
Prinect Integration Manager はPrinect Prepress Manager、Prinect Pressroom Manager、Prinect Postpress Manager と共に最高の統合レベルのプリネクトワークフローバリアントを提供します。Prinect Integration Managerはプリプレス、プレス、ポストプレスといったその基礎的なワークフローにより、生産全体の完全な統合を実現します。
次の機械接続が可能です:
•Prinect Press Center 印刷機に接続する
•Prinect CP2000 Center 印刷機に接続する
注記:Prinect Integration Manager ではなく、例えば、Prinect Pressroom Manager を設置した場合は、接続できない機械もあります。プリネクトライセンスマネージャーを使い、ライセンスのある装置(インターフェイス)を確認できます。
ジョブを装置に送ることができるように、プリネクトワークフローに準拠して次のような構成を行ってください。
•経営情報システムでのワークフロー
•"純粋な"PPFワークフロー
装置ウィザードでPrinect システムに準備するすべての機械 (プリプレス、印刷、ポストプレス) を作成します。デバイスクラス (枚葉印刷機、デジタル印刷機または断裁機等) に応じて構築し、装置ウィザードでさまざまなステップを行います。
装置アシスタントを起動するためには、次のようにします:
1.プリネクトコックピットを起動します。
2."管理 > システム"メニューに移動して、Prinect Manager をインストールしたコンピューターをマークしてください。
3."CDM"エンジンを選択します。
4.コンテキストメニューで、"装置を追加"の項目を選択してください。
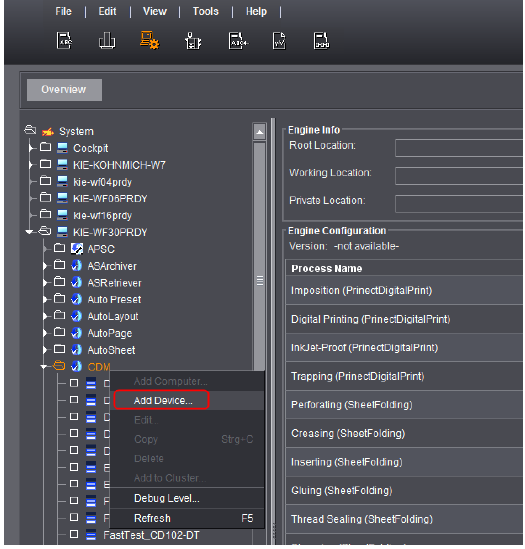
装置アシスタントが表示されます。ここで、装置のタイプに応じて、いくつかのステップを実施します:
•要約
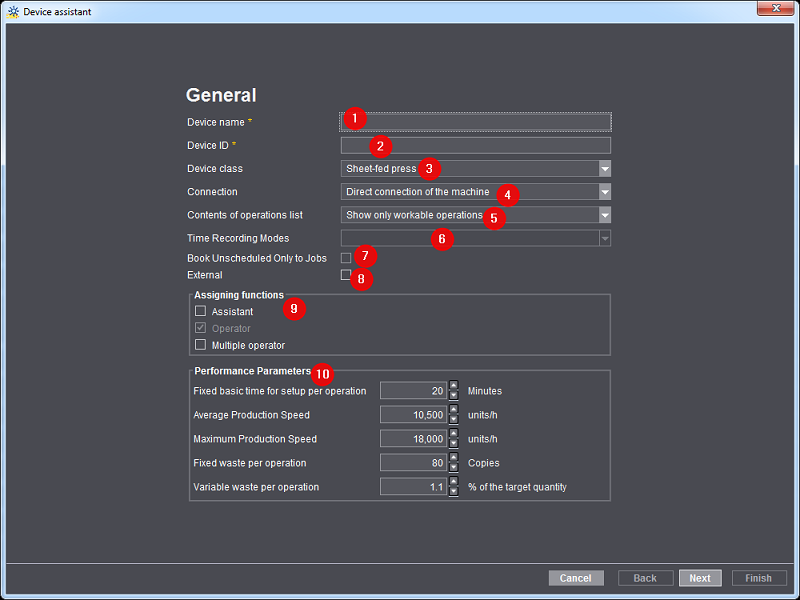
装置名
(1) ここでは、設置したい装置の名前を記載します。例:"XL105-10P"。
デバイスID
(2) ここには、装置用の一意的な ID を指定します。
•装置IDに使用できる文字は"a-z"、"A-Z"、"09"に限られます。
•そのデバイスIDがすでに使用されている場合は注意が表示されるので、新しいデバイスIDを入力します。
•デバイスIDはプリネクトワークフロー内における機械の一意の割当てに使用されます。デバイスIDはMISと一致させてください。
(3) この表で、使用可能で設置できる装置の概要を見ることができます。
利用可能なデバイスクラスはライセンスとは無関係です。
|
デバイスクラス |
説明 |
|---|---|
|
その他のプリプレス |
印刷の準備段階(例:DTP)で使用可能な作業場所すべてで有効です。 |
|
デジタル印刷 |
これは Heidelberg デジタル印刷機の接続用です。(例:Heidelberg Versafire) |
|
枚葉印刷機 |
印刷機のオフライン接続に使用されます(例:XL 105)。 |
|
その他のプレス |
印刷機の外での活動の作成に使用します(例:カラーの混合)。 |
|
断裁機 |
印刷用紙の切断に使用します(例:Polar 137)。 |
|
折り機 |
印刷用紙の折り曲げに使用します(例:Stahlfolder KH 78)。 |
|
中綴じ機 |
折られた用紙を綴じるために使用され、用紙は続いてワイアクランプで綴じられます。最後に、3 つの辺で切りそろえます(例:ST 450)。 |
|
丁合機 |
カレンダー作成など、折った、またはゆるい印刷用紙をまとめるときに有効です。 |
|
無線綴じ機 |
本の糊付け製本で有効です(例:Eurobind 1300)。 |
|
三方断裁機 |
原則的には独立した機械ではなく、中綴じ機の一部です。三方断裁機は本やカタログの三側面の仕上げ裁ち用です。 |
|
糸かがり機 |
本の糸かがりに使用します。 |
|
表紙貼り機 |
ブックケースの仕上げに使用します。 |
|
製本ライン |
製本を行うため、たくさんのワークフローステップを順番に行う本の仕上げに使用します。 |
|
打ち抜き機 |
印刷用紙の穿孔に有効です(例: Dymatrix 106)。 |
|
製函機 |
製函に有効です(例: Diana X 115)。 |
|
その他のポストプレス |
手作業の作業場などの収集に有効です。 |
接続
(4)装置クラスに応じて、様々な接続タイプを利用できます。
•装置直
オンライン接続可能な装置に限られます。この接続によって、最適な統合が可能になります。ジョブデータは直接印刷機に送られ、印刷機は印刷機の状態、ジョブの状態および運転データなどの情報を送ります。
オンライン接続可能な作業継続用印刷機は、"データターミナルと印刷機を直接"または"データターミナルとJDF 印刷機を接続"の接続タイプで接続されます。
•データターミナル
オンライン接続が可能でないすべての機械および手作業ワークステーション用。追加のコンピュータにいわゆるデータターミナルがインストールされ、こにより機械の動作データをユーザーは把握することができます。
•カウンターボックス付きデータターミナル
カウンターボックス経由で生産カウンターをデータターミナルに中継する、すべてのオンライン接続できない印刷機用。この場合には、データターミナルで、生産量を手動で収集する必要はありません。カウンターボックスごとに 12 台の印刷機を接続できます。
•直接機械とデータターミナルを接続
統合されたデータターミナルに中継する、すべてのオンライン接続できる印刷機用(スチールフォルダー TH/KH または Polar 切断機)。"印刷機に直接"と同様に、ジョブデータは直接印刷機に送られ、印刷機はジョブの状態と印刷機の状態などの情報をフィードバックします。統合されたデータターミナル経由で、さらに手動運転データもフィードバックできます。
•JDF 印刷機が付いたデータターミナル
JDF/JMF ベースのインターフェースが統合されている、他のメーカーのオンライン接続可能な印刷機用。.
•装置オフライン
デバイスクラス "断裁機"及び"枚葉印刷機"に対して使用可能です。この接続モードでは、プリセットデータのみ生成され、機械からフィードバックがないような機械のみが接続されます。このオプションは、旧型の Heidelberg 印刷機などの、オンライン接続できない印刷機のために考え出されました。
ここでは機械/データターミナルに使用可能な作業工程のみを表示させるか、(スケジューラーで)計画されている作業工程も表示させるかどうかを定義できます(5)。
•実行可能な作業工程のみ表示。
機械/データターミナルにはジョブ選択時に、前の作業工程で開始された作業工程か、完了された作業工程のみが表示されます。
これはつまり、機械/データターミナルのオペレータが現在処理可能な作業工程のみが表示されることを意味します。
•実行可能およびスケジューリングされた作業工程を表示。
機械/データターミナルにはジョブ選択時に、前の作業工程が開始されたか、終了された作業工程に加え、スケジューラーまたは操作リストで計画されている作業工程も表示されます。つまり、機械/データターミナルのオペレータに、後で完了される予定の作業工程が表示されます。
このオプションはデータターミナル装置のみで使用可能です(6)。
生産時間取得のために異なる時間取得モードを利用することができます。時間記録モードは生産時間の記録形式を定義するのに使用します。どのデータターミナル装置にも、時間記録モードを 1 つ割り当てる必要があります。
これまでモードの割当てはデータターミナルで装置を有効化するときに定義していました。この分散された割当て方法は今回、集中した割当て方法に変更されました。データターミナル装置の登録時にCDMを使用して時間取得モードが定義されます。
"スタートストップ合計量"
•ロードした後、操作(BDEメッセージ)により作業工程が直ちに始まります。
•リアルタイムで記録されます。
•入力された総量は加算されていきます。
•一つの装置で何人かのユーザーが同時にログインできます。
•装置のタイプに依って入力数量が違います。
ジョブを処理する際に生産時間を"リアルタイム"で記録する場合は時間記録モードを選択します。開始メッセージもチェックできます。
例:
•"前準備"のスタート
•"折り"開始>"前準備"停止
•ジョブの終了>"折り"停止
時間表示
•カウンターボックス付きの装置では使用できません。
•1つの装置にユーザーはいつも一人だけしかログインできません。
•1つの作業のトータル時間のみが記録されます。
•スタッフはログインできません。
•作業工程は手動で開始します。作業工程をロードした後、まだ開始されなくてはなりません。
•装置のタイプに依って入力数量が違います。
この時間記録モードはジョブを処理する際にある作業の時間だけを記録する場合に選択します。それにより、ある作業のトータル時間のみが記録されることになります。作業を既に完了した場合でも、これは可能です。たとえば、印刷機を調整して、ジョブを実行してください。その後に初めて、必要な調整用の合計時間(例:15 分)と本生産の合計時間(例120 分)を収集してください。
このオプション(7)はデータターミナル装置の場合のみ利用可能です。このオプションを有効にすると、データターミナルの"ジョブ"列に計画されていないジョブだけが表示されます。このオプションはスケジューラーに取り入れないワーキングスペースに対して有効にすることができます。
このオプションを有効にすると(8)、スケジューラでこの機械が色別表示されます。これは、そのジョブを外部の会社に回すけれども、計画には組み入れたいという場合に使用すると便利です。
•オペレータ(9)
通常、オペレータは常に有効であり選択解除はできません。
•スタッフ
アシスタントは機械のオペレータに付いて印刷機で仕事をすることができます。原則的にアシスタントの権限は制約されています。この権限はオペレーションの割り当て及びユーザーグループの割り当てで定めてください。
•マルチオペレータ
マルチオペレータは同時に複数の機械で仕事することができます。たとえば、作業継続用印刷機の場合に、よくそうなります。マルチオペレータは複数の印刷機でジョブを開始し操作を行う権限を持ちます。
マルチオペレータが別のロールに切り替え、同時にマルチオペレータとして他の機械にログオンすることはできません。まず全ての機械にログオンする必要があります。
マルチオペレータが休憩するとログオンしているすべての機械で休止になります。再度ログオンするときは個別の機械でしかできません。
ここでは(10)選択された装置クラスに依存して、マスターデータストアから標準値が登録されます。ここで入力された標準値は新規登録された作業工程でのみ生産時間の計算用基準として参照されます。これらの計算された生産時間は作業工程のプランニング時にスケジューラに反映されます。MIS搭載プリネクトワークフローでは生産時間はMISから送られます。
"出力値"はさらにスケジュールアシスタントで有用です。この値にもとづいて、MIS情報がない限り、作業工程の長さが計算されます。プラニングアシスタントに関する詳細情報については スケジュールウィザード を参照してください。
•最大生産速度
ここで入力された速度は速度指数の計算の際にアナライズポイントで使用されます。を参照してください。速度指数
次のダイアログウィンドウは、"用紙印刷機"の装置クラスの装置を"印刷機に直接"の接続タイプで接続するときにのみ、選択できます。
その他の、すべての装置クラスについては、 オペレーショングループの割り当てと、以下を参照して下さい。
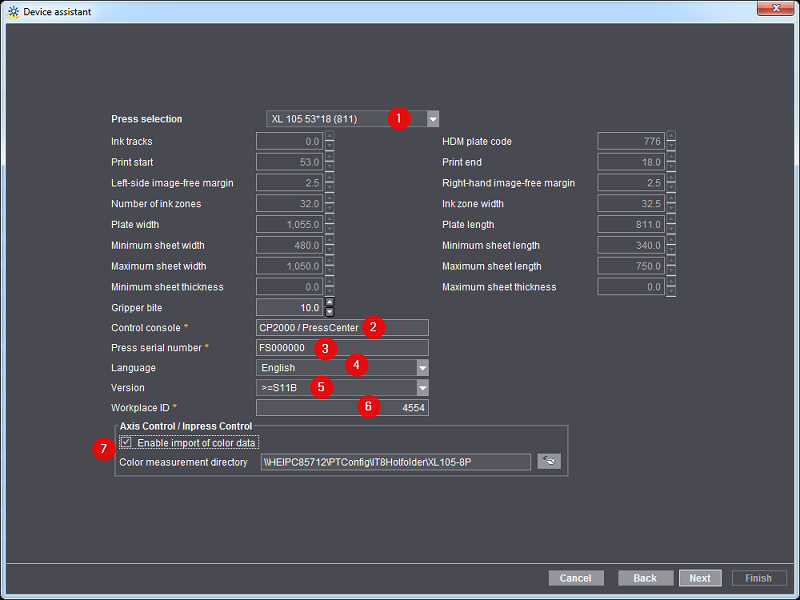
印刷機の選択
接続する印刷機により、ここでは正確な機種を選択してください(1)。
制御コンソール
"制御コンソール"ペーンでは印刷機のガイドスタンドを選択してください(2)。
装置番号
装置番号(3)はガイドスタンドからまたは印刷機から直接読み取ることができます。jこれはは次の機能のために必要とされます。
•1.プリネクトプレスルームマネージャー/プリネクトインテグレーションマネージャーに印刷機から色付特性曲線を自動的にインポートするため。そのための前提条件は少なくとも1台のプリネクトインテグレーションマネージャー/プリネクトプレスルームマネージャー11.0及び1台のプリネクトプレスセンターS11Aです。
•アナライズポイントがカラーデータを評価できるため。
言語
ここで選択される言語で(4)操作(BDEメッセージ)が印刷機のガイドスタンドに表示されます。
バージョン
バージョン(5)は印刷機のそれぞれのガイドスタンドのそれを示しています。
ワークステーションID
これはプリネクトワークフロー内でのワークステーション(6)の識別番号です。番号は長さ最高6文字で、数字以外は使用できません。
この"ワークステーションID"は後で印刷機のガイドスタンドでデータ記憶媒体の構成の際、入力しなければなりません。
アクシスコントロール/Iインプレスコントロール/Iインスペクションコントリール
このオプション(7)は接続されているカラーデータシステム(イメージコントロール以外)のみに必要になります。"カラーデータの読み込み有効化"オプションを有効化すると、生成されたカラーデータが登録されているカラーデータディレクトリに保存されます。デフォルトパスは常に"[Prinect Managerサーバー名]\PTConfig\IT8Hotfolder\[装置名]"と定められています。
次に印刷機のガイドスタンドでもう1つのカラーデータエクスポートを構成する必要があります。そのためには次をご参照ください:
•プリネクトCP2000センターでのアクシスコントロール用 カラーデータエクスポートをプリネクトプレスセンターで構成
•プリネクトプレスセンターでのアクシスコントロール用 カラーデータエクスポートをプリネクトプレスセンターで構成
•プリネクトプレスセンターでのインプレスコントロール用 プリネクトインプレスコントロールへの接続方法
印刷ユニット数
次の手順で、お使いの印刷機を"変更"します。その際印刷ユニット数を入力します。これに属するものは、塗装ユニット、ドライヤー、別のユニットがあります。
印刷ユニットを構成
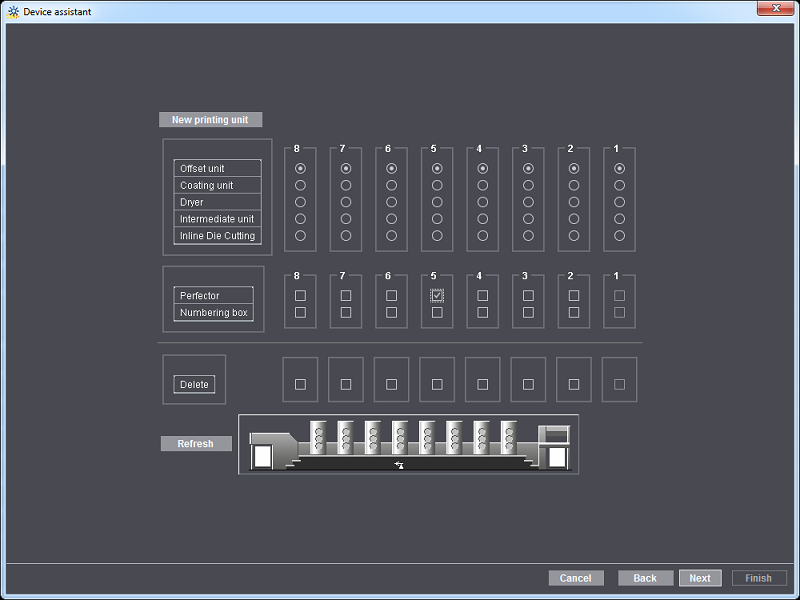
上の画面のダイアログで、すべてのユニットに機能を割り当て、お使いの印刷機を構成してください。たとえば、作業中の印刷機の反転装置を入力してください。
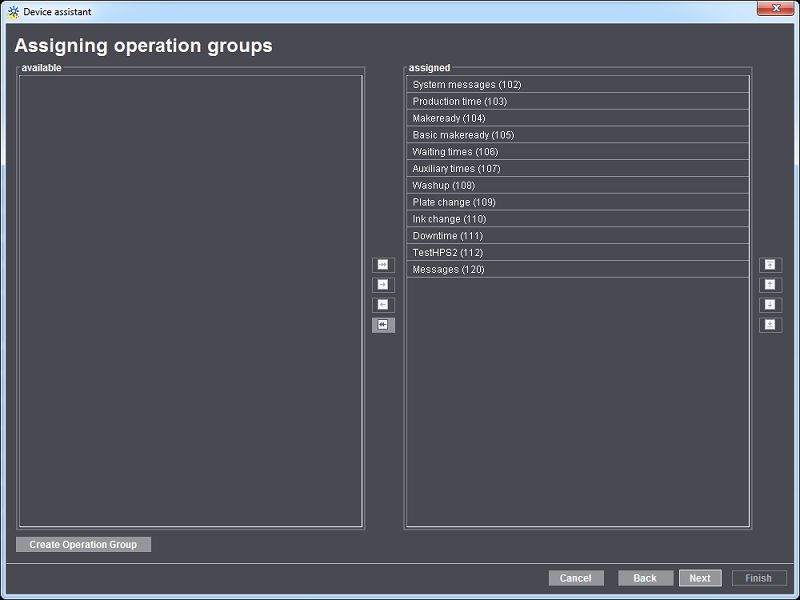
オペレーショングループ(コスト分類グループ)では、個々のオペレーション(BDEメッセージ)がグループに纏められます。これにより、後で機械で動作データの取得を手動で行う際に概要がつかみやすくなっています。
ここでは登録されている装置でどのオペレーショングループを動作データ取得の際利用できるかを指定してください。矢印ボタンからオペレーショングループを追加("割り当て"リストへの割り当て)または選択解除("使用可能"リストへの割り当て)することができます。
さらにオペレーショングループを登録するには、オペレーショングループ(コストタイプグループ)をご参照ください。
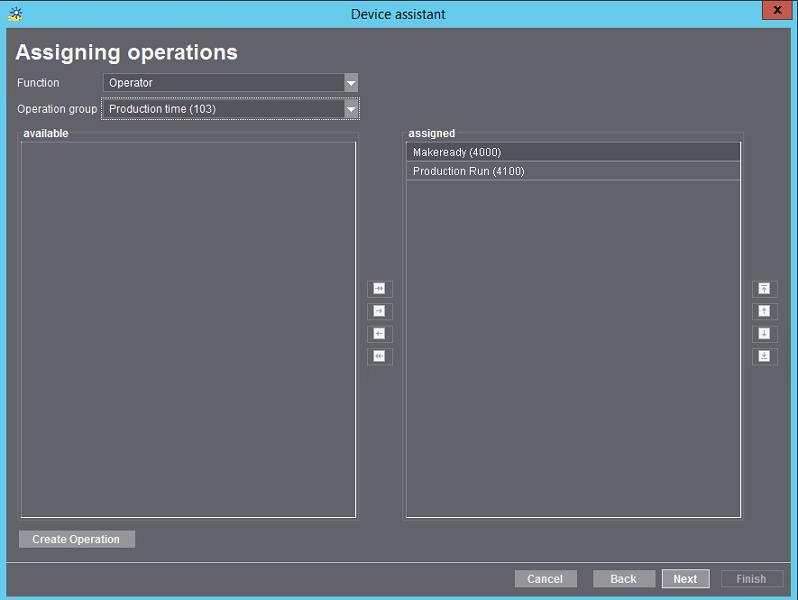
このダイアログでは先に選択されているオペレーショングループ(コスト分類グループ)に個々のオペレーション(BDEメッセージ)を割り当てます。この割り当ては、先に選択したそれぞれの役割(オペレータおよび/またはアシスタントおよび/またはマルチオペレータ)用に行わなければなりません。
矢印ボタンからオペレーションを追加("割り当て"リストへの割り当て)または選択解除("使用可能"リストへの割り当て)することができます。
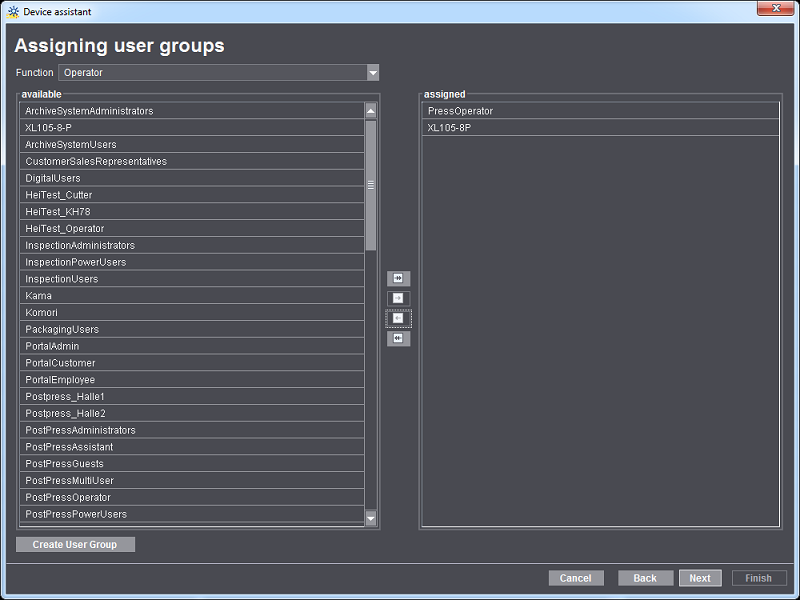
プリネクトサーバーに登録されているどのユーザーも1つのユーザーグループに割り当てられる必要があります。それによりユーザーグループによって、どのユーザーが装置でその役割でログインできるか定義されることになります。
オペレータには少なくともユーザーグループ"*Operator"を割り当てます。例:"PostpressOperator"。
"アシスタント"には"*アシスタント"ユーザーグループを割り当てます。例:"PostPressAssistant"。
マルチオペレータには"*マルチユーザー"ユーザーグループを割り当てます。例:"PostPressMultiUser"。
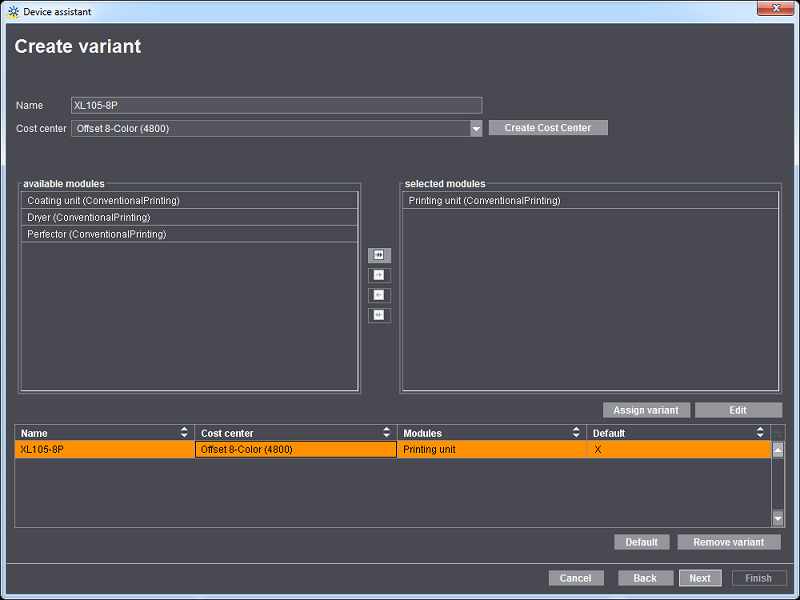
バリアントとはデバイスモジュールで構成される機械設定の 1 つです。先に選択したデバイスクラスに応じて、バリアントの構成に使用できるユニットは異なります。
ジョブには、基本的にいくつもの作業工程があります。作業工程を機械で処理するためには、常に少なくとも 1 つの装置が必要です。印刷機では、例えば"印刷ユニット"です。仕上げ(ニス引き)を含むジョブを印刷機で処理するときは、この印刷機は"ニス引きユニット"も必要になります。両方の装置を組み合わせると、"バリアント"になります。
例えば、中綴じ機:
•バリエーション_1は、ユニット"丁合い"だけです。
•バリエーション_2は、ユニット"綴じ"とユニット"三方断裁機"です。
•バリアント_3 は、ユニット"綴じ"、ユニット"丁合い"そしてユニット"三方断裁機"です。
追加加工では、ジョブによっては異なるバリアントが必要になります。
•実際の生産コストの正確な計算。
実際の生産では、高価なデバイスモジュールを追加して機械を運転することになって、そのために時間当たりのコストを使用しなければならなくなることがあります。その場合は実際原価計算でこれを考慮する必要があります。
•顧客固有のレポート評価
例えば、顧客が個々のジョブについて、投入したモジュール(バリアント)が記載されていて、様々な原価率を考慮しなければならない、自分の中綴じ機の統計値を生成したいときに、様々なバリアントが必要になります。または、顧客がバリアント"丁合"と、バリアント"ステッチャーと三方断裁機"に関して別個の統計を1必要とすることも考えられます。
コストセンターへの割り当ては、Management Information System で 2 つの属性を使って実施できます:
•デバイスID
コストセンターの割当ては、機械のデバイスIDのみを使用して行われます。"DeviceID -> コストセンター 事後計算"のマッピングは Management Information System で実施しなければなりません。それにより、経営情報システムでこの機械のすべての時間が"マッピング済み"コストセンターに予約されます。定義されているバリアントには関係ありません。この場合は、追加的なバリアントやコストセンターを定義しても意味がありません。
•バリアント
どのバリアントにも1つのコストセンターを割り当てる必要があります。個々のバリアントの、様々な原価率を考慮するためには、バリアント名の Management Information System への中継を設定しなければなりません。その実行はJMFの属性"HDM:ModuleSetName="で行われます。"ModulSetName"はオペレータがその装置用にバリアントを作成したときに指定したバリアント名と正確に一致します。この属性は工程が開始されるときに使用されたバリエーションを既述しています。たとえば、"地金と三方断裁機が付いた中綴じ機"。たとえば、この情報を使って、別の原価率の作業ステップを見つけることができます。
続いて装置パラメータの概要が表示されます。装置が正しく設定されているかどうかをここでもう一度確認できます。変更を行う場合は、"戻る"ボタンを使用して該当するダイアログに移動します。
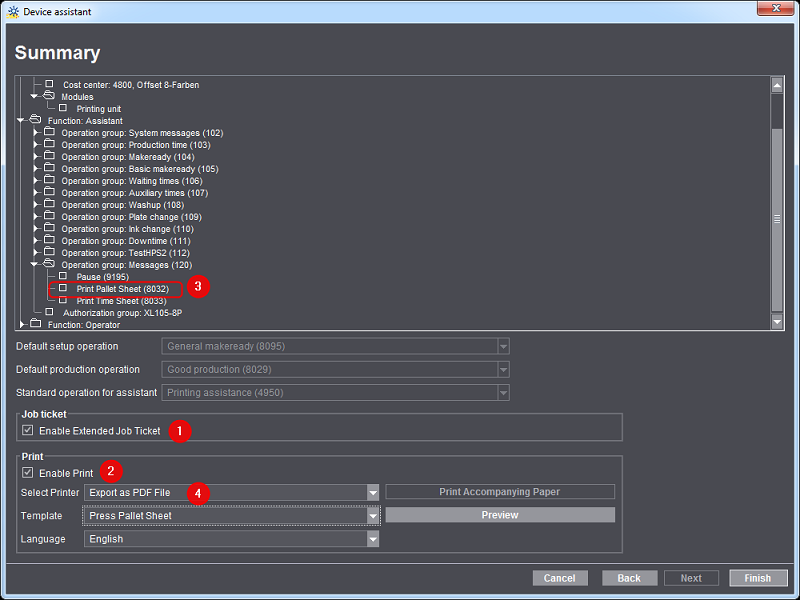
このオプション (1) が有効な場合は、機械オペレータに、MIS ジョブチケットに加えて、詳しいジョブ情報が提供されます。
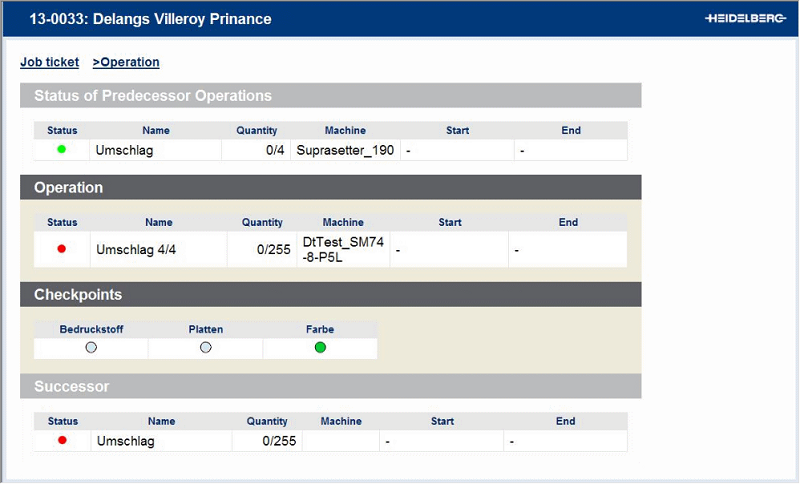
拡張ジョブチケットには、前の作業工程と後の作業工程の一覧とその状態が含まれます。スケジューラが有効な場合は、更に、作業工程のチェックポイントが表示されます。
拡張ジョブチケットに対応する機械は次のとおりです:
|
機械クラス |
接続方法 |
機械バージョン |
|---|---|---|
|
枚葉印刷機 |
装置直 |
CP2000 V47 およびそれ以上 |
|
折り機 |
装置直 |
|
|
中綴じ機 |
装置直 |
|
|
製函機 |
装置直 |
|
|
無線綴じ機 |
装置直 |
|
|
その他のすべての機械クラス |
データターミナル |
|
生産の際には、印刷された用紙は後続のプロセス(切断、折りまたは外部プロセスなど)のために、パレット上に準備されます。これらのパレットが常に一意的に識別されるため、所謂パレットレシートがパレットに添付されます。
オプション(1)を有効化すると、オペレータは"パレットシートを印刷"オペレーション(BDEメッセージ)からパレットシートを印刷することができます。このためにはこの操作がオペレータに割り当てられていることが前提となります。このことは要約(2)で確認することができます。
さらにどのプリンタでパレットシートを印刷するかも構成してください(3)。オペレータが登録されている装置のできるだけそばにいると理想的です。PDFのエクスポートも可能です。
パレートシートについて詳細は刷板シートを作成するをご参照ください。