
Prinect Integration Manager 以其三个组成部分 Prinect Prepress Manager、Prinect Pressroom Manager 和 Prinect Postpress Manager 显示最高一体化阶段的 Prinect 工作流程模式。Prinect Integration Manager 以在印前阶段安装的工作流程,提供给印刷区和后续处理总生产完整的一体化。
可能有下列装置连接:
•添加簇
提示:如果您拥有的不是 Prinect Integration Manager,而例如只是一台 Prinect Pressroom Manager,那么您就不能连接列出的所有装置。如果您的装置(接口)已经得到授权,您可以测试 Prinect License Manager。
为了使任务“出现”在装置中,您必须依靠 Prinect 工作流程进行下列配置:
•具有信息管理系统的工作流程
•"Reiner" PPF 工作流程
通过装置助手可以创建Princect System中可用的所有机器(印刷前、印刷、印刷后处理)。视设备类型而定(例如印张印刷机、数字印刷机或剪切机),您可以在设备助手中执行不同的步骤。
按以下方式启动装置助手:
1.启动 Prinect Cockpit。
2.切换到“管理 > 系统”菜单,并标记安装 Prinect Manager 的计算机。
3.选取"CDM"发动机。
4.在快捷菜单中选择"添加设备"条目:
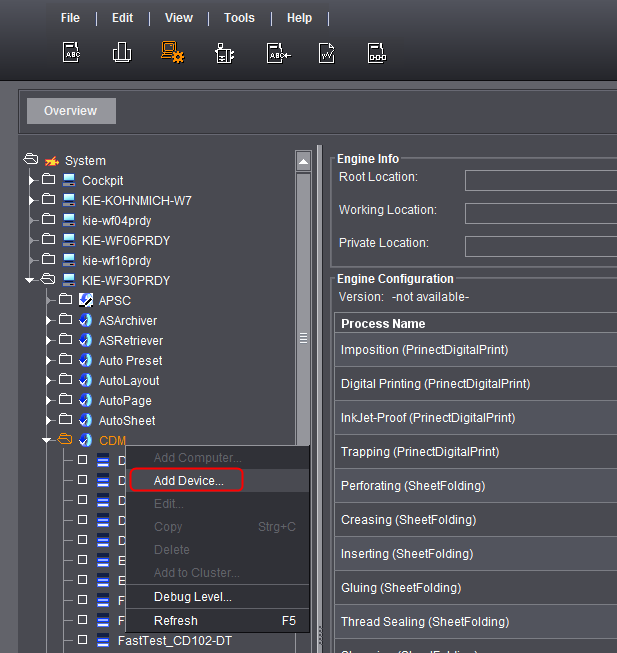
自动打开装置助手。在这里,您将根据设备类型执行几个步骤:
•添加型号
•汇总
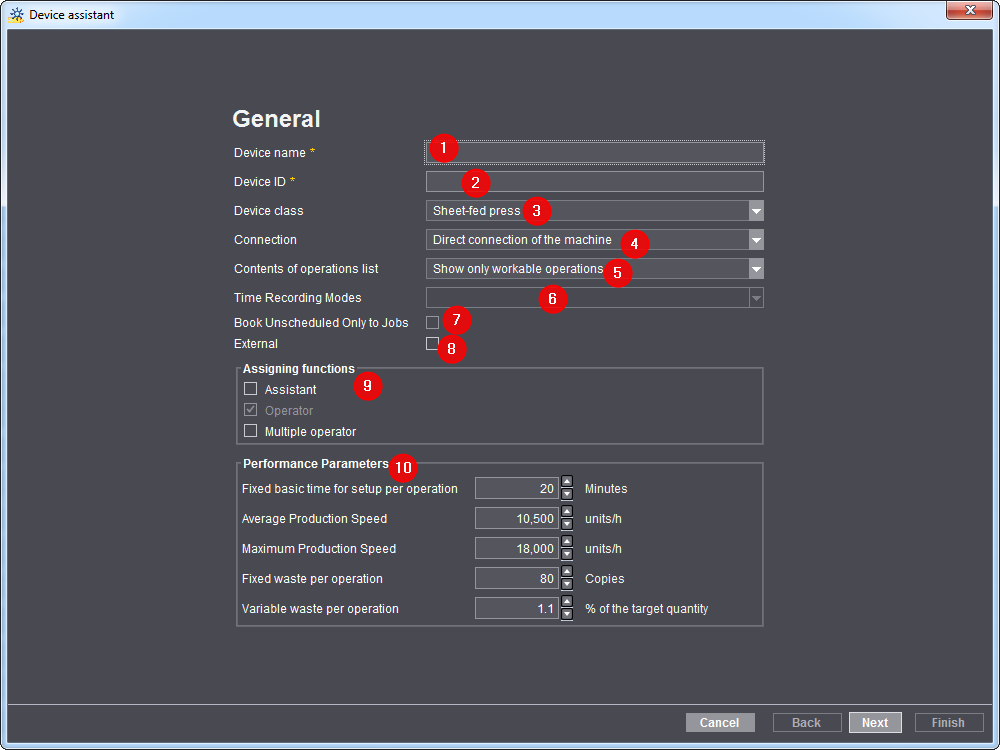
装置名称
(1) 此处您可以说明您想要添加的装置名称。例如 "XL105-10P"。
装置识别号(Device ID)
(2) 在此为设备指定一个唯一的 ID。
•装置名称只允许含有符号 [az]、[AZ]、[09]。
•如果装置识别号已经存在,会出现一个提示,您必须输入一个新的名称。
•装置名称帮助您在 Prinect 工作流中明确分配装置。装置识别号必须与 MIS 进行协调。
(3) 表格给出可能要连接装置的总览
可用的装置等级取决于许可。
|
装置等级 |
说明 |
|---|---|
|
前期准备更多细节 |
为印前阶段中有可能出现的所有工位服务(例如 DTP)。 |
|
数字印刷 |
用于连接海德堡数字印刷机。(例如海德堡 Versafire) |
|
单张纸印刷机 |
为印刷机的离线连接服务(例如 XL 105)。 |
|
印刷更多细节 |
为印刷机以外的活动编辑服务(例如混合颜料)。 |
|
裁切机 |
为裁切印张服务(例如 Polar 137)。 |
|
折页装置 |
为折页印张服务(例如 Stahlfolder KH 78)。 |
|
骑马订书机 |
用于装订折页,然后使用夹子装订成册。最后对三个面进行切割(例如 ST450)。 |
|
装配机 |
用于装订折叠或者松散的印刷页,例如在生成日历时。 |
|
胶订机 |
为胶订书服务(例如 Eurobind 1300)。 |
|
三面裁切机 |
通常不是单独的装置,而是订书机的一部分。三面裁切机可以切割书籍或者小册子的三面。 |
|
打孔机 |
为压印印张服务(例如 Dymatrix 106)。 |
|
折叠盒粘合机 |
为生产折叠盒服务(例如 Diana X 115)。 |
|
后续处理更多细节 |
为编辑例如手动工位服务。 |
连接
(4) 视设备等级而定,可以有不同的连接方式。
•机器直接连接
仅供能够在线连接的装置使用。该连接可以实现最佳的集成。活件数据直接发送给装置,装置发回信息,例如装置状态、任务状态和操作数据。
可在线连接的后续处理机器通过"用机器直接数据终端"或"数据终端与 JDF 机器"连接类型进行连接。
•数据终端
供所有不能够在线连接的机器和手动工位使用。在另外一台电脑上安装所谓的数据终端,通过数据终端操作者可以采集装置的操作数据。
•带计数器盒的数据终端
供不能够在线连接,通过计数器盒将生产计数器与数据终端相连的机器使用。在此情况下,您无需在数据终端中手动获得定义的卷标。每个计数器盒能够连接 12 台机器。
•数据终端和装置直接相连
用于带集成数据终端可在线连接的机器(例如 Stahlfolder TH / KH 或 Polar 裁切机)。与"机器直接连接"一样,任务数据直接发送到机器,机器返回诸如任务状态及机器状态等信息。此外,可以通过集成数据终端反馈手动运行数据。
•带 JDF 机器的数据终端
用于集成了一个基于 JDF/JMF 接口的、其他制造商的可在线连接机器。
•装置脱机
对于装置分类"裁切装置"和"单张纸印刷装置"可用。通过该连接类型可以连接仅生成预设参数,装置不进行反馈的装置。该选项用于诸如较早的无法在线连接的海德堡印刷机。
您可以在此定义,是否在机器或数据终端上只显示可以使用的工序,或者也显示计划的(通过调动程序)工序(5)。
•只显示可以执行的工序。
选择活件时,只在机器或数据终端上显示上一个工序开始或者结束的工序。
这就是说,操作者在机器或数据终端上只看到当前可以加工的工序。
•显示可以执行的和已计划的工序。
选择活件时,在机器或数据终端上显示上一个活件开始或者做完的工序,以及在调动程序或者工序列表中计划的工序。也就是说,操作者在机器或数据终端上也可以看到稍后完成的工序。
该选项仅用于数据终端装置(6)。
对于生产时间的采集而言可以使用不同的时间采集模式。通过时间记录模式定义,以哪种格式记录生产时间。必须给每个数据终端装置分配一个时间记录模式。
在数据终端上激活一个装置时,定义时间记录模式的分配。现在用集中的分配代替这种分散的分配。现在,在添加一台数据终端装置时,通过 CDM 定义时间记录模式。
启动停止数量合计
•通过操作(BDE 报告)工序在载入后直接开始。
•记录实时。
•添加所输入的数量。
•多个用户可以同时登录一台装置。
•数量输入取决于装置类型。
如果您想要在加工活件时记录生产时间的"实时",请选择该时间记录模式。这意味着,您能获取开启信息。
示例:
•启动"建立"
•启动"折页"> 停止"设置"
•活件结束 > 停止"折页"
显示时间
•不供带有计数器盒的装置选择。
•一直只能有一位用户登录到一台装置。
•只记录活动的总时间。
•帮助人员不能登录。
•工作程序的开始必须被手动设置。这意味着,载入工作程序后,它才必须被开启。
•数量输入取决于装置类型。
如果您加工活件时,只想记录一个活动的持续时间,选择这种时间记录模式。这意味着,只记录一个活动的总时间。这也仅是在您已经结束工作以后。例如设置装置和完成任务。此后,您才获得设置所需的总时间(例如 15 分钟)和针对上等品的总时间(例如 120 分钟)。
该选项(7)仅用于数据终端装置。当您激活这个选项,在数据终端上只显示带有未计划活件的"活件"栏。对于您不想列入调动程序的工位,可以激活这个选项。
如果您激活了该选项(8),则在调度程序中使用颜色标记该机器。当您分配活件给外部公司,但想列入计划时,就使用这个功能。
•操作者(9)
操作者默认一直被激活,且不可选择。
•辅助人员
除了装置操作者外,辅助人员也可以在印刷机上进行工作。通常辅助人员权限受限。在操作的分配和用户组的分配中作了规定。
•多任务操作者
多任务操作者允许在多台装置上同时进行工作。例如在后续处理装置上。多任务操作者可以在多台装置上开始活件并报告操作。
但不可以将多任务操作者更换为其他角色,同时在其他装置上登录为多任务操作者。多任务操作者必须首先在所有装置上登出。
如果一名多任务操作者暂停,则在其登录的所有装置上均暂停。如果其随后重新登录,则仅在各自的装置上登录。
根据选择的装置分类,在此(10)填入 Master Data Store 中的默认值。此处填入的默认值用作新添工序上计算生产时间的模版。然后在调度程序安排工序时会将计算出生产时间纳入考虑范围。在带有 MIS 的 Prinect 工作流程中,由 MIS 提供生产时间。
此外"功率值"在计划助手中有重要意义。如果不存在 MIS 信息,根据该数值可以计算出工序的长度。计划助手的详细内容见计划助手。
•最大生产速度
此处写入的速度在计算速度索引时用在分析点中。见速度指数。
以下对话框仅当连接装置分类为"单张纸印刷机"和连接类型为"装置直连"的装置时才可以选择。
对于所有其他设备等级,请参见 操作组的分配 及后续内容。
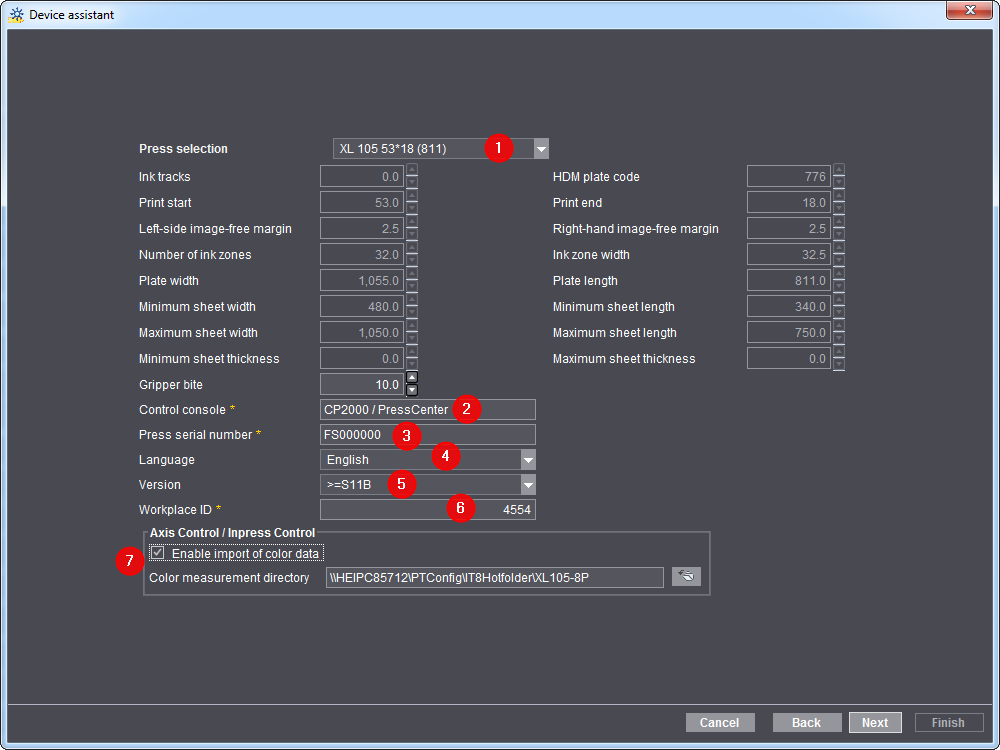
选择印刷机
根据您连接的印刷机选择详细的类型(1)。
操作台
在"操作台"区域选择印刷机的控制台(2)。
装置编号
装置编号(3)可以在控制台或者直接在印刷机上读取。以下功能需要机器编号
•将颜色特征线从印刷机自动导入到 Prinect Integration Manager/Prinect Pressroom Manager 中。对此的前提条件是 Prinect Integration Manager/Prinect Pressroom Manager 至少为 11.0 和 Prinect Press Center 至少为 S11A。
•由此分析点可以对颜色测量数据进行分析。
语言
操作(BDE 报告)以此处选择的语言(4)在印刷机的控制台上进行显示。
版本
版本(5)说明的是印刷机各控制台的版本。
工作位置编号
这是您 Prinect 工作流程中唯一的工位(6)识别编号。该编号最多 6 个字符,并且只能由数字构成。
稍后在数据存储器配置的印刷机控制台上还需输入该"工位识别号"。
Axis Control/Inpress Control/Inspection Control
该选项(7)仅在连接颜色测量系统(除了 Image Control)时需要。在激活选项"激活颜色测量数据的读取"时,在写入的颜色测量数据目录中存储生成的颜色测量数据。总是默认定义为目录"<Prinect Manager 服务器名称>\PTConfig\IT8Hotfolder\<装置名称>"。
接着您必须在印刷机制台上配置颜色测试数据输出。参见:
•对于 Prinect CP2000 Center 上的 Axis Control: 在 Prinect Press Center 上配置颜色测量数据输出
•对于 Prinect Press Center 上的 Axis Control: 在 Prinect Press Center 上配置颜色测量数据输出
•对于 Prinect Press Center 上的 Inpress Control: 如何连接 Inpress Control?
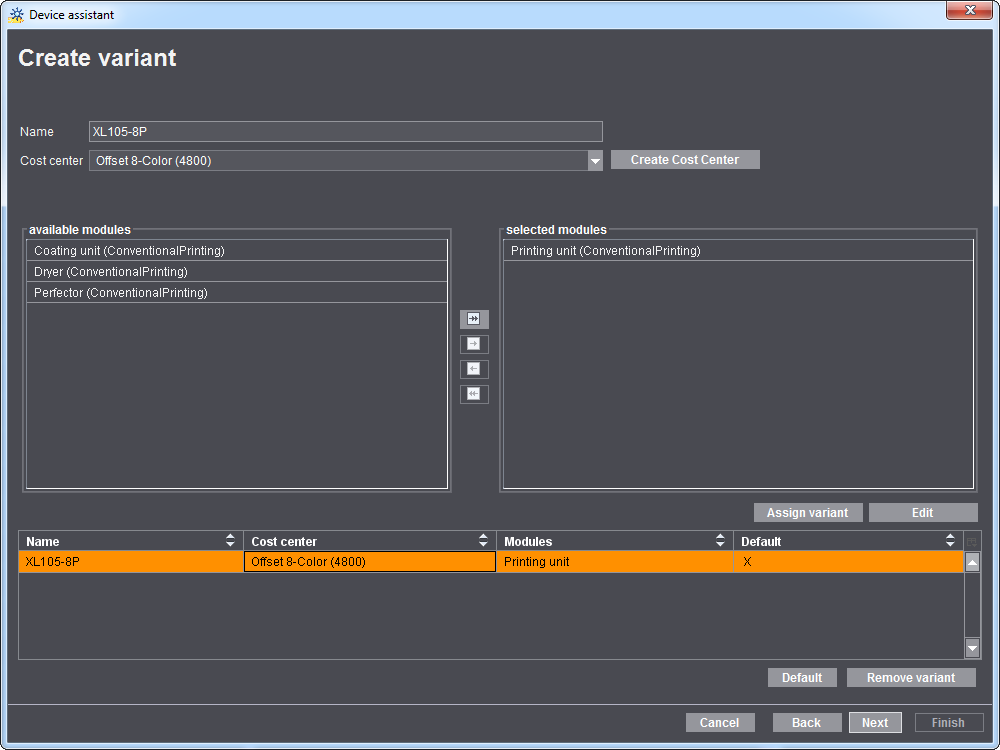
印刷单元数量
在下面的章节中将"调制"您的印刷机。输入印刷单元的数量。对此包括上光单元、干燥器和其他装置。
配置印刷单元
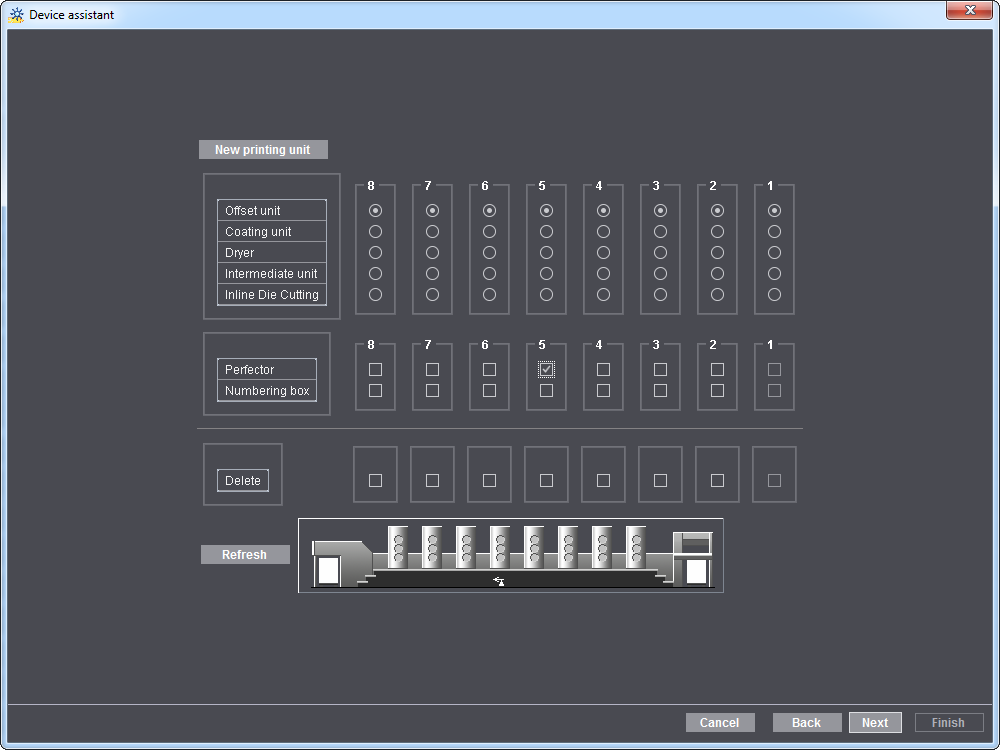
通过分配所有印刷单元的功能可以在上图的对话框中配置您的印刷机。例如您可以在各装置中分配印刷机的翻转装置。
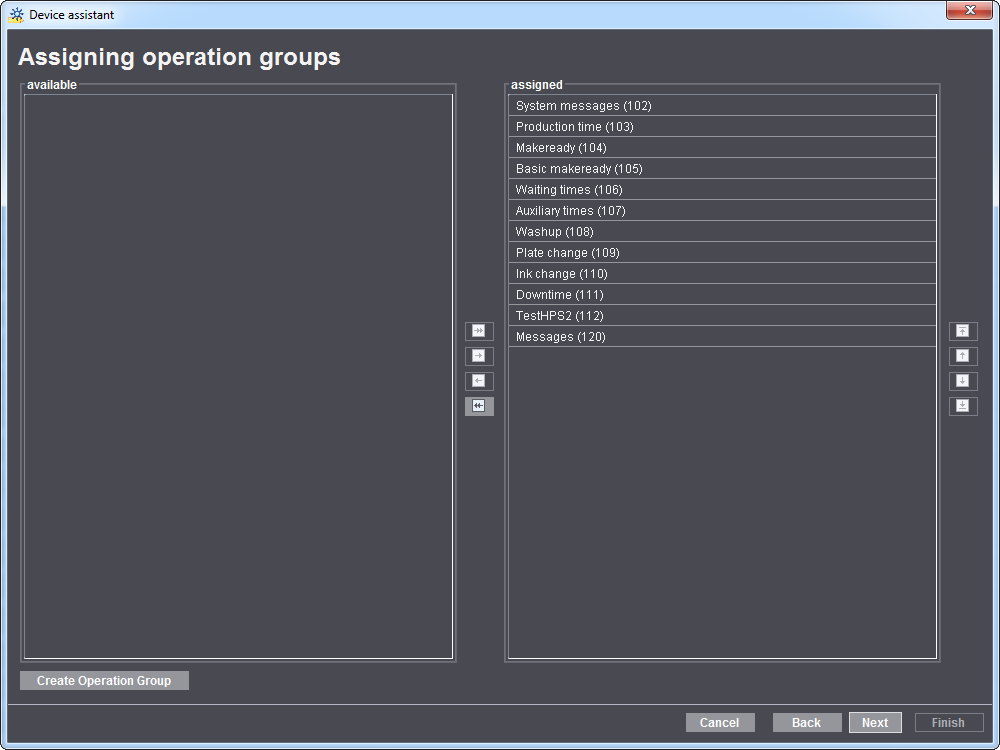
在操作组(成本种类组)中,单个操作(BDE 报告)组合成一个操作组。这能够给稍后在装置上的手动操作数据采集提供更好的总览效果。
此处您可以定义哪些操作组在添加的装置上可用于操作数据采集。可以通过箭头键添加(分配清单"已分配)或者选择(分配清单"可用)操作组。
添加其他操作组见操作组(成本种类组)。
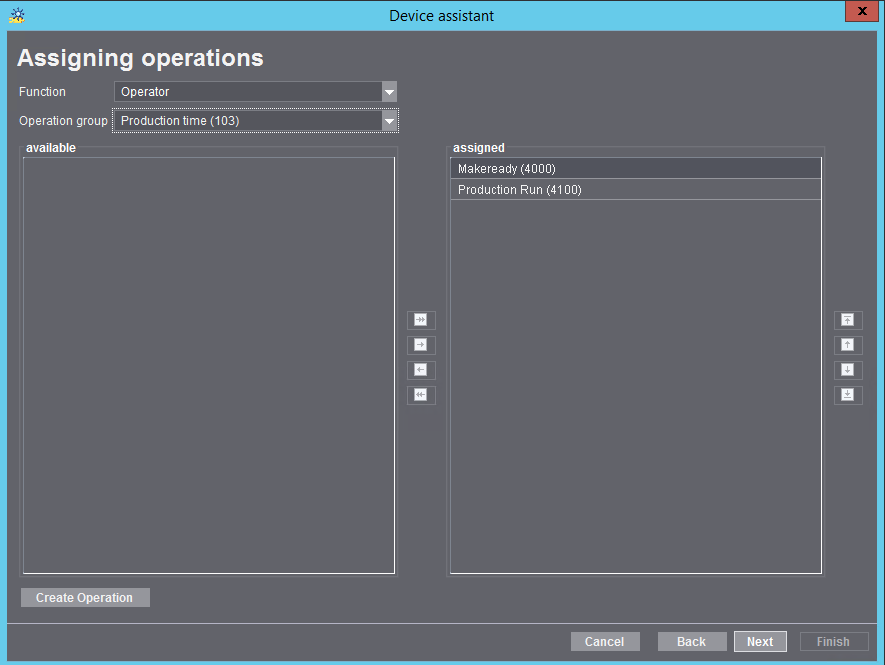
在该对话框中您可以为之前选择的操作组(成本种类组)分配单独的操作(BDE 报告)。该分配必须针对每个之前选择的角色(操作者和/或辅助人员和/或多任务操作者)。
可以通过箭头键添加(分配清单"已分配")或者选择(分配清单"可用")操作。
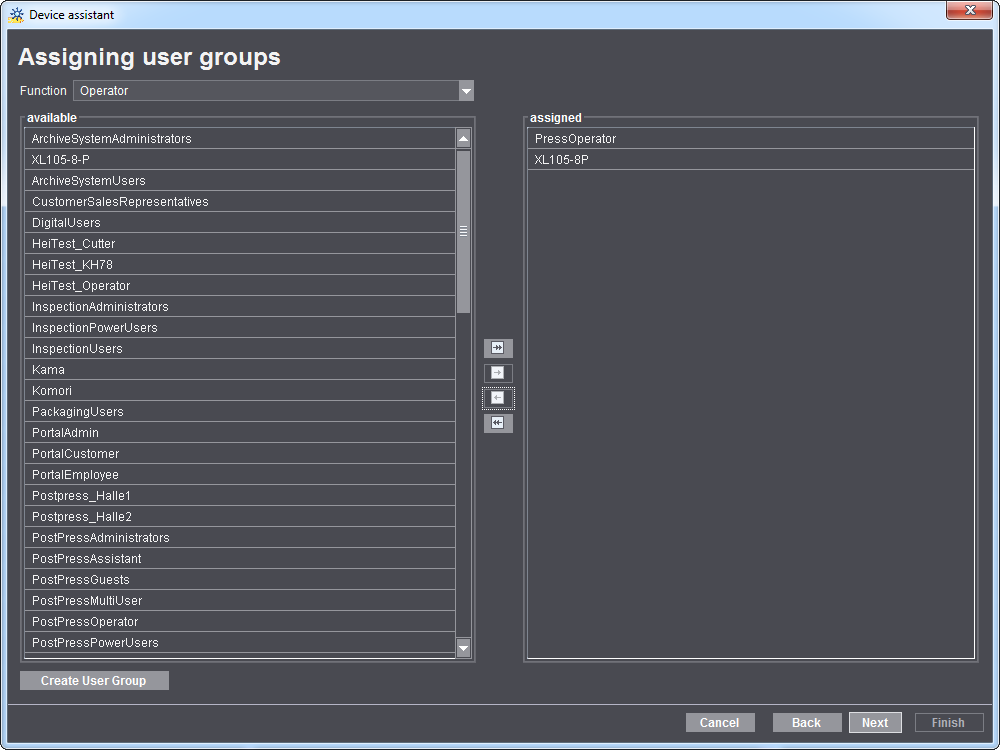
每个 Prinect 服务器上添加的用户必须分配给一个用户组。通过用户组定义,哪一个用户允许在装置上登录角色。
至少分配给用户"*操作者"用户组。例如 "PostpressOperator"。
必须分配给辅助人员"*助手"用户组。例如 "PostPressAssistant"。
必须分配给辅助人员"*多任务使用者"用户组。例如 "PostPressMultiUser"。
元件组型号是指由单独装置组成的装置配置。依赖于之前所选的装置等级,有不同的单元可供元件组型号的组成使用。装置 (Device Modules) 的详细说明见机组。
处理工序时,元件组型号选择的作用在 Data Terminal 使用说明"处理活件"一章中举例说明。
•用来精确计算实际生产成本。
在实践中可能出现,可选择的额外使用贵的传动器运行机器,对此必须使用按小时收费标准。在后续核算中必须考虑这一点。
•客户专门的评估报告
例如,客户想要为其装订机生成一个收入统计,该统计中列示每个活件设置的单位(元件组型号)并考虑不同的成本价格,此时,需要不同的元件组型号。或者客户想分别要一个特有的"装订"元件组型号的统计和一个特有的"胶订和三面切"元件组型号的统计。
可以在信息管理系统通过两个属性分配费用点:
•DeviceID
通过机器的 DeviceID 分配费用点。您必须在信息管理系统进行"DeviceID ->后续核算费用点"制图。这样就能够在信息管理系统中将机器所有时期记入之前"制图"的费用点。与定义的元件组型号无关。在这种情况下不必额外的定义元件组型号或者费用点。
•元件组型号
必须给每个元件组型号分配一个费用点。考虑到每个元件组型号的不同成本组,必须在信息管理系统上配置元件组型号名称传达。通过"HDM:ModuleSetName="属性在 JMF 中实现配置。"ModulSetName"正是操作者在安装元件组型号时分配给装置的元件组型号名称。该属性描述了工序的启动元件组型号。例如“带有粘贴和三面印刷机的骑马订”。借助此信息,例如可以传达不同成本组的其他工序。
接下来是装置参数的概述。在此您能够再次检查,是否正确配置了装置。假如您想应用更改,点击"上一步"按钮至相应的对话框。
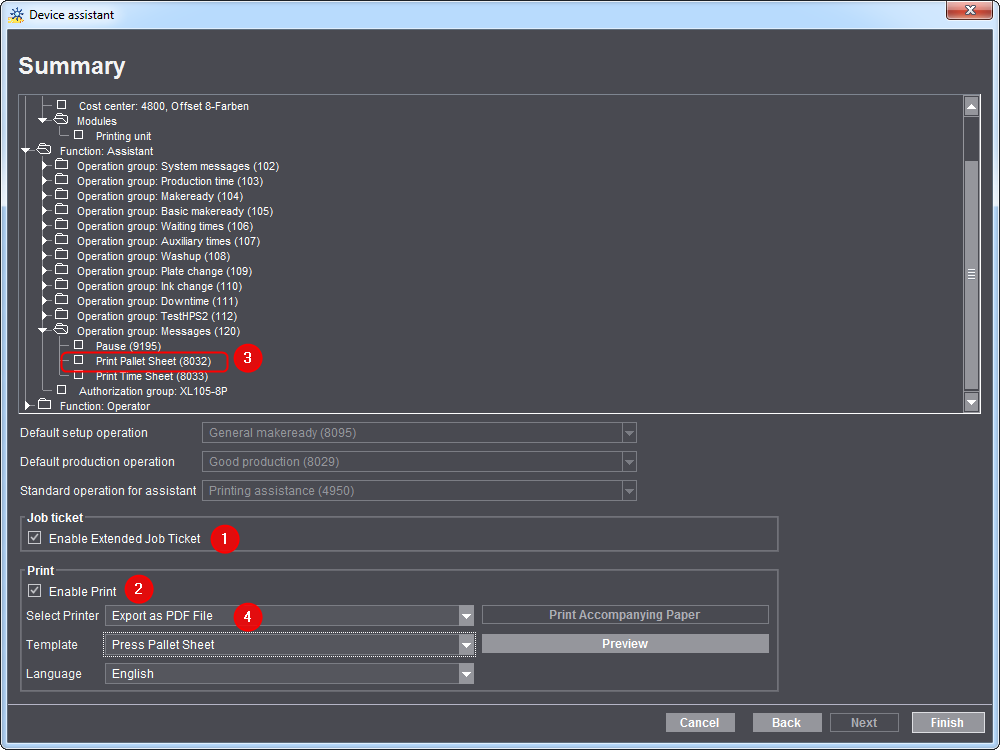
激活选项(1)时,装置操作者除了 MIS 活件包以外还可以看到有关活件的其他信息。
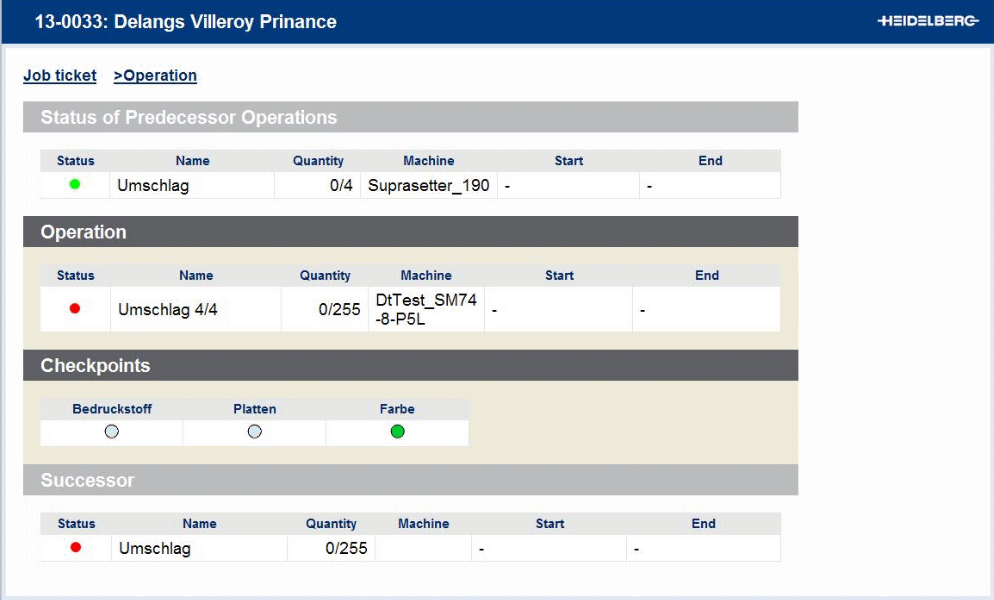
扩展的活件包包含了有关前一个和后续的工序及其状态的概览。如果共享了调度程序,还会显示工序的检查点。
此扩展的活件包受到下列装置支持:
|
装置等级 |
连接方式 |
机器版本 |
|---|---|---|
|
单张纸印刷机 |
机器直接连接 |
CP2000 V47 及更高版本 |
|
折页装置 |
机器直接连接 |
|
|
骑马订书机 |
机器直接连接 |
|
|
折叠盒粘合机 |
机器直接连接 |
|
|
胶订机 |
机器直接连接 |
|
|
所有其他的 |
数据终端 |
|
在生产中,已印刷的印张在印版上提供给以后的进程(例如裁剪、折页或者外部进程)。为了可以始终明确识别这些货板,需要安装所谓的货板标签到货板上。
激活选项(1),装置操作者可以通过操作(BDE 报告)"打印货板标签"打印货板标签。对此必须将该操作分配给一个操作者。可以在概述中进行检查(2)。
配置在哪个打印机上打印货板标签(3)。比较理想的方式是选择尽可能近的装置。也可以采用PDF输出。
货板标签的其他信息见生成印版标签。