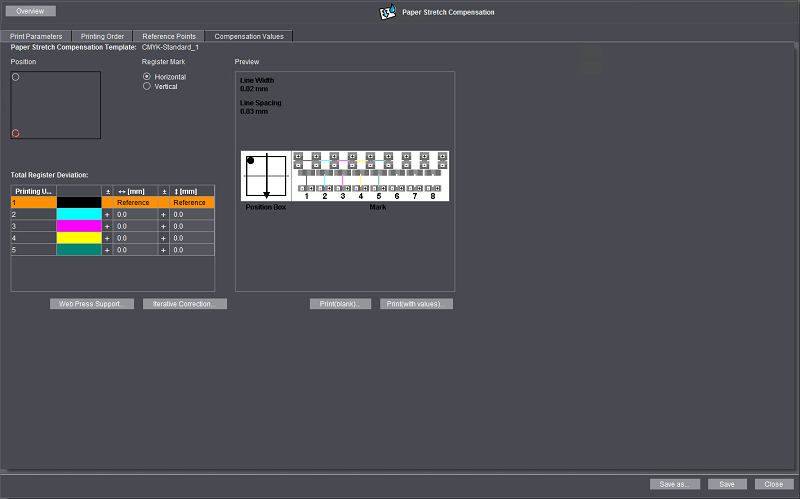
Scheda «Valori di compensazione»
Dopo aver definito i punti di riferimento, annotate nella tabella «Differenza registro totale» i valori misurati per ogni punto di riferimento.
Lettura dei valori di compensazione
Per leggere esattamente i valori di compensazione dovete eventualmente usare una lente d’ingrandimento o un microscopio per riflessione. Se al vostro PC Prinect Cockpit è collegata una stampante (Office), con il pulsante «Stampa(vuoto)» potete far stampare una tabella in cui potete annotare a mano i valori letti. Potete così rilevare i valori senza dover continuamente effettuare immissioni nel Prinect Cockpit. I marchi di misura sono solitamente strutturati come rappresentato nella grafica d’anteprima:

Nota: Per conoscere l’aspetto preciso dei marchi di misura e le istruzioni per determinare i valori misurati, consultate la documentazione specifica fornita con i marchi.
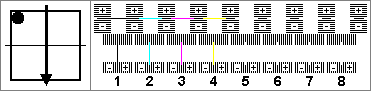
Fino ad 8 unità di inchiostrazione, il marchio di misura contiene una scala orizzontale e una verticale con valori positivi e negativi. Nell’esempio sono stati stampati quattro colori (K,C,M,Y) e il nero è il colore di riferimento. Poiché sia le scale sia la linea di misura nera vengono stampate nello stesso gruppo di stampa, la linea di misura nera è sempre sulla «linea zero». Nel nostro esempio le linee di misura degli altri colori sono sempre spostate verso valori positivi. A seconda della posizione in cui è situato il colore di riferimento nella macchina da stampa, potrete trovare anche dei valori negativi. Il numero delle graduazioni nere della scala che una linea di misura diverge dalla linea zero equivale al valore di lettura intero. Se una linea di misura è collocata tra due graduazioni della scala, da questo valore intermedio risulterà una posizione decimale per il valore di lettura.
Tutti i marchi di misura Heidelberg attuali possiedono la seguente graduazione di scala:
•Spessore linee: 0.02 mm
•Distanza linee: 0.03 mm.

Nota: Per l’esatta descrizione dei marchi e del procedimento per la lettura dei valori misurati, consultate sempre la documentazione specifica che vi è stata fornita con i marchi.

Nota: Se la compensazione raggiunta non dovesse essere sufficiente, potete effettuare una correzione iterativa (vedi Correzione iterativa).
Immissione dei valori misurati
Per l’immissione dei valori misurati procedete nel modo seguente:
1.Selezionate innanzitutto, nel grafico «Posizione», la posizione del marchio di misura che viene letto in questo momento.
2.Mediante clic dell’opzione corrispondente indicate in «Crocino di messa a registro» se il marchio di misura è allineato orizzontalmente o verticalmente (rispetto all’allineamento del foglio nella stampa). Questi parametri vengono visualizzati nell’immagine d’anteprima.
3.Annotate il valore misurato accertato (vedi Lettura dei valori di compensazione) nella tabella «Differenza registro totale». Il colore di riferimento è contrassegnato automaticamente nella tabella, in modo che non esista la possibilità di immettere accidentalmente dei valori misurati. Annotate per ciascuno degli altri inchiostri da stampa il valore misurato orizzontale e verticale. Fate attenzione ad annotare i valori misurati orizzontali e verticali esattamente come vengono visualizzati nel grafico d’anteprima. Nella colonna del segno potete cambiare il segno facendo un clic.
4.Selezionate ora la posizione del prossimo marchio di misura e immettete i valori misurati corrispondenti.
5.Ripetete queste operazioni fino ad aver immesso i valori misurati per tutti i marchi.
Dopo aver immesso tutti i valori misurati, con il pulsante «Stampa(valori)» potete far stampare la tabella con i valori di compensazione per un controllo. Allo scopo, al PC sul quale utilizzate Cockpit deve essere collegata una stampante corrispondente.
Se pensate che la precisione della misurazione di compensazione semplice non è sufficiente, potete aumentare la precisione della misura mediante una (o più) misurazione di compensazione iterativa. A tale scopo, procedete nel modo seguente:
1.Effettuate una misurazione di compensazione e salvate la copia originale di compensazione.
2.Assegnate questa copia originale di compensazione della dilatazione della carta a una sequenza «PageOutput» o «ImpositionOutput» e salvate la relativa sequenza.
3.Fate uscire nuovamente il foglio di riferimento utilizzando questa sequenza e stampate il foglio di riferimento finché è «a colori».
4.Nel Cockpit aprite l’area «Risorse > Compensazione della dilatazione della carta» e aprite la copia originale di compensazione salvata prima.
5.Passate alla scheda «Valori di compensazione» e fate clic sul pulsante «Correzione iterativa». Viene aperta la finestra «Correzione iterativa»:

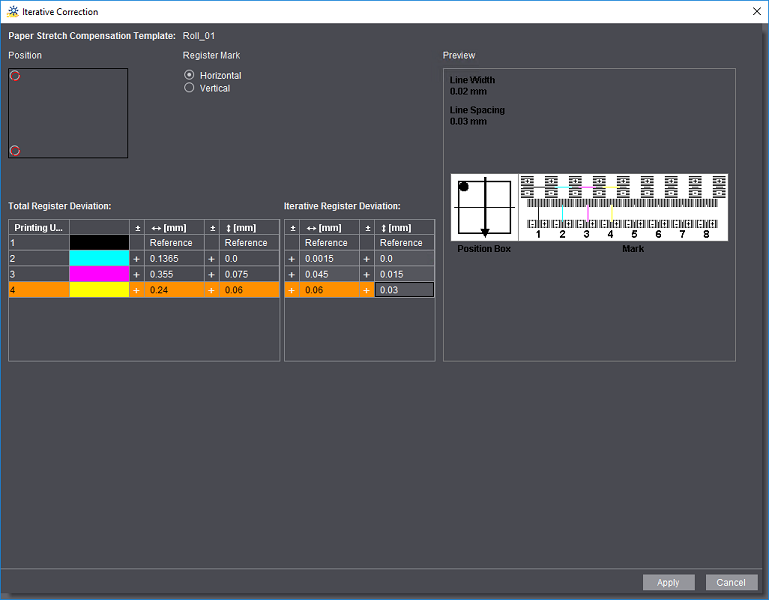
6.Immettete ora i valori misurati nella tabella «Differenza registro iterativa», come descritto nel paragrafo «Immissione dei valori misurati». A scopi di controllo, nella tabella «Differenza registro iterativa» vengono visualizzati i valori cumulativi della misurazione (o misurazioni) salvata prima e della misurazione di correzione iterativa.
7.Per convalidare i valori misurati immessi, fate clic su «Applica». La finestra «Correzione iterativa» si chiude. Nella scheda «Valori di compensazione», la tabella «Differenza registro totale» mostra ora i valori ottenuti con la correzione iterativa.
8.Fate clic su «Salva». La copia originale di compensazione corregge ora con i valori che sono stati determinati mediante la misurazione di correzione iterativa.
9.Per utilizzare la copia originale di compensazione per l’uscita di stampa, assegnatela alla sequenza «PageOutput» o «ImpositionOutput» prevista per la stampa.
Per le macchine da stampa offset a bobina vengono richiesti solo valori di compensazione in direzione X e Y. I valori di compensazione della dilatazione della carta possono essere immessi anche in valori percentuali o in valori percentuali assoluti.

Condizione: Per la stampa offset a bobina devono essere utilizzati solo marchi di misura posizionati negli angoli estremi del foglio di riferimento. Il valore della distanza orizzontale per i marchi situati nel margine sinistro è uguale a zero; il valore della distanza verticale per i marchi situati nel margine destro è uguale alla larghezza piena del foglio. Il valore della distanza verticale per i marchi superiori è uguale all’altezza piena del foglio; il valore della distanza verticale per i marchi inferiori è uguale a zero. Nella scheda «Valori di compensazione», potete accedere alla finestra «Web Press Support» facendo clic sul pulsante «Web Press Support» a condizione che la posizione dei marchi di misura sia conforme a queste prescrizioni.
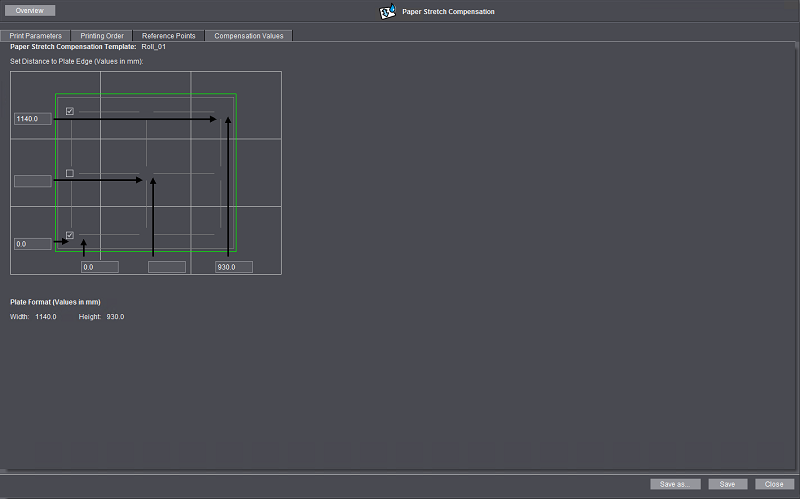
Se la posizione dei marchi è stata indicata correttamente, il pulsante «Web Press Support» nella scheda «Valori di compensazione» è attivo. Per poter immettere i valori misurati dovete prima fare clic sul pulsante.
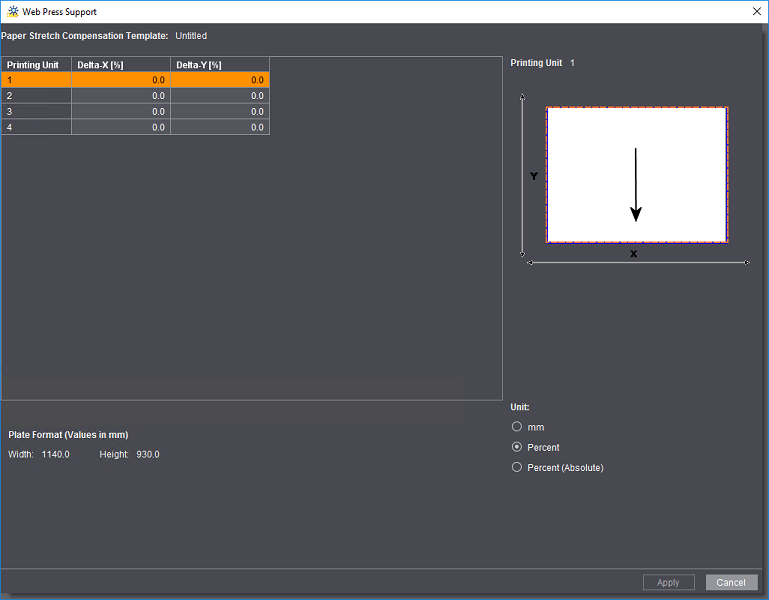
Per la compensazione della dilatazione della carta nella stampa in rotativa offset, i valori di compensazione sono generalmente indicati in percento e non in mm. Nell’area «Unità misura» potete scegliere tra le seguenti unità di misura:
•mm
I valori di compensazione vengono determinati come descritto nel paragrafo Lettura dei valori di compensazione.
•Percento
I valori di compensazione vengono annotati come «Valori percentuali Delta». In questa impostazione, il valore «Delta 0%» indica l’assenza totale di qualsiasi dilatazione della carta. Se p.es. nel secondo gruppo di stampa viene misurata una dilatazione della carta del 0,05%, questo valore viene annotato come valore misurato.
•Percento (assoluto)
In questa impostazione, il valore «100%» indica l’assenza totale di qualsiasi dilatazione della carta. Se p.es. nel secondo gruppo di stampa viene misurata una dilatazione della carta del 0,05%, come valore misurato viene annotato «100,05% assoluto».