在您确定了基准点以后,请在"总标签页偏差"列表中为每个基准点输入测量值。
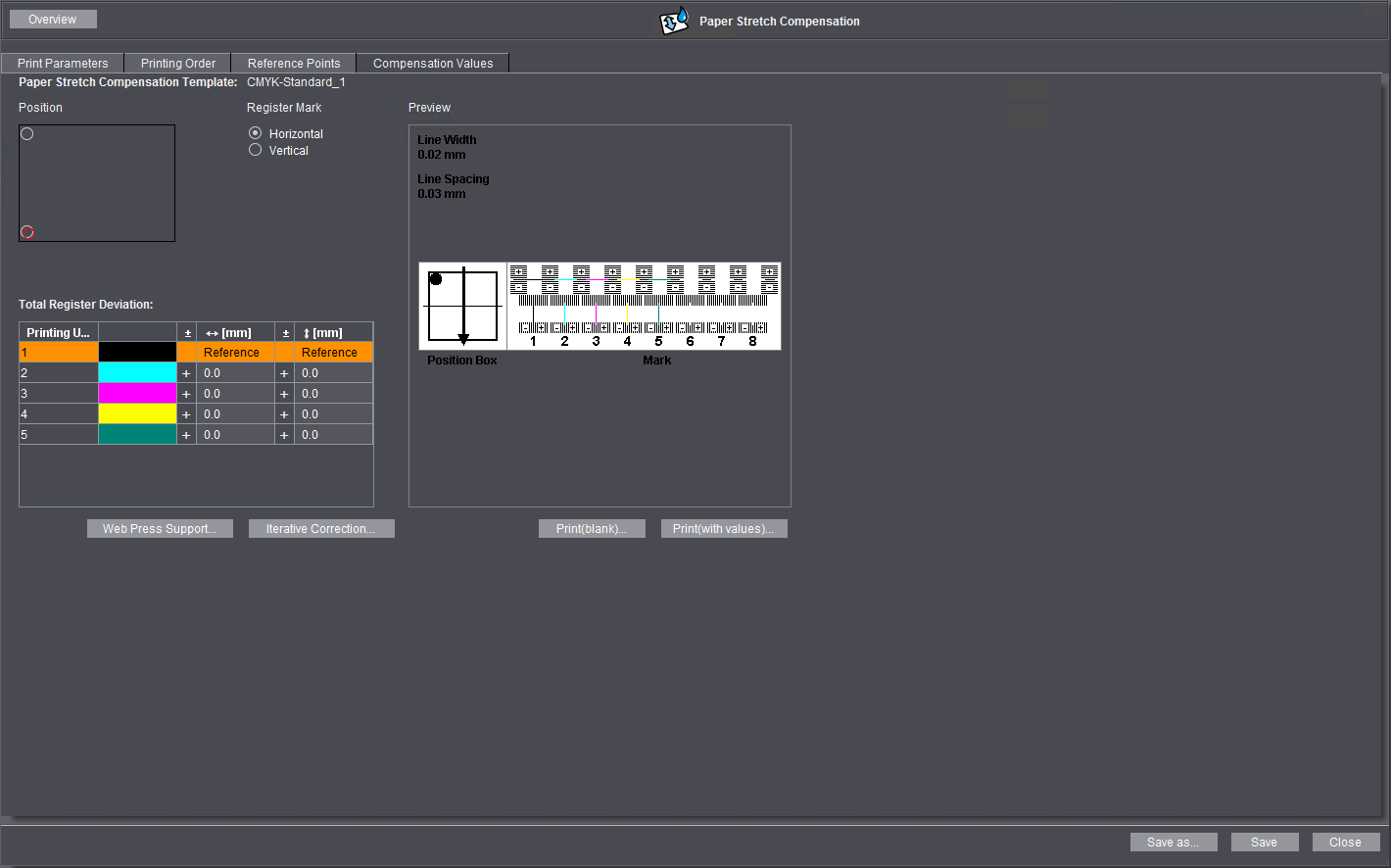
为了能够准确读取补偿值,您可能需要一个放大镜或显微镜。如果您的 Prinect Cockpit 计算机上连接有一台(办公)印刷机,您就可以点击"印刷(空)"按钮印刷一份表格,您可以将读取出来的值填入到这份表格中。这样您能记录这些值,却无需一直在 Prinect Cockpit 计算机中进行输入。测量标记也是按照同样原理被记录,如下列预览图形所示:

提示:具体的测量标记和测量值说明请参见所提供的各自说明文档。
对于最多 8 个上色滚筒组来讲,测量标记各含有一个带正值和负值的水平刻度尺和垂直刻度尺。例如,四色(K、C、M、Y)印刷,黑色是参考色。因为刻度尺和黑色测量线在各自的印刷单元中被印刷,黑色测量线总是在"零度线"上。如此例所示,其他颜色的测量线总是被移动到正值位置。根据参考色位于印刷机中的哪个位置,也有可能为负值。造成测量线与零度线误差的黑色刻度线数量会形成整数读取值。两个刻度线之间存在一个测量线,这个中间值会为读取值产生一个后续位置。
所有当前海德堡测量标记都含有以下刻度分度:
•线宽0.02 mm
•线间距0.03 mm

提示:为获取有关标记和测量值读取流程的详细描述,请参阅所提供的相应文档。

提示:如果为达到相应补偿,您可以进行重复检查(见重复修正)。
要输入测量值,请按照以下方法操作:
1.接下来在"定位"中选取刚刚读取出的测量标记的位置。
2.通过点击"规矩线"下的相应选项,指定水平或垂直对齐测量标记(印刷时的印张对齐很重要)。这样参数将显示在预览图片中。
3.将得出的测量值(参见 读取补偿值)输入"总标签页偏差"列表。参考颜色在此列表中被自动识别,这样就可以避免错误的输入测量值了。为每个其他的印刷色输入相应的水平和垂直测量值。请注意,请按照预览图片中所显示的那样输入水平和垂直测量值。您可以在符号栏中通过点击这些符号来进行切换。
4.现在请选取下一个测量标记的位置并输入相应测量值。
5.重复上述步骤,直至您输入所有标记的测量值。
在输入完所有标记的测量值以后,您就可以按"印刷(值)"按钮印刷用于检查、含有补偿值的列表。为此,须有一台相符的打印机与控制 Cockpit 的计算机相连。
如果未达到简单补偿的测量精度,您可以通过一个(或多个)重复补偿测量提高测量精度。过程如下:
1.运行补偿测量并保存补偿模版。
2.为"PageOutput"或者"ImpositionOutput"序列分配纸张延伸补偿模版,并保存各自的序列。
3.在使用该序列的情况下重新输出参考印张,并印刷此参考印张,直至显示"颜色"。
4.在 Cockpit 中打开"资源 > 纸张延伸补偿",然后打开之前所保存的补偿模版。
5.切换到"补偿值"标签,点击按钮"重复修正"。"重复修正"窗口显示如下:

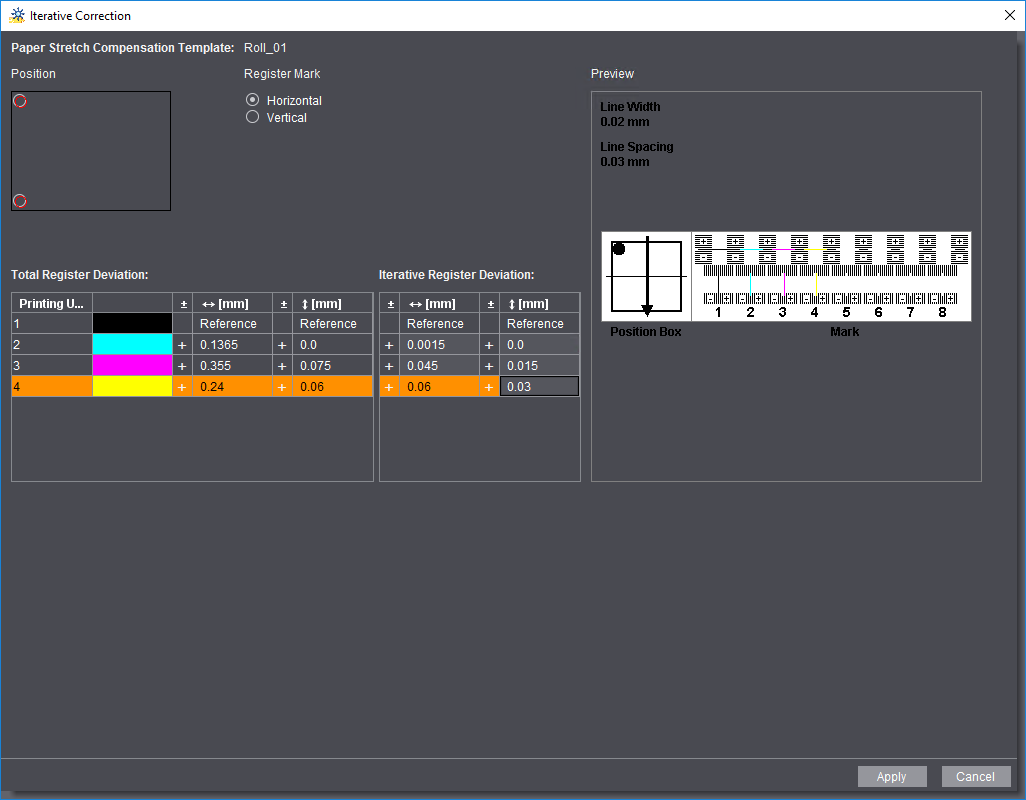
6.在"重复标签页偏差"表格中输入测量值,参见"输入测量值"章节。为了便于检查,将在"总标签偏差"列表中显示之前所保存测量和重复修正测量的汇总值。
7.点击"应用",应用所输入的测量值。"重复修正"窗口关闭。在"补偿值"标签页中,"总标签页偏差"列表此时显示由于重复修正所产生的值。
8.点击"保存"。此时,补偿模版会使用这些因重复修正得到的值进行修改。
9.为了将补偿模版用于印刷输出,必须将其分配给印刷所需的"PageOutput"或者"ImpositionOutput"序列。
对于卷筒纸胶印机,只需要 X 和 Y 方向的补偿值。也可以将纸张延伸补偿值以百分数或绝对值百分数的形式输入。

前提条件:对于卷筒胶印,只允许使用位于参考印张最外边缘角的测量标记。位于左边缘的标记的水平距离值等于零;右边缘标记的水平距离值等于整个印张宽度。上标记的垂直距离值等于整个印张高度;下标记的垂直距离值等于零。只当测量标记位置与默认值相符时,您才可以在"补偿值"标签页中点击按钮"Web-Press-Support"打开"Web-Press-Support"窗口。
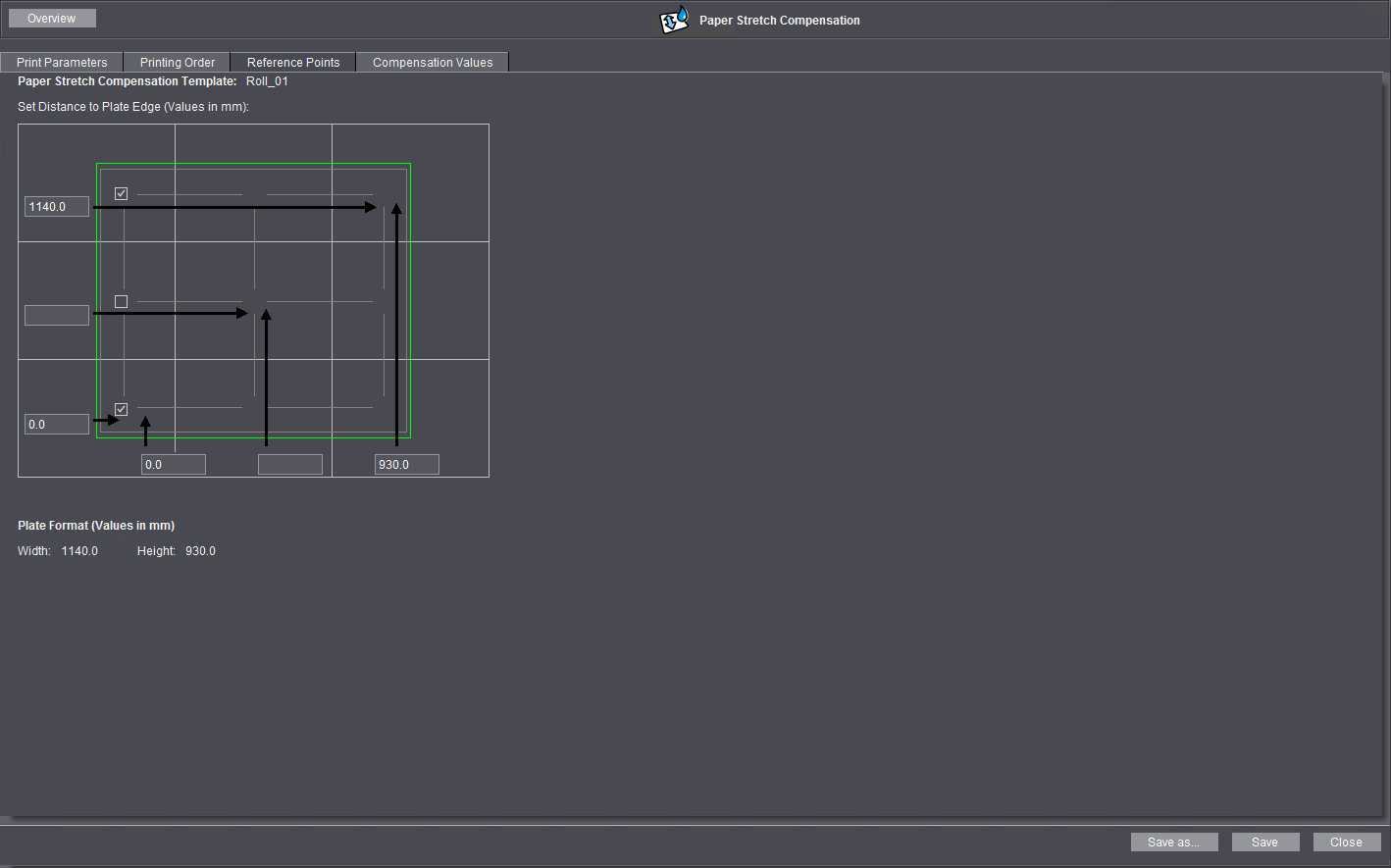
如果给出的标记位置正确,"补偿值"标签页中的按钮"Web-Press-Support"为可点击。点击此按钮后,您就可以输入测量值了。
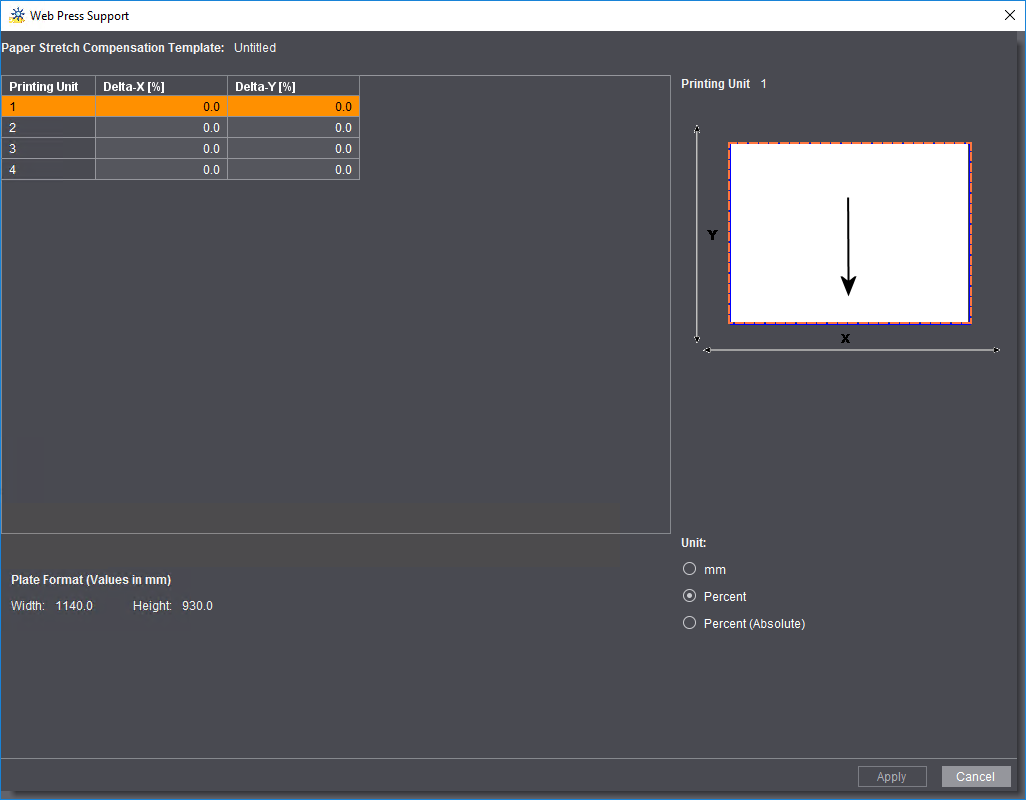
当进行卷筒胶印的纸张延伸补偿时,补偿值经常为百分比值而不是 mm。在"度量单位"区域中,您可以选择以下单位:
•mm
按照章节读取补偿值中所述可得出补偿值。
•百分比
补偿值为"Delta 百分比值"。在这个设置中,值的形式为"Delta 0%",也就是不存在纸张延伸。如果在第二个印刷机组中测得纸张延伸为 0.05%,此值将作为测量值输入。
•百分比(绝对值)
在这个设置中,值的形式为"Delta 100%",也就是不存在纸张延伸。如果在第二个印刷单元中测得纸张延伸为 0.05%,此值将作为"100.05% 绝对"测量值输入。