 및 불량 파지가 다시 한번 각각 절대 값과 비율로 표시됩니다.
•양호품 매수
우량 시트 카운터가 켜져 있는 동안 인쇄된 시트 매수
•파지 매수
우량 시트 카운터가 꺼져 있는 동안 인쇄된 시트 매수(예: 기계 설정 시)
•Versafire 기계에서의 매수
인쇄된 견본의 수(예: 브로슈어, 사본 등)
"생산 속도" 영역
•우량 생산 평균 속도
우량 시트가 인쇄된 전체 시간 동안의 양호품 매수/총합(우량 시트 카운터가 켜져 있었고 기계가 실제로 인쇄한 경우)
우량 시트가 인쇄된 시간은 Analyze Point에서 직접 판독할 수 없습니다.
•총 평균 속도
양호품 매수/보고 시간(시간 단위)(h)
보고 시간은 보고서 위에서 선택된 기간입니다(예: "오늘", "어제", "이번 달" 등). 보고 시간과 "작동 시간"을 혼동해서는 안 됩니다. 이는 기계가 꺼져 있었던 시간은 고려하지 않습니다.
•생산 속도 Labelfire
평균 속도(미터/분 단위).
생산 속도 Labelfire
평균 속도(미터/분 단위).
인쇄유니트에 로그인한 인쇄 작업자
이 공정에서 함께 작업한 모든 직원이 여기서 열거됩니다.
디지털 인쇄에서 인쇄된 페이지 매수. 인쇄물은 한 면만 인쇄된 페이지 하나를 말합니다. 컬러 인쇄물과 검정 인쇄물은 서로 구분됩니다. 컬러 인쇄물은 최소한 하나의 색상을 포함하는 모든 인쇄물을 말합니다. 검정 인쇄물은 검은색만 포함하는 인쇄물을 말합니다.
판 교환 수
자동 판 교환을 갖는 Prinect Press Center 기기의 판 교환 수를 나타냅니다. 판 교환은 판이 클램핑되는 즉시 계산됩니다.

생산 검사는 Prinect Inspection Control 2가 설치된 인쇄기에서 사용할 수 있습니다.

전제조건: 시스템 설정에서 "검사 데이터 읽기 활성화" 옵션이 활성화되어 있어야 합니다. "관리 > 시스템 > < Prinect 서버> > Analyze Point 서비스 > 검사 보고서 > 속성"에서 설정하십시오("Analyze Point 서비스" 영역 참조).
생산 검사 시 Prinect Inspection Control은 인쇄된 시트를 기계에서 생성된 "디지털 기준 시트"와 계속 대조합니다. 이는 모든 시트를 검사하여 생산 중 인쇄 오류를 방지하는 데 도움이 됩니다.
기계에서 작업이 종료되거나 작업이 전환되거나 기계 조작자가 보고서를 수동을 출력하는 즉시 Analyze Point에 보고서가 전송됩니다.
•"검사 결과" 열
막대 그래프가 생산 검사의 평가를 퍼센트로 보여 줍니다. 우량 시트 카운터를 켜면 모든 시트가 반영됩니다.
·검사되지 않은 시트
이는 디지털 기준 시트를 조정하는 데 사용된 시트입니다. 원칙상 우량 시트 카운터를 켠 후 첫 30개 시트가 이에 해당합니다. 30개가 넘는 시트가 사용된 경우 조정이 한 번 더 실행되었다는 뜻입니다.
·일치하는 시트
이는 검사된 시트 중 디지털 기준 시트와 편차가 없는 모든 시트입니다.
·편차가 있는 시트
이는 검사된 시트 중 디지털 기준 시트와 일치하지 않아 검사 시스템이 표시한 모든 시트입니다. 세부 보고서에 모든 편차가 사진 및 표시와 함께 나열되어 해당 내용을 상세히 확인할 수 있습니다(PDF 점검 참고).
"보고서 열기" 버튼을 누르면 생산 검사 개요가 포함된 PDF 보고서를 볼 수 있습니다. 생산 검사 개요 보고서 를 참조하십시오.
•"세부 사항" 열
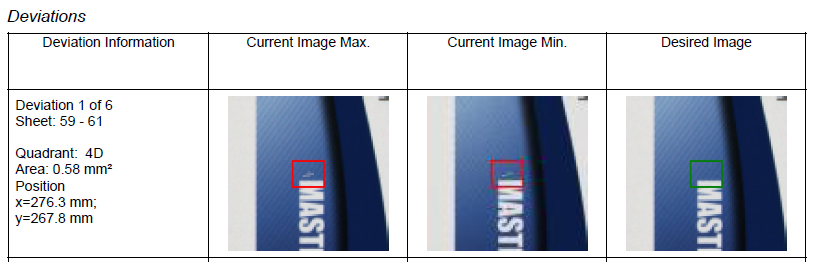
"보고서 열기" 버튼을 누르면 생산 검사의 모든 편차에 관한 PDF 보고서를 볼 수 있습니다. 첫 세 페이지는 개요 보고서와 동일합니다("개요" 열 참조). 후속 페이지는 모든 편차를 사진 및 표시와 함께 상세하게 목록으로 보여 줍니다.
·보고서의 허점
때대로 편차 목록에 이미지가 없을 수 있습니다. 이는 보고서의 파일 크기가 제한되어 있기 때문입니다. 따라서 편차가 아주 많은 경우에는 검사 시스템이 보고서에 모든 이미지를 기록하지 않습니다.
•보고서가 회색으로 비활성화됨


검사 보고서가 회색으로 비활성화된 경우 데이터베이스가 너무 꽉 찼다는 뜻입니다. 데이터베이스가 너무 꽉 차면 시스템이 기존 보고서를 자동 삭제하므로 Analyze Point에서 해당 보고서를 불러올 수 없습니다. 데이터베이스가 너무 꽉 찼는지를 시스템 설정에서 확인할 수 있습니다. "관리 > 시스템 > <Prinect 서버> > Analyze Point 서비스 > 검사 보고서"로 이동합니다.

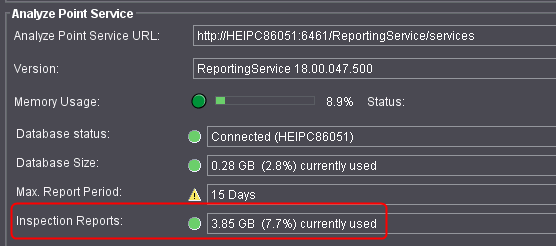
데이터베이스가 너무 꽉 찬 경우 상태가 노란색입니다. 기존 보고서를 더 오래 보관하려면 보다 큰 데이터베이스가 필요합니다. 이에 관해서는 Prinect 서비스에 문의하십시오.
다음 그림은 생산 검사 보고서 예시입니다.
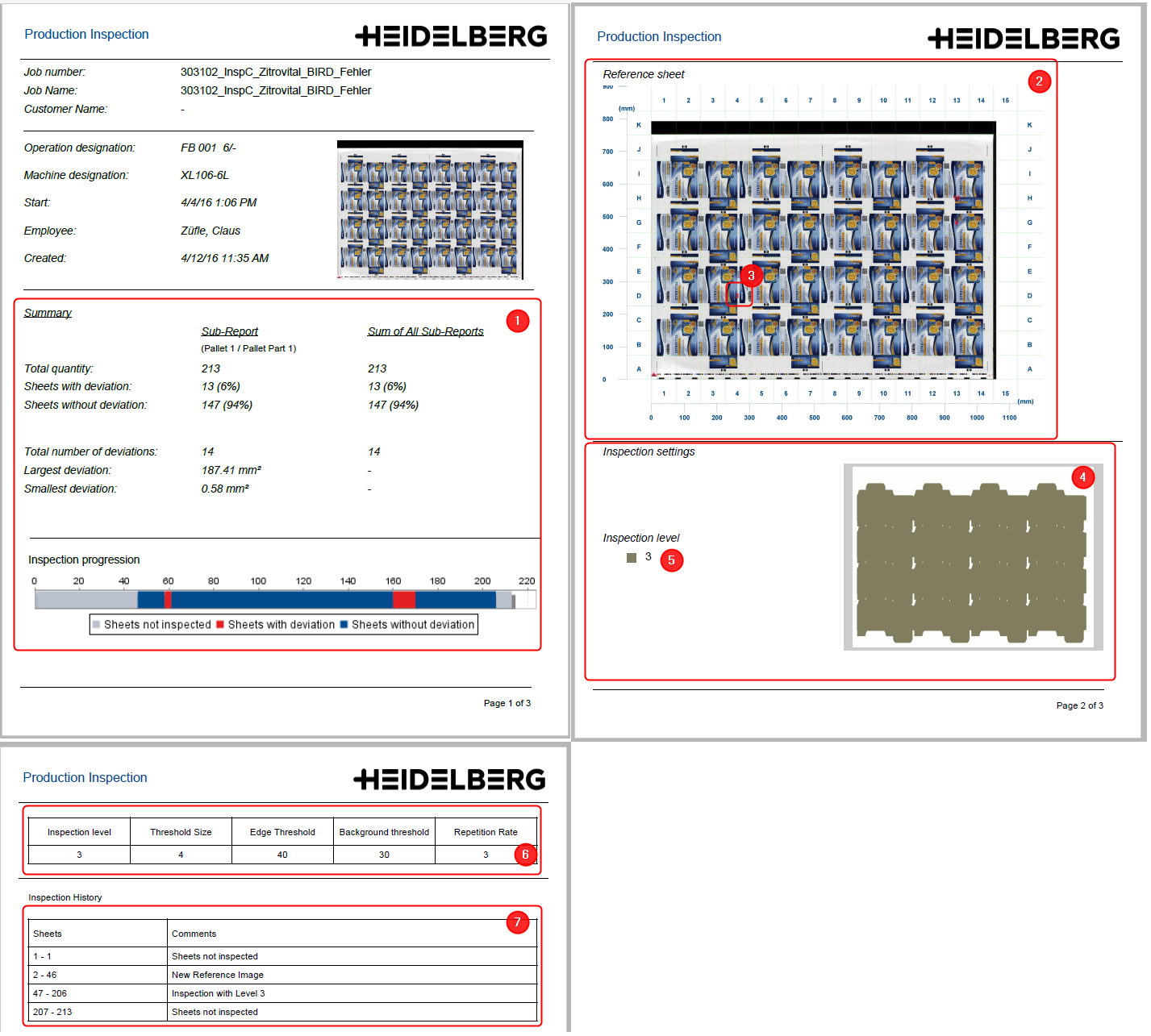
·개요 보고서의 첫 번째 페이지에는 검사된 시트(1)의 개요가 있습니다. 이는 "검사 결과" 열의 막대 그래프에 표시된 것과 동일한 데이터입니다.
·두 번째 페이지에는 여러 사분면(A1, B1, C1 등)으로 분할된 디지털 기준 시트(2)가 있습니다. 편차가 발견된 각 사분면에는 빨간색 번호(3)가 있습니다 이 번호는 얼마나 많은 시트가 디지털 기준 시트와 편차를 보이는지 나타냅니다. 각 편차는 세부 보고서에서 확인할 수 있습니다.
·그 아래에는 검사 설정이 나열되어 있습니다. 검사 영역 및 검사 수준이 여기에 포함됩니다. 검사 영역(4)은 검사된 영역을 보여 줍니다. 검사 수준(5)은 검사가 얼마나 꼼꼼히 실행되었는지를 나타냅니다. 숫자가 작을수록 꼼꼼히 검사된 것입니다. 검사 수준은 1~5단계가 있습니다.
·세 번째 페이지에는 검사 시스템의 측정 설정(6) 및 시트 관련 비고(7)가 있습니다.

이 보고서는 Prinect Inspection Toolbox를 이용하면 사용할 수 있습니다.

전제조건: 시스템 설정에서 "검사 데이터 읽기 활성화" 옵션이 활성화되어 있어야 합니다. "관리 > 시스템 > < Prinect 서버> > Analyze Point 서비스 > 검사 보고서 > 속성"에서 설정하십시오("Analyze Point 서비스" 영역 참조).
PDF 점검 시 Prinect Inspection Toolbox는 (Prinect Inspection Control 또는 Prinect Image Control의) 스캔과 인쇄 전 단계의 전체 시트 PDF/TIFF를 비교합니다. PDF 점검은 인쇄 승인에 사용되고 인쇄 작업이 내용적으로 고객 주문과 일치하도록 합니다.
Inspection Toolbox에서 조작자가 시트를 승인 또는 미승인으로 평가하는 즉시 Analyze Point로 보고서가 전송됩니다.
•"검사 결과" 열
이 열은 검사 시스템 조작자의 인쇄 시트 평가를 보여 줍니다. 조작자는 검사 시스템으로 인한 편차에 구애받지 않고 인쇄 시트를 수동 평가합니다. 시트가 승인되지 않은 경우(빨간색 십자 표시) "코멘트" 열에 기계 조작자가 기록한 알림이 있을 수 있습니다.
•"프로토콜" 열
"보고서 열기" 버튼을 누르면 PDF 점검의 PDF 보고서를 확인할 수 있습니다. 검사 시스템이 확인한 모든 편차는 여기에서 비롯됩니다. 보고서의 구조는 생산 검사 보고서와 비슷합니다(생산 검사 참조).
•보고서가 회색으로 비활성화됨
PDF 점검를 참조하십시오.
•비고
검사 시스템 조작자의 중요 코멘트가 여기에 있습니다. 코멘트는 주로 미승인된 인쇄 시트에 관한 것입니다.
이 보고서는 Prinect Inspection Toolbox를 Prinect Image Control과 함께 이용 시 사용할 수 있습니다.

전제조건: 시스템 설정에서 "검사 데이터 읽기 활성화" 옵션이 활성화되어 있어야 합니다. "관리 > 시스템 > < Prinect 서버> > Analyze Point 서비스 > 검사 보고서 > 속성"에서 설정하십시오("Analyze Point 서비스" 영역 참조).
시트 검사 시 Prinect Inspection Toolbox는 Prinect Image Control의 두 가지 스캔을 비교합니다. 이를 위해 Prinect Image Control의 첫 번째 스캔이 기준으로 사용됩니다. 모든 후속 스캔은 기준과 함께 비교됩니다. 시트 검사는 고장 난 인쇄판 또는 블랑켓 등 인쇄 이미지의 영구 손상을 찾는 데 사용됩니다.
보고서의 구조는 PDF 점검과 동일합니다(PDF 점검 참조).
여기에 공정에 대한 세부 정보가 도표로 표시됩니다. 즉, 공정 단계 중에 (기계에서 자동으로) 생성된 메시지가 시간 순서로 표시됩니다.
작업
작업에 관한 정보
공정
공정에 관한 정보
기계
공정에 관한 섬네일 및 장치 이름
프로토콜 내용
•시작
공정 종료 날짜와 시간
•종료
공정 시작 날짜와 시간
•소요 시간
공정 소요 시간
•공정
구성에 상응하는 공정 번호 및 공정 이름
•비용 센터 번호 및 인쇄기 이름
구성에 상응하는 비용 센터 및 인쇄기 이름
•제품 생산 시트 길이 (m) 및 파지 시트 길이 (m)
Labelfire 디지털 인쇄기의 소모된 매수
•기기 작업 관리자
책임이 있는 기기 작업 관리자의 명칭 및 이름
•분량 및 파지 수량
공정 동안 생산된 분량 및 불량 파지에 대한 정보
•비고
공정 중단시 입력된 주석
시간 지정을 산업 시간 또는 표준 시간으로 전환
시간 지정을 산업 시간 또는 표준 시간으로 전환를 참조하십시오.
공정의 정렬 순서 변경
프로토콜의 공정에 대한 정렬 순서 변경를 참조하십시오.
여기서 도표 유형으로 다음의 단계를 볼 수 있습니다.
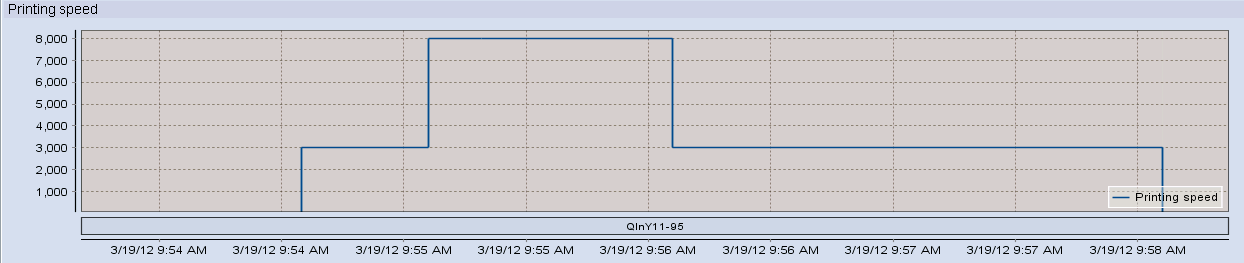
인쇄 속도/속도
시간에 따른 인쇄 속도의 흐름을 보여 줍니다. 디지털 인쇄기와 Data Terminal 기계에는 속도 디스플레이가 없습니다.
인쇄/제품 계산기


이 도표는 시간에 따른 우량 인쇄물, 불량 인쇄물, 제품 계산기의 변동을 보여 줍니다. 우량 인쇄물과 달리, 제품 계산기는 완성된 인쇄 시트 수를 나타냅니다. 예컨대 2개의 공정으로 앞면 인쇄와 뒷면 인쇄가 있는 인쇄 시트가 인쇄되면(겉 표지), 제품 계산기의 개수와 같이 제품 인쇄 매수가 거의 두 배에 달합니다.
단계에서는 특정 시점에 대한 세부 정보도 표시될 수 있습니다(특정 시점 선택).
도표에서 색상이 나타내는 의미

공정의 배경이 서로 다른 색으로 표시됩니다. 색은 일정한 시간 동안 기계의 상태에 따라 결정됩니다.
•오렌지색 = 설정(1)
•파란색 = 실행 중(2)
•흰색 = 청소(3)
•하늘색 = 유휴 상태(4)
나머지 기계 상태는 모두 "빨간색"으로 표시됩니다.
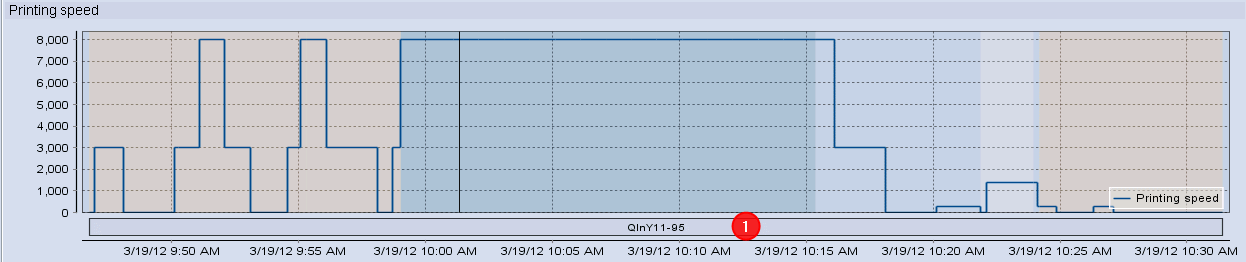
끊어진 상태로 표시되는 바
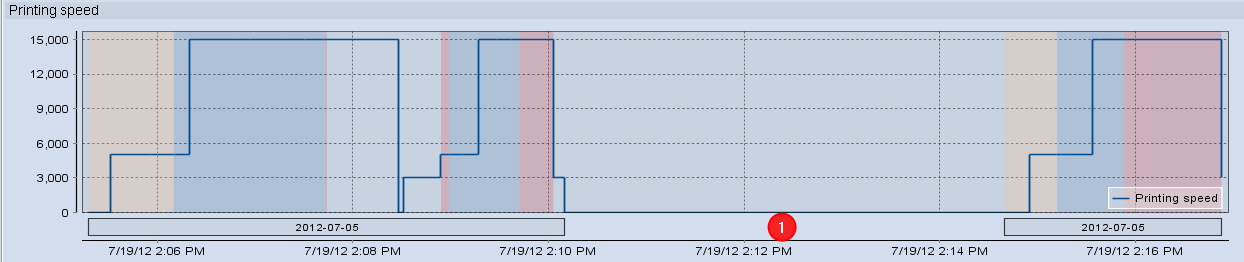
공정 아래에 작업 번호가 있는 바가 표시됩니다. 공정이 중단되면 이 바가 끊어진 상태로 표시됩니다(1). 기계가 꺼진 경우에는 이 막대가 끊어지지 않은 상태로 표시됩니다(아래 그림 (1)). 두 가지 경우 모두 중단/꺼짐 시점의 카운터 상태가 "0"이 됩니다.
기계 꺼짐
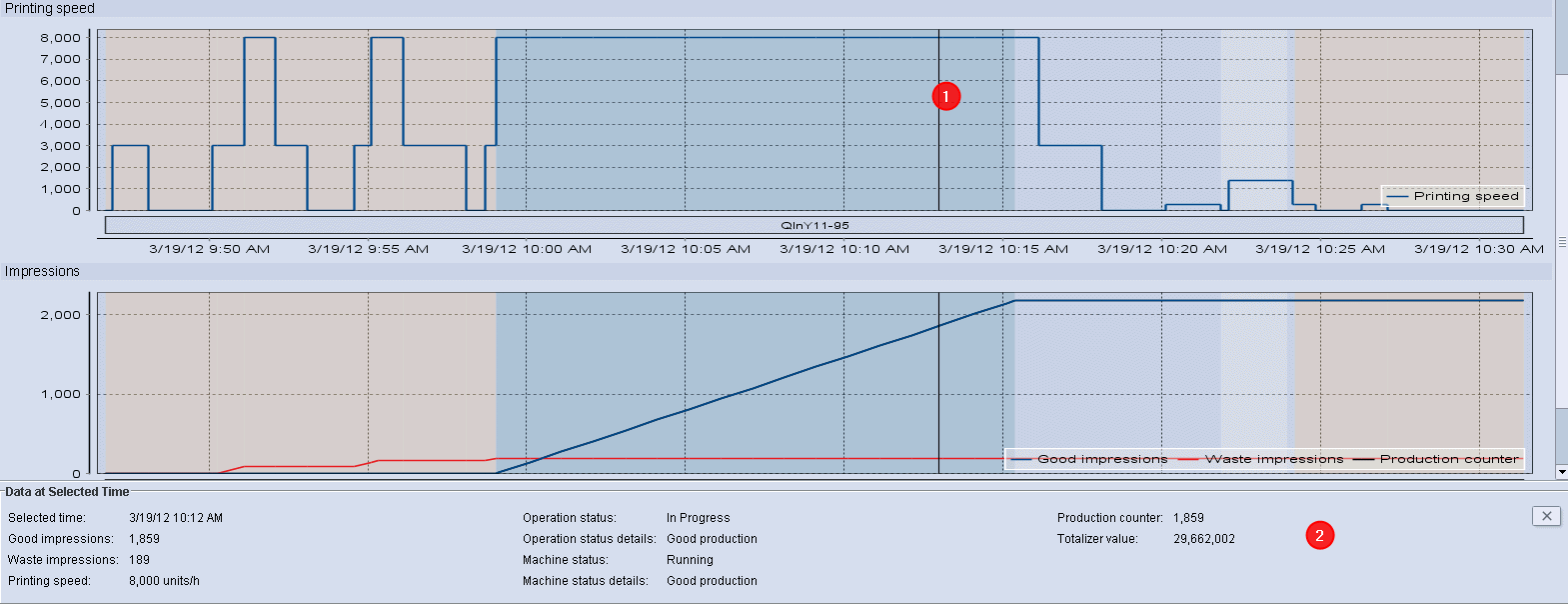
마우스로 곡선 위의 한 시점을 클릭할 수 있습니다. 그러면 모든 그래프의 이 지점에 세로선이 표시됩니다(1). 표시된 지점에 대한 자세한 정보(예: 우량품 수량, 파지 수량, 속도)가 표시됩니다(2).
지점 선택을 리셋하려면 "X" 버튼을 클릭해야 합니다. 그러면 자세한 정보는 다시 사라집니다.
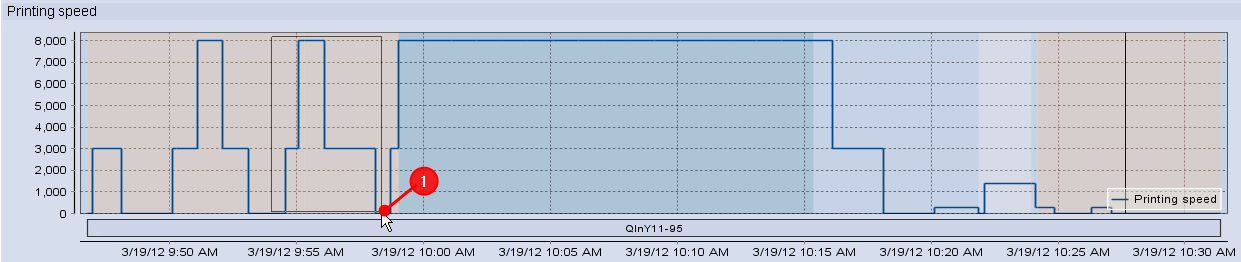
특정 영역 "확대"
특정 영역을 더 정확하게 확인하려는 경우에 이 영역을 확대할 수 있습니다. 각 영역에 대한 "줌"은 각 코스 곡선에 대하여 별도로 실행됩니다.
1.원하는 영역의 왼쪽 위 시작 위치를 마우스로 클릭하고 마우스 왼쪽 버튼을 누른 상태로 유지하십시오.
2.표시된 사각형을 원하는 영역의 오른쪽 아래 끝부분까지 드래그한 후 마우스 왼쪽 버튼을 놓으십시오(1).


개별 영역의 "축소 줌"은 모든 그래프에 대해 개별적으로 실행됩니다.
"축소 줌"을 실행하려면 마우스로 곡선 코스를 클릭하고 마우스 왼쪽 버튼을 누른 상태로 마우스를 왼쪽 위로 드래그해야 합니다. 그런 다음에 마우스 왼쪽 버튼을 놓으십시오.