Des informations détaillées sur chaque opération sont disponibles dans les onglets suivants :
Quels sont les paramètres à définir ?
Pour pouvoir générer des informations sur une opération, vous devez sélectionner une opération dans la liste des commandes/des opérations.
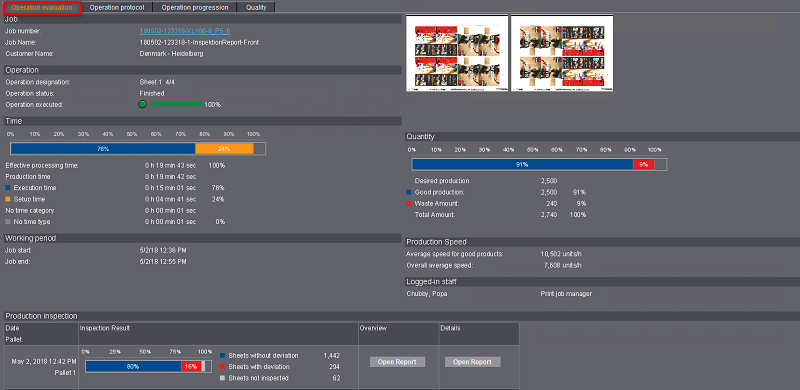
L’onglet « Evaluation de l’opération » vous fournit des informations détaillées sur l’opération de votre choix. Différentes informations s’affichent en fonction du type d’opération choisi (impression, impression numérique, pliage, rognage, etc.). L’illustration ci-après montre un exemple d’évaluation d’une opération d’impression.
Voici les informations qui seront affichées dans cette évaluation :
Zone « Commande »
Indique la commande associée. Le menu contextuel de l’hyperlien du numéro de commande vous permet d’accéder à différentes vues de la commande.
Zone « Opération »
Affiche des informations détaillées sur l’opération sélectionnée.
Aperçu feuille
Affiche un aperçu de la feuille.
Le diagramme en barres indique les rapports des temps de production en pourcentages. Les différents temps de production (pourcentages) se réfèrent toujours au temps de production réel.
Temps d’exécution réel : somme de tous les temps pendant lesquels l’opération était chargée sur la machine.
Les temps de production absolus et en pourcentages sont affichés séparément en-dessous de l’histogramme.
La répartition et la saisie des temps dépend de la manière dont les catégories et types de temps ont été configurés dans la configuration de l’appareil. Voir à ce sujet Catégorie de temps.
Zone « Quantité »
L’histogramme indique le pourcentage déjà produit par rapport à la quantité totale à produire. La quantité totale ainsi que la quantité de bonnes feuilles produites et de gâche sont également affichées en-dessous de l’histogramme, sous forme de valeurs absolues et de pourcentages.
•Bonnes feuilles
Nombre de feuilles imprimées au cours de la période pendant laquelle le compteur de bonnes feuilles était allumé.
•Volume de macules
Nombre de feuilles imprimées au cours de la période pendant laquelle le compteur de bonnes feuilles était éteint (p. ex. pendant la phase de mise en route de la machine).
•Quantités dans le cas des machines Versafire
Nombre d’exemplaires imprimés (p. ex. brochures, poses, etc.)
Zone « Vitesse de production »
•Vitesse moyenne de production conforme
Bonnes feuilles / somme de tous les temps pendant lesquels des bonnes feuilles ont été imprimées (le compteur de bonnes feuilles était allumé et la machine imprimait réellement).
Les durées pendant lesquelles les bonnes feuilles ont été imprimées ne peuvent pas être consultées directement à partir d’Analyze Point.
•Vitesse moyenne totale
Bonnes feuilles / période du rapport en heures (h)
La période du rapport est la période qui a été sélectionnée au-dessus du rapport (p. ex. « Aujourd’hui », « Hier », « Mois en cours », etc.). Ne pas confondre la période du rapport et la « Durée d’exploitation ». Cette dernière ne tient pas compte des périodes pendant lesquelles la machine était arrêtée.
Vitesse de production Labelfire
Vitesse moyenne en mètres/minute.
Zone « Collaborateurs en session »
Tous les collaborateurs ayant participé à cette opération sont affichés ici.
Impressions (ColorImpressions et BlackImpressions)
On entend par « Impressions » le nombre de pages imprimées en impression numérique. Une « impression » correspond à une page imprimée sur une seule face. On distingue les ColorImpressions des BlackImpressions : Les ColorImpressions sont toutes les impressions qui contiennent au minimum une couleur. Les BlackImpressions sont les impressions qui ne contiennent que du noir.
Nbre de changements de plaques
Indique le nombre de changements de plaques pour toutes les machines Prinect Press Center avec changement de plaque automatique. Un changement de plaque est pris en compte chaque fois qu’une plaque est mise en place.

L’inspection du tirage est disponible pour les machines équipées de Prinect Inspection Control 2.

Condition requise : Dans les paramètres du système, l’option « Activer la lecture des données d’inspection » doit être cochée. Ce réglage s’effectue dans « Administration > Système > [serveur Prinect] > Service Analyze Point > Rapports d’inspection > Propriétés ». Voir Zone « Service Analyze Point ».
Lors de l’inspection du tirage, Prinect Inspection Control 2 effectue une comparaison permanente entre la feuille imprimée et la « feuille numérique de référence » créée avec la machine. Chaque feuille est vérifiée afin d’éviter des défauts d’impression au cours de la production.
Les rapports sont transmis à Analyze Point dès qu’une commande est terminée sur la machine, qu’un changement de commande a eu lieu ou que l’opérateur de la machine a demandé la sortie manuelle d’un rapport.
|
Colonne |
Description |
|---|---|
|
Date Palette |
•Date et heure de la mesure •Numéro de palette |
|
Résultat du contrôle |
Le diagramme à barres fournit une évaluation de l’inspection du tirage sous forme de pourcentage. Toutes les feuilles produites après l’activation du compteur de bonnes feuilles sont prises en compte. •Feuilles non inspectées •Feuilles concordantes •Feuilles divergentes |
|
Vue d’ensemble |
Le bouton « Ouvrir le rapport » vous permet d’obtenir un fichier PDF contenant un résumé de l’inspection du tirage. Voir Rapport de synthèse Inspection du tirage . Si les rapports ont déjà été supprimés, le bouton sera inactif. Voir Rapports inactifs. |
|
Détails |
Le bouton « Ouvrir le rapport » vous permet d’obtenir un fichier PDF contenant toutes les non-conformités relevées lors de l’inspection du tirage. Les trois premières pages sont identiques à celles du rapport de synthèse (voir Rapport de synthèse Inspection du tirage ). Les pages suivantes mentionnent dans le détail toutes les non-conformités avec photo et marquage. •Il peut arriver que le rapport présente des lacunes. Voir Lacunes dans le rapport « Détails ». •Si les rapports ont déjà été supprimés, le bouton sera inactif. Voir Rapports inactifs. |

Lorsque l’accès aux rapports d’inspection est inopérant, cela signifie que la base de données est saturée. Lorsque la base de données est saturée, le système supprime automatiquement les anciens rapports et vous ne pouvez donc plus les consulter dans Analyze Point. Vous pouvez vérifier dans les paramètres du système si la base de données est bien saturée. Pour ce faire, allez dans « Administration > Système > [serveur Prinect] > Service Analyze Point > Rapports d’inspection ».
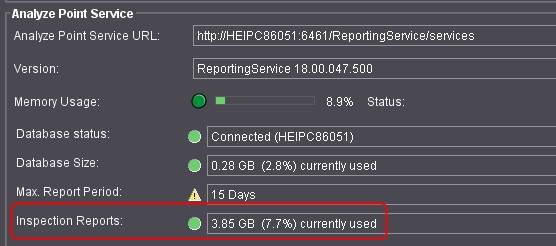
Si la base de données est saturée, son état apparaît en jaune. Pour pouvoir conserver les anciens rapports sur une plus longue période, vous devez disposer d’une base de données plus volumineuse. Pour cela, contactez le Prinect Service.
Rapport de synthèse Inspection du tirage
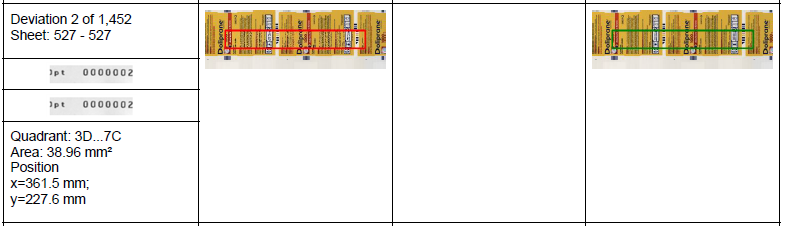
L’illustration ci-après montre un exemple de rapport d’inspection du tirage.
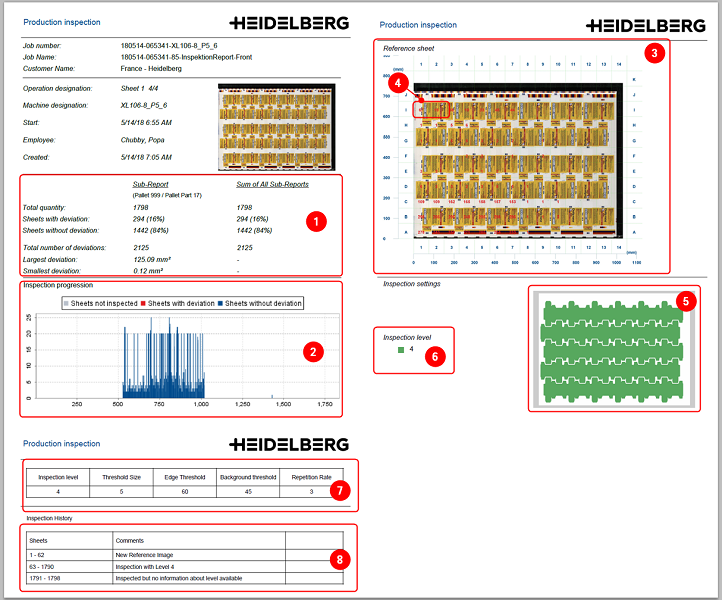
•(1) Résumé des feuilles inspectées.
•(2) Déroulement de l’inspection (histogramme)
Le graphique indique le nombre de défauts identifiés par « feuilles divergentes » (axe X = numéro de feuille, axe Y = nombre d’erreurs). Le nombre d’erreurs affichées par feuille est limité à 100 ce qui correspond au nombre maximal d’erreurs transmises.
•(3) Image de la feuille de référence numérique divisée en plusieurs quadrants (A1, B1, C1, etc.).
•(4) Un numéro inscrit en rouge dans un quadrant indique le nombre de feuilles présentant une non-conformité dans la zone considérée. Chacune des non-conformités figure dans le rapport détaillé.
•(5) Zones ayant été vérifiées.
•(6) Niveau de contrôle appliqué.
Plus le chiffre est petit, plus le contrôle est pointilleux. Les niveaux sont paramétrables de 1 à 5.
•(6) Paramètres de mesure du système d’inspection.
•(7) Remarques à propos de la feuille.
Pour les presses qui disposent du « CodeStar » jet d’encre, vous pouvez voir dans la colonne de droite le numéro d’identification de la feuille. Il s’agit du numéro de la première feuille issue du lot de feuilles inspectées. Cette identification permet de retrouver facilement une feuille qui comporte des erreurs ou des non-conformités.
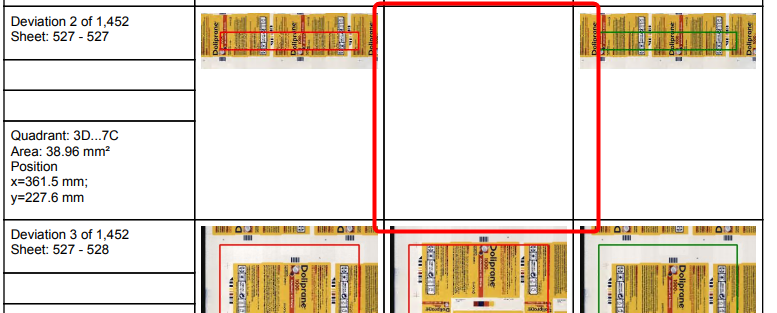
Rapport détaillé de l’inspection du tirage
Le rapport détaillé permet de suivre facilement chacune des non-conformités. Les trois premières pages sont identiques à celles du rapport de synthèse (voir Rapport de synthèse Inspection du tirage ). Les pages suivantes mentionnent dans le détail toutes les non-conformités avec photo et marquage.
Lacunes dans le rapport « Détails »
Il peut arriver que des photos des non-conformités soient manquantes. La raison à cela réside dans le fait que la taille du fichier du rapport est limitée. Lorsque le nombre de non-conformités est très important, le système d’inspection n’enregistre donc pas toutes les photos dans le rapport.
Marquage des feuilles par CodeStart jet d’encre
Si vous disposez de presses équipées du système de marquage de feuille jet d’encre « CodeStar » au niveau du margeur, toutes les feuilles seront marquées et numérotées en continu. Dans le secteur de l’impression sécurisée, cela permet une traçabilité totale des consommables. Ce marquage est capturé par la caméra du système d’inspection. Sur le rapport, le premier et le dernier numéro de marquage des feuilles faisant partie du lot inspecté seront indiqués.

Ce rapport est disponible avec Prinect Inspection Toolbox.

Condition requise : Dans les paramètres du système, l’option « Activer la lecture des données d’inspection » doit être cochée. Ce réglage s’effectue dans « Administration > Système > [serveur Prinect] > Service Analyze Point > Rapports d’inspection > Propriétés » (voir Administration - Système).
L’Inspection PDF consiste à faire comparer par Prinect Inspection Toolbox un scan (de Prinect Inspection Control ou Prinect Image Control) avec un document PDF/TIFF d’une feuille entière provenant du prépresse. L’Inspection PDF sert à valider l’impression et garantit que le contenu de la commande d’impression est conforme à la commande du client.
Dès lors que l’opérateur valide ou refuse une feuille sur Inspection Toolbox, le rapport est transmis à Analyze Point.
•Colonne « Résultat du contrôle »
Cette colonne indique l’évaluation de la feuille imprimée réalisée par l’opérateur sur le système d’inspection. Il s’agit d’une évaluation manuelle indépendante des non-conformités révélées par le système d’inspection. Si une feuille n’a pas été validée (croix rouge), la colonne « Commentaire » peut contenir une remarque laissée par l’opérateur.
•Colonne « Journal »
Le bouton « Ouvrir le rapport » vous permet d’obtenir un rapport en PDF de l’inspection PDF. Ce rapport mentionne toutes les divergences (non-conformités) décelées par le système d’inspection. La structure de ce rapport est similaire à celle du rapport de l’inspection du tirage. Voir Zone « Inspection du tirage ».
•Rapports inactifs
Voir Rapports inactifs.
•Commentaire
Comporte des remarques importantes de l’opérateur du système d’inspection. Elles sont surtout importantes pour les feuilles imprimées non validées.
Ce rapport est disponible si vous utilisez Prinect Inspection Toolbox en liaison avec Prinect Image Control.

Condition requise : Dans les paramètres du système, l’option « Activer la lecture des données d’inspection » doit être cochée. Ce réglage s’effectue dans « Administration > Système > [serveur Prinect] > Service Analyze Point > Rapports d’inspection > Propriétés ». Voir Administration - Système.
Lors de l’inspection des feuilles, Prinect Inspection Toolbox compare deux scans provenant de Prinect Image Control. Le premier scan provenant de Prinect Image Control servira de référence. Tous les scans suivants seront alors comparés à ce scan de référence. L’inspection des feuilles sert à détecter toute détérioration permanente de l’image à imprimer telle que des plaques d’impression défectueuses ou des blanchets défectueux.
Le rapport est structuré comme dans l’inspection PDF. Voir Inspection PDF.
Vous disposez ici, sous forme de tableau, d’informations détaillées sur chaque opération. Cela signifie que tous les messages générés au cours d’une opération (automatiquement par la machine) s’affichent ici dans l’ordre chronologique.
|
Zone |
Description |
|---|---|
|
Zone « Commande » |
Informations concernant la commande : •N° de commande •Nom de la commande •Nom du client |
|
Zone « Opération » |
Informations concernant l’opération : •Nom de l’opération •Etat de l’opération •Opération exécutée Pourcentage de bonnes feuilles réalisées par rapport à la quantité de bonnes feuilles prévues Tableau concernant le PV d’opération : voir Contenu du PV (tableau). |
|
Aperçu feuille |
Aperçu de la feuille en rapport avec l’opération sélectionnée. |
Zones
|
Nom de colonne |
Description |
|---|---|
|
Début |
Date et heure du démarrage de l’opération. |
|
Fin |
Date et heure de la fin de l’opération. |
|
Durée |
Durée de la séquence opératoire La durée peut être indiquée en temps industriel ou en temps standard. Voir Préférences dans Analyze Point. |
|
Séquence opératoire |
Numéro et nom de la séquence opératoire tels que définis dans la configuration du périphérique. |
|
Code compta. |
Code de comptabilisation enregistré sur la machine. |
|
N° de poste de charge et nom de la machine |
Poste de charge et nom du périphérique. |
|
Long. bande Bonnes feuilles (m) et Long. bande Gâche (m) |
Quantité consommée par la presse numérique Labelfire. |
|
Conducteur de machine |
Nom et prénom du conducteur de la machine et de son auxiliaire déclaré. Le conducteur de la machine est identifié par un astérisque (*). |
|
Quantité et rebut |
Quantité de bonnes feuilles et de gâche produites durant la séquence opératoire. |
|
Commentaire |
Commentaire saisi au moment du signalement de la séquence opératoire |
Contenu du PV (tableau)
Basculer l’indication de temps en temps industriel ou en temps standard
Voir Préférences dans Analyze Point.
Modifier le classement des séquences opératoires
Voir Préférences dans Analyze Point.
Vous disposez ici sous forme graphique des différentes progressions suivantes :
Vitesse d’impression/Vitesse
Indique l’évolution de la vitesse d’impression dans le temps. Aucun indicateur de vitesse n’est affiché pour les presses numériques et les machines Data Terminal.
Impressions/Compteur de production

Le diagramme indique l’évolution dans le temps des bonnes feuilles, de la gâche et du compteur de production. Contrairement au compteur de bonnes feuilles, le compteur de production indique le nombre de feuilles d’impression terminées. Par exemple, lorsqu’une feuille d’impression est imprimée en deux opérations l’une pour le recto, l’autre pour le verso (retiration), le nombre de bonnes feuilles est environ deux fois plus important que le nombre indiqué par le compteur de production.
Des informations détaillées relatives à un moment précis peuvent être affichées sous les progressions (). Voir Sélectionner une période précise.
Signification des codes couleur utilisés dans le diagramme

L’arrière-plan des évolutions s’affiche en différentes couleurs. La couleur dépend de l’état de la machine dans une période donnée.
•orange = mise en train (1)
•bleu = en service (2)
•blanc = nettoyer (3)
•bleu clair = inactivité (4)
Tous les autres états de la machine sont représentés par la couleur rouge.
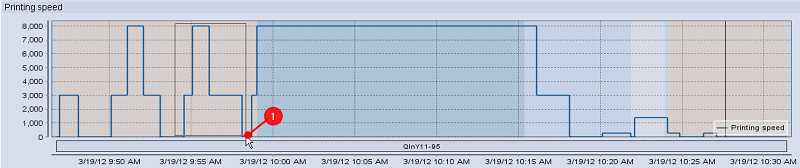
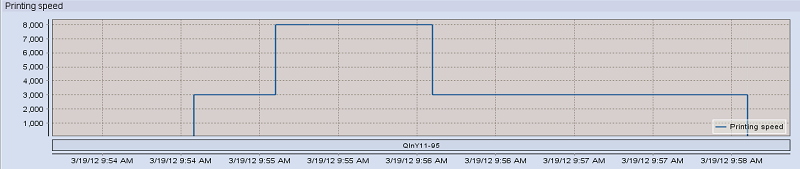
Barre interrompue
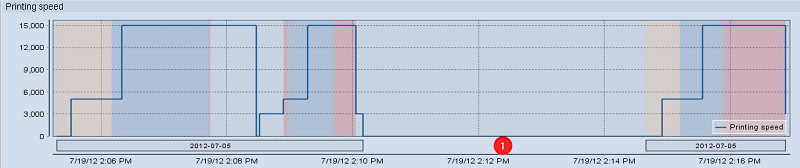
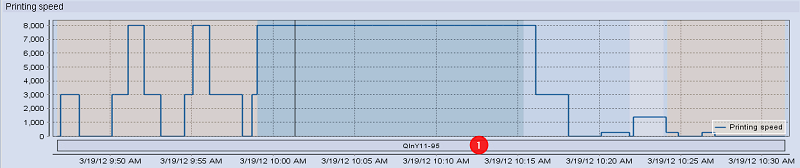
Une barre portant le numéro de la commande est représentée en dessous des évolutions. Cette barre est représentée incomplète lorsque l’opération a été interrompue (1). Dans le cas d’une machine mise hors tension, cette barre n’est pas interrompue (illustration ci-dessous (1)). Dans les deux cas, les compteurs descendent à la verticale sur « 0 » au moment de l’interruption/la mise à l’arrêt.
Machine arrêtée
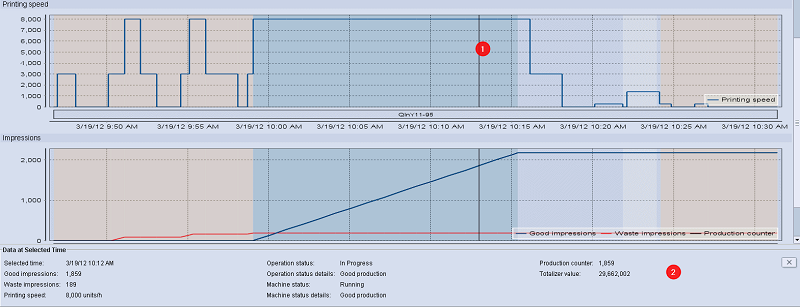
Sélectionner une période précise
A l’aide de la souris, vous pouvez cliquer sur n’importe quel point des courbes. Un trait vertical apparaît alors à l’endroit de la courbe où vous avez cliqué (1). Des informations détaillées sont alors affichées pour le point marqué (par exemple production des bonnes feuilles, gâche et vitesse) (2).
Pour réinitialiser la sélection d’un point, cliquez sur le bouton « X ». Les informations détaillées disparaissent alors de l’affichage.
« Agrandir » une zone précise
Si vous voulez observer plus en détails une zone précise, vous avez la possibilité de zoomer dessus. L’agrandissement (zoom) de zones individuelles s’effectue séparément pour chaque courbe de progression.
1.Pour cela, cliquez avec la souris dans le coin supérieur gauche de la zone qui vous intéresse et maintenez le bouton gauche de la souris enfoncé.
2.Etirez ensuite le rectangle jusqu’au coin inférieur droit de la zone souhaitée et relâchez alors le bouton de la souris (1).


Le « zoom arrière » (réduction) de zones individuelles s’effectue séparément pour toutes les courbes.
Pour effectuer un zoom arrière, vous devez cliquer avec la souris sur la progression de la courbe, maintenir le bouton gauche de la souris enfoncé et déplacer la souris vers le haut, à gauche. Relâchez ensuite le bouton gauche de la souris.