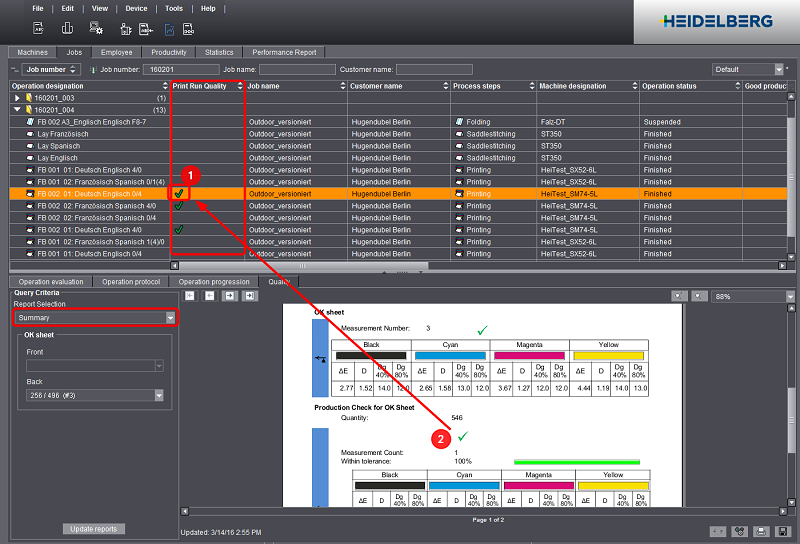
作業工程品質ト"要約"には、プリセットした印刷基準に従って、選択した作業工程の品質評価が表示されます。まず、選択した OK シートを印刷標準のウェット彩度と比較して、印刷標準の公差を使って評価します。次に、本刷り中に、すベての後続の測定を OK シートと比較して、印刷標準の偏差を使って評価します。
"ジョブ品質"以外は、"サマリ"レポートに実際に測定した値が表示されます。
前提条件
前提条件 を参照。
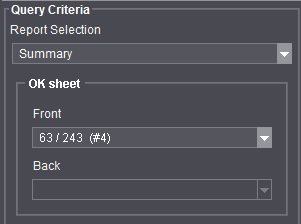
照会基準
ここで、OK シートとして品質評価に使用する測定シートを選択します。作業工程に表面印刷と両面印刷が含まれる場合は、測定用紙を選択できます。
ここで選択した OK シートは次に関係します:
•作業工程品質の"ジョブ品質"と"要約"では、事前設定した印刷標準に従ってOK シートを評価します。
•作業工程品質の"ジョブ品質"と"要約"では、本刷り制御は、選択したOK シートの後で印刷された測定用紙だけを使用します。
デフォルトでは、次の印刷用紙はOK シートとして選択されています:
•プリネクトアクシスコントロールとプリネクトインプレスコントロールの場合:
Prinect 2017までは、最初の用紙は良紙カウンターをオンにした後に選択されます。Prinect 2017以降とPrinect Press Centerバージョン 15B.02は、測色装置のオペレータが OKシートとして定義した印刷用紙が選択されます。定義されていない場合は、最初の用紙は良紙カウンターをオンにした後、自動的に選択されます。
•Prinect Image Control用に適用:
これは、最初の用紙は良紙カウンターをオンにした後に選択されます。
OK シートの表示された値の意味:

•最初の値:
測定時点の良紙の数です。
•次の値:
測定時点の印刷シートの総数(良紙とヤレ紙)です。
•括弧内の値:
測定番号
ここで、選択した作業工程の印刷標準を変更できます。個別の作業工程の印刷標準を変更する を参照。
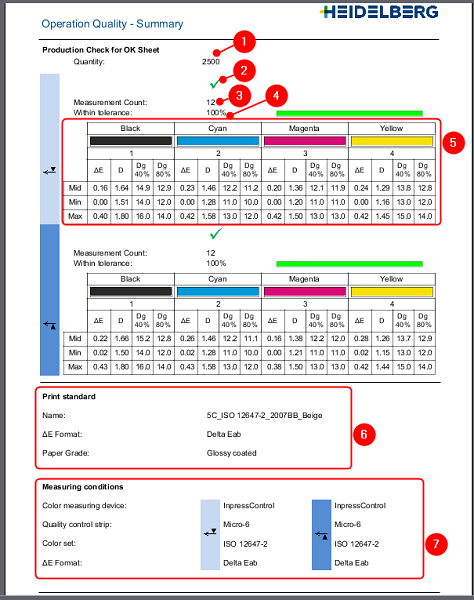
"サマリ"レポート
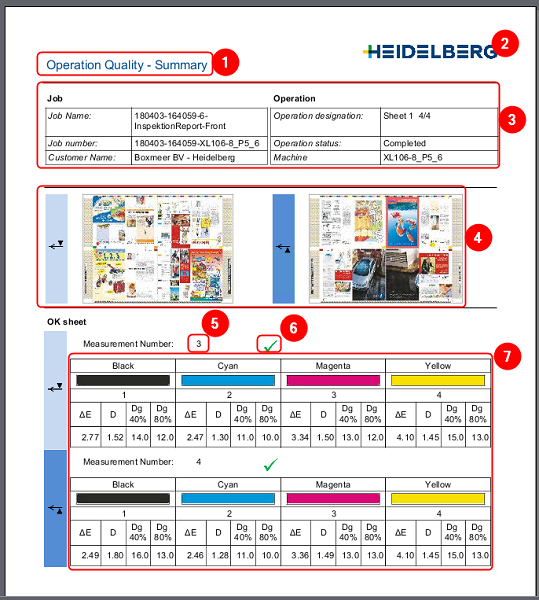
(1) レポートの表題
(2) 選択したロゴロゴ を参照
(3) ヘッダーデータ:
•ジョブについての情報
•作業工程に関する情報
(4) 表面印刷と両面印刷用のサムネイル
OK シート:
•(5) 測定番号:
品質評価に使用した測定シートの番号。通常、最初の測定シートが選択されます。照会基準"OK シート"を使って、左側にあるナビゲーションでを手動でその他のと OK シートを選択できます。
•(6) OK シートの評価:
状態アイコンを使って OK シートを評価します(状態アイコン を参照してください)。OK シートは印刷標準のウェットカラーセットの値と比較して評価します。

注記:ここででテーブルに記載されている測定値だけが評価されます。ドットゲインの測定値がない場合は(セル内のダッシュ"—") 、これは自動的に"OK シート"と評価されます。
•(7) それぞれの色の測定結果が記載された表:
OK シートのそれぞれのカラーについての Delta E、濃度、ドットゲインの測定結果。
·色の下の番号
印刷ユニット番号。
·ローター測定値
この値は選択された印刷標準内の許容値外にあります。
·測定内のダッシュ"—":
この値はカラー測定装置のオペレータが測定しませんでした。
·測定にラボデータが見つかりません!:
測定プロトコルに必要な値がありません。原因: カラー測定は対応しないソフトウェアバージョンで実行されました。前提条件 を参照。
·印刷標準用のデータが見つかりません!:
カラーまたはペーパークラス用の値が印刷標準にありません。
•(8) 測定条件:
使用した印刷標準と使用したペーパークラス
OK シートの継続印刷コントロール:
•(1) 通し枚数:
良好紙の合計数です。
•(2) 本刷りの評価:
状態アイコンを使って継続印刷を評価します(状態アイコン を参照してください)。本生産(良好紙カウンターオン)の間の測定は、OK シートと比較して評価します。すべての作業工程の継続印刷評価のクイックビューのために、"印刷部数品質"列に状態アイコンが表示されます。ジョブ画面での印刷部数品質表示 を参照。

注記:ここででテーブルに記載されている測定値だけが評価されます。ドットゲインの測定値がない場合は(セル内のダッシュ"—") 、これは自動的に"OK シート"と評価されます。
•(3) 測定の数:
継続印刷コントロールの際に考慮される測定シートの数。選択したOK シートの後に測定した測定だけが考慮されます。
•(4) 公差内:
印刷標準に従って OK シートと比較した場合に、許容範囲内にある測定の割合。少なくとも 68% が許容範囲内にある場合は、継続印刷は"OK"と評価されます。
•(5) それぞれの色の測定結果が記載された表:
実施した測定のそれぞれのカラーについての Delta E (ΔE)、濃度 (D)、および、ドットゲイン (TWZ) の平均 (Mid)、最小 (Min)、最大 (Max) 値。
·平均 (Mid)
測定した印刷シートのすべての測定値の平均値
·最小 (Min) と最大 (Max)
測定した印刷シートのすべての測定値の最小平均値と最大平均値です。
まz、それぞれの測定シートの平均値を計算します。次の例で濃度を使って明確にします:
|
測定シート |
平均濃度 |
|---|---|
|
測定シート 1 |
1.73 |
|
測定シート 2 |
1.63 |
|
測定シート 3 |
1.83 |
この例では、シート 2 の平均濃度 (1.63) が最小であり、測定シート 3 の平均濃度 (1.83) が最大です。
·ローター測定値
この値は選択された印刷標準内の許容値外にあります。
·測定内のダッシュ"—":
この値はカラー測定装置のオペレータが測定しませんでした。
·測定にラボデータが見つかりません!:
測定プロトコルに必要な値がありません。原因: カラー測定は対応しないソフトウェアバージョンで実行されました。前提条件 を参照。
·印刷標準用のデータが見つかりません!:
カラーまたはペーパークラス用の値が印刷標準にありません。
(6) 印刷標準
•使用する印刷標準と使用する用紙種類です。印刷標準は変更できます(左のナビゲーションにある"印刷標準"ドロップダウンリスト)。"印刷標準"ドロップダウンリストも参照してください。
(7) 測定条件
作業工程のカラー品質がすばやく確認できるよう、"ジョブ品質"の列に継続印刷コントロールの状態が表示されます (1)。"作業工程品質"要約""レポート(2) に表示されるステータスです。