Videotutorial: En el siguiente vídeo se muestra cómo hacer un registro correcto del tiempo en el Prinect Press Center:
Analyze Point - Registro del tiempo y representación del tiempo
Con ayuda de la evaluación del tiempo usted recibe un reporte con el que puede evaluar los procesos en su empresa. El reporte le ofrece una representación completa de todos los tiempos acumulados en sus máquinas. Gracias a él tiene usted una idea exacta de los estados de las máquinas y, dado el caso, puede aplicar las contramedidas necesarias.
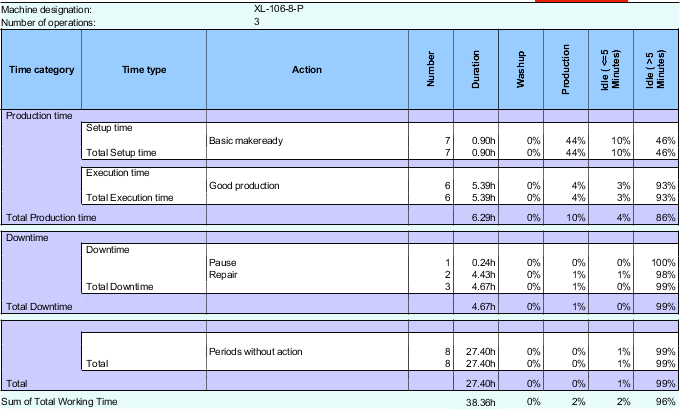
La siguiente imagen muestra un ejemplo para una evaluación del tiempo. Tenga en cuenta que la configuración puede ser diferente a la configuración de su empresa.
Relación entre categorías de tiempo, tipos de tiempo, procesos de trabajo y operaciones.
Para una evaluación correcta del tiempo es importante no solo la correcta configuración sino sobretodo el método de trabajo en la empresa. Esto significa que todos los tiempos deben ser enviados correctamente por el operador de la máquina (p. ej. presionar contador de pliegos buenos, presionar botón RDS manual, finalizar operación). Para comprender cómo se traduce el registro del tiempo en la máquina se describe a continuación la relación existente entre cada uno de los componentes.
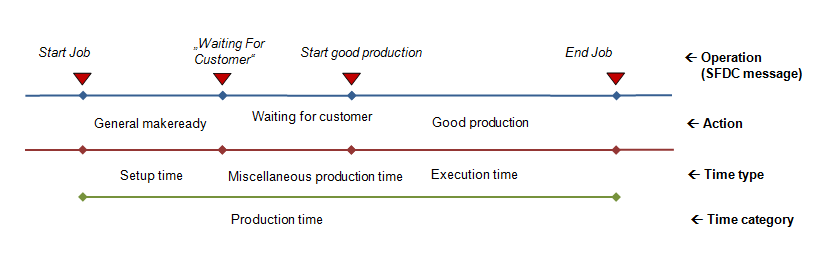
En la máquina se envían operaciones (mensajes RDS) ya sea por el operador de la máquina de forma manual o bien por la máquina de forma automática (p. ej. iniciar puesta a punto básica, iniciar producción buena).
Los intervalos entre las operaciones se “traducen” en procesos de trabajo. Si una operación se envía, se inicia un nuevo proceso de trabajo. Este proceso de trabajo termina tan pronto como la siguiente operación se envíe en la máquina. Una excepción son las operaciones a las que no se ha asignado ningún proceso de trabajo. Esto se considera, por lo general, en operaciones automáticas. En este caso, el tiempo que transcurre desde que se activa la operación se suma al proceso de trabajo precedente.
Los procesos de trabajo se ven posteriormente en la ficha diaria del operador de la máquina y brindan información acerca de la duración de las actividades (vea Empleados).
Para hacer una evaluación de tiempo se asignan los procesos de trabajo a un tipo de tiempo y a una categoría de tiempo (esta distribución es relevante en todos aquellos procesos de Analyze Point en los que se evalúan tiempos, como p. ej. en la evaluación de la máquina, evaluación de operación, etc.). De esta manera se distinguen los tiempos en tiempos productivos y no productivos. Esto ayuda a evaluar los procesos empresariales durante un periodo de tiempo prolongado.
En base a esta traducción del tiempo desde la máquina hasta la evaluación del tiempo se ve claramente que en la máquina los tiempos deben ser emitidos correctamente (presionar contador de pliegos buenos, presionar botón RDS manual, finalizar operación, etc.). Solo así puede presentarse al final una evaluación del tiempo significativa en Analyze Point. Si los tiempos se envían muy tarde o no se envían, el reporte sería inutilizable.
Explicación de las categorías de tiempo y de los tipos de tiempo
A continuación se explica el significado de las categorías de tiempo y de los tipos de tiempo. Para ello se hará referencia solo a los tiempos preconfigurados. Esta configuración está basada en las normas del Bundesverbands Druck & Medien.
Los siguientes tipos de tiempo, categorías de tiempo y procesos de trabajo están preconfigurados de forma estándar:
|
Categoría de tiempo |
Tipo de tiempo |
Proceso de trabajo |
|---|---|---|
|
Tiempo de producción |
Tiempo de puesta a punto |
Puesta a punto básica |
|
Tiempo de elaboración |
Producción buena |
|
|
Otros tiempos de producción |
- |
|
|
Tiempo de ayuda |
Tiempo de ayuda |
- |
|
Tiempos improductivos |
Tiempos improductivos |
Pausa |
Tiempo de producción
El tiempo de producción es el tiempo requerido que está en relación directa con la producción de los pedidos acumulados. Todos los tiempos acumulados son tiempos productivos. Se diferencia entre tiempo de puesta punto, tiempo de elaboración y otros tiempos de producción.
•Tiempo de puesta a punto
El tiempo de puesta a punto se necesita para inicializar la instalación de producción para que ejecute un pedido.
•Tiempo de elaboración
El tiempo de elaboración se necesita para elaborar el producto.
•Otros tiempos de producción
Otros tiempos de producción no son los tiempos de puesta a punto ni los tiempos de elaboración, pero pueden ser asignados directamente a un pedido. Entre ellos se consideran, p. ej., los tiempos de secado o cuando se espera a un cliente.
Los tiempos de espera se consideran como “otros tiempos de producción” cuando han sido ocasionados por el cliente.
Tiempo de ayuda
Un tiempo de ayuda es el tiempo que se dedica para proporcionar y conservar la disponibilidad de servicio. Este tiempo no está relacionado directamente con un pedido.
Ejemplos de tiempos de ayuda:
•Averías organizativas, como p. ej. cuando se está esperando a papel o esperando a planchas de impresión.
•Averías técnicas, como p. ej. debido al mantenimiento y reparación de la máquina.
•Tiempos de ayuda relacionados al puesto de trabajo, como p. ej., cambio de la mantilla de caucho, puesta a punto y últimos trabajos.
Los tiempos de espera se considerarán tiempos de ayuda cuando ellos son ocasionados por fallos de disposición (esperando a papel o planchas de impresión).
Tiempo improductivo
Un tiempo improductivo es un tiempo en el que no hay rendimiento productivo durante los turnos de trabajo.
Ejemplos de tiempos improductivos:
•Pausa
•Asamblea general de empresa
•Tiempos de parada debido a escasez de pedidos
Los tiempos de espera se consideran tiempos improductivos cuando ellos son ocasionados por la falta de pedidos.
Vea Generar reporte para la productividad de la máquina.
Después de la generación de un reporte se representa al lado derecho la evaluación del tiempo. Cada tabla se refiere siempre a una sola máquina. Si en el lado izquierdo ha seleccionado varias máquinas, con las teclas con flecha puede pasar a la siguiente máquina.
Informaciones generales (cabecera de la tabla)
En la cabecera de la tabla se muestra el nombre de la máquina y el número de procesos de trabajo tratados en el periodo de tiempo elegido. Si el número de procesos de trabajo tiene una posición decimal significa que hay solo una parte del proceso de trabajo en el periodo de tiempo seleccionado. Solo esta parte se considera en la evaluación del tiempo.
Evaluación del tiempo para períodos con proceso de trabajo
Una recopilación correcta del tiempo tiene siempre una relación con un proceso de trabajo. Estos tiempos se agrupan en la tabla en tipos de tiempo y categorías de tiempo.
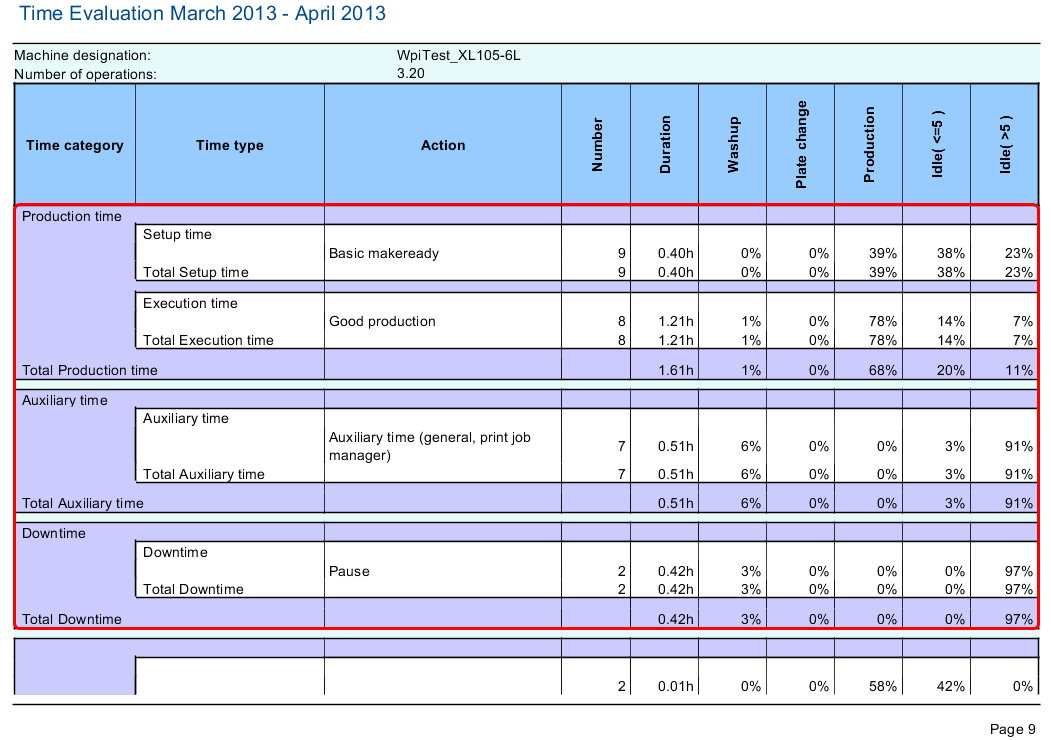
Los valores porcentuales en las columnas expresan el porcentaje del estado de la máquina.
Explicación de las columnas:

Nota: Los datos de los tiempos para lavar, cambio de plancha, producción, marcha en vacío <= 5 minutos y marcha en vacío > 5 minutos se realiza proporcionalmente para cada proceso de trabajo así como para cada tipo de tiempo y categoría de tiempo. De esta manera, p. ej., “lavar” se puede realizar en la puesta a punto o
en la “producción buena”. El tiempo de lavado se evalúa referido al proceso de trabajo.
|
Nombre de columna |
Explicación |
|---|---|
|
Categoría de tiempo |
Grupo del tipo de tiempo. Se representa el tiempo total para cada categoría de tiempo. |
|
Tipo de tiempo |
Indicación del tipo de tiempo asignado al proceso de tiempo recopilado. |
|
Proceso de trabajo |
Nombre del proceso de trabajo recopilado. |
|
Número |
Cantidad de sucesos de un proceso de trabajo en el período del informe. Cuando el comienzo o el final del proceso de trabajo están fuera del período del informe, se añadirá este proceso de trabajo. |
|
Duración |
Duración en horas industriales de los procesos de trabajo iguales recopilados en el período del informe. Cuando el comienzo o el final del proceso de trabajo están fuera del período del informe, se calculará el tiempo proporcionalmente. |
|
Lavado |
Duración para la ejecución de programas de lavado automáticos. Nota: Cuando el lavado se realiza de forma paralela, la suma de los valores porcentuales para los datos de tiempo de los estados de la máquina puede ser diferente a 100%. |
|
Cambio de plancha |
Duración del cambio de plancha en sistemas de cambio de plancha que trabajan automáticamente. Nota: Cuando el cambio de plancha se realiza de forma paralela, la suma de los valores porcentuales para los datos de tiempo de los estados de la máquina puede ser diferente a 100%. |
|
Producción |
Duración para la producción de pliegos buenos y pliegos de maculatura. |
|
Marcha en vacío <= 5 minutos |
Paro o marcha en vacío de la máquina hasta un tiempo de 5 minutos. El tiempo de 5 minutos es invariable. |
|
Marcha en vacío > 5 minutos |
Paro o marcha en vacío de la máquina mayor a 5 minutos. El tiempo de 5 minutos es invariable. |
Evaluación del tiempo para períodos sin proceso de trabajo

Al final de la tabla se muestran todos los periodos sin proceso de trabajo. Valores elevados en esta área indican que la recopilación del tiempo no se ejecutó correctamente. Vea las posibles causas en ¿Porqué algunos periodos no se han asignado a ningún proceso de trabajo?.
¿Porqué algunos periodos no se han asignado a ningún proceso de trabajo?
Tiempos sin asignación a un proceso de trabajo pueden tener varias causas. Entre ellos se consideran:
•La máquina estaba prendida sin que se haya procesado un trabajo o sin que se haya enviado (iniciado) una operación.
•Procesos de trabajo no se asignan a ningún tipo de tiempo.
En este caso ya se ha creado el proceso de trabajo y usted tiene que hacer la asignación a un tipo de tiempo. Vea al respecto Asignar tipo de tiempo a una categoría de tiempo.
•Procesos de trabajo tienen asignación a un tipo de tiempo, pero ninguna asignación a una categoría de tiempo.
En este caso Ud. tiene que asignar el tipo de tiempo a una categoría de tiempo. Vea al respecto Asignar tipo de tiempo a una categoría de tiempo.
•Tiempos no tienen un proceso de trabajo definido.
Explicación: Operaciones (mensajes RDS) que son enviados automáticamente por la máquina (p. ej. lavado automático), no tienen por lo general ninguna asignación a un proceso de trabajo. Esto también es correcto, ya que tales mensajes no deben activar ningún proceso de trabajo sino deben ser sumados al anterior.
Si estos mensajes se envían sin referencia a la operación, los tiempos no tendrán ninguna asignación. Un ejemplo típico es el lavado completo de la máquina al final de la semana.

Nota: Si realiza con frecuencia trabajos sin referencia al pedido, defina en estos casos un nuevo proceso de trabajo.
Configuración de la evaluación del tiempo
Heidelberg suministra la siguiente distribución del tiempo preconfigurada:
|
Categoría de tiempo |
Tipo de tiempo |
Proceso de trabajo |
|---|---|---|
|
Tiempo de producción |
Tiempo de puesta a punto |
Puesta a punto básica |
|
Tiempo de elaboración |
Producción buena |
|
|
Otros tiempos de producción |
- |
|
|
Tiempo de ayuda |
Tiempo de ayuda |
- |
|
Tiempos improductivos |
Tiempos improductivos |
Pausa |
Si a su empresa no le fuera suficiente esta distribución del tiempo, recomendamos ampliar esta distribución en el marco de un proyecto de recopilación de datos de la empresa. Para ello póngase en contacto con el Prinect Service de su SSU.
Los siguientes pasos son en principio indispensables para definir un nuevo botón (mensaje RDS) en el centro de control de la máquina para la evaluación del tiempo:
1.Se debe definir un nuevo proceso de trabajo (p. ej. esperar a material).
Vea Crear nuevo proceso de trabajo.
2.Se debe definir una operación perteneciente (mensaje RDS) y se debe asignar al proceso de trabajo creado anteriormente (el nombre de la operación debería ser idéntico al proceso de trabajo).
Vea Crear una nueva operación (mensaje RDS).
(3).Dado el caso se debe crear un nuevo tipo de tiempo. Esto es necesario solo cuando el nuevo mensaje RDS no se puede asignar a ningún tipo de tiempo existente.
Vea Asignar tipo de tiempo a una categoría de tiempo.
4.El nuevo mensaje RDS se debe asignar a las máquinas respectivas.
Vea Asignación de operaciones.
(5).Si el mensaje RDS no aparece en la máquina, sincronice nuevamente la configuración RDS. Este paso lo puede ejecutar solo un técnico de servicio.
Vea Realizar la sincronización.
El mensaje RDS se verá ahora en la máquina y puede ser enviado por el operador de la máquina. La operación siempre debe ser emitida antes del comienzo del trabajo correspondiente, para que los tiempos se puedan recopilar correctamente.