동영상 튜토리얼: Prinect Press Center에서 시간 기록을 올바르게 수행하는 방법은 다음 동영상에서 확인할 수 있습니다.
Analyze Point - 시간 기록 및 시간표시
시간 분석을 사용하여 업체에서 프로세스를 평가하는 데 사용할 수 있는 보고서를 얻을 수 있습니다. 보고서는 기계에 축적되는 모든 시간을 완벽하게 나타냅니다. 이를 통해 예를 들어 기계 중지를 정확하게 확인하거나 경우에 따라 대응 조치를 실행할 수 있습니다.
다음 그림은 시간 분석의 한 예를 보여줍니다. 구성은 업체마다 다를 수 있다는 점에 유의하십시오.
올바른 시간 분석을 위해서는 정확한 구성 외에도 특히 사용 중인 작업 방식이 중요합니다. 이는 모든 시간이 기계 조작자를 통해 올바르게 처리되어야 함을 의미합니다(예: 우량 시트 카운터 누르기, 수동 PDC 버튼 누르기, 공정 종료). 기계에서 시간 기록이 어떻게 전달되는지 알아보기 위해 아래에서 개별 구성 요소의 관계가 설명됩니다.
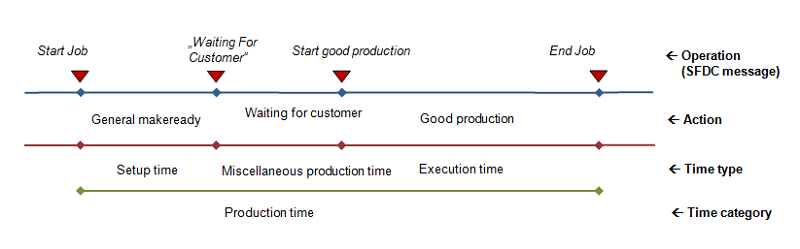
기계에서는 기계 조작자를 통해 수동으로 또는 기계 작업(PDC 메시지)을 통해 자동으로 처리됩니다(예: 기본 설정 시작, 제품 생산 시작).
조작 사이의 간격은 공정으로 "전달됩니다". 옵션이 표시되면, 새 공정이 시작됩니다. 다음 조작이 기계에 실행되면 이 공정이 종료됩니다. 공정이 할당되지 않은 조작은 예외입니다. 이는 일반적으로 자동 조작에 해당합니다. 이 경우에는 조작 실행 시간이 지난 공정 시간에 추가됩니다.
공정은 나중에 기계 조작자의 일지에 표시되고 작업의 길이에 대한 정보를 제공합니다(직원 참조).
시간 분석을 위해 공정이 시간 종류 및 시간 범주에 할당됩니다(이 구분은 예를 들어 기계 평가, 공정 평가 등의 시간이 분석되는 Analyze Point의 모든 곳에서 중요합니다.). 이를 통해 시간이 생산적 시간 및 비생산적 시간으로 분류됩니다. 이는 더 긴 기간 동안의 작동 프로세스 평가에서 도움이 됩니다.
기계에서 시간 분석을 위해 시간을 전달하기 때문에, 기계에서 시간이 올바르게 처리되어야 한다는 것이 명백해집니다(우량 시트 카운터 누르기, 수동 PDC 버튼 누르기, 공정 종료 등). 이를 통해서만 마지막에 의미 있는 시간 분석이 Analyze Point에 표시될 수 있습니다. 시간이 너무 늦게 또는 전혀 처리되지 않으면 보고서를 활용할 수 없습니다.
다음에서는 시간 범주와 시간 종류의 의미에 관해 설명합니다. 여기에서는 기본 구성된 시간에 관해서만 다룹니다. 이 구성은 독일 인쇄미디어연합(BVDM)의 지침에 따른 것입니다.
기본적으로 다음 시간 종류, 시간 범주 및 공정이 기본 구성되어 있습니다.
|
시간 범주 |
시간 종류 |
공정 |
|---|---|---|
|
완료 시간 |
셋업 시간 |
기본 준비 |
|
실행 시간 |
제품 생산 |
|
|
기타 완료 시간 |
- |
|
|
보조 시간 |
보조 시간 |
- |
|
작업 중단 시간 |
작업 중단 시간 |
일시정지 |
완료 시간
완료 시간은 발생하는 작업의 생산과 직접 관련되어 소비되는 시간입니다. 쌓인 모든 시간은 생산 시간입니다. 셋업 시간, 실행 시간, 기타 완료 시간으로 구분합니다.
•셋업 시간
셋업 시간은 작업 실행을 위한 생산 기계 설정에 사용됩니다.
•실행 시간
실행 시간은 제품을 만드는 데 필요합니다.
•기타 완료 시간
기타 완료 시간은 셋업 시간과 실행 시간은 아니지만 작업에 직접 할당할 수 있습니다. 예를 들어 건조 시간이나 고객 대기 시간이 여기에 해당됩니다.
고객에 의해 생긴 대기 시간은 "기타 완료 시간"에 포함됩니다.
보조 시간
보조 시간은 가동 준비를 실행하고 유지하는 데 사용되는 시간입니다. 이 시간은 작업과 직접 관련이 없습니다.
보조 시간의 예:
•용지 또는 인쇄판 대기와 같은 조직상의 장애.
•기계 대기 및 기계 수리와 같은 기술상의 결함.
•블랑켓 교체, 준비, 셧다운과 같은 작업장 관련 보조 시간.
작업 처리 오류에서 발생한 대기 시간은 보조 시간에 포함됩니다(용지 또는 인쇄판 대기).
작업 중단 시간
작업 중단 시간은 근무 시간 중 생산성이 없었던 시간입니다.
작업 중단 시간의 예:
•일시정지
•경영 회의
•작업 부족으로 인한 작업 중단 시간
누락된 작업 때문에 발생한 대기 시간은 작업 중단 시간에 포함됩니다.
기계 생산성에 대한 보고서 생성을 참조하십시오.
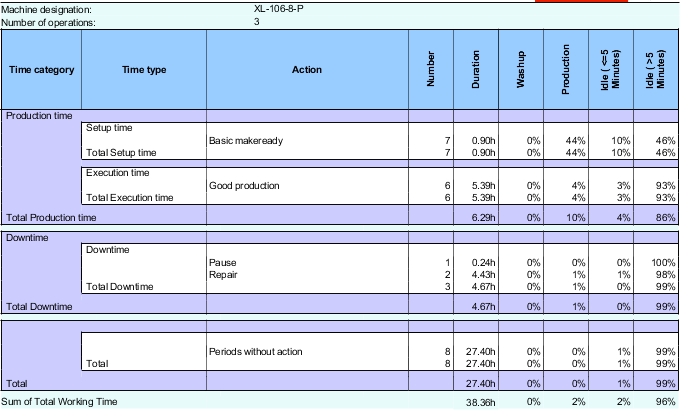
보고서 생성 후 오른쪽 페이지에 시간 분석이 표시됩니다. 각 표는 정확히 한 기계에만 해당됩니다. 왼쪽 페이지에서 여러 기계를 선택한 경우에는 화살표 키를 사용하여 다음 기계로 이동할 수 있습니다.
일반 정보(표 헤더)
표 헤더에는 기계 이름 및 선택된 기간 동안 처리된 공정 수가 표시됩니다. 공정 수에 소수 자리가 있으면 공정의 일부만 선택된 기간에 놓여 있는 것입니다. 이 부분만 시간 분석에서 고려됩니다.
공정이 있는 기간 동안의 시간 분석
올바른 시간 기록은 항상 하나의 공정과 관련되어 있습니다. 이 시간은 표에서 시간 종류 및 시간 범주로 그룹화됩니다.
열에서 백분율은 기계 상태의 부분(몫)을 나타냅니다.
열에 관한 설명:

참고: 세척, 판 교환, 생산, 유휴 시간을 위한 <= 5분과 유휴> 5분은 각각 공정 과 각각의 시간 종류 및 시간 범주에 퍼센트로 비례 배분됩니다. 예를 들어 "세척"은 기본 설정 또는 "제품 생산"에서 실행될 수 있습니다. 세척 시간은 공정과 관련하여 분석됩니다.
|
열 이름 |
설명 |
|---|---|
|
시간 범주 |
시간 종류 그룹. 각각의 시간 범주는 총 시간을 각각 표시합니다. |
|
시간 종류 |
기록된 공정에 나열된 시간 종류 표시. |
|
공정 |
기록된 공정 이름. |
|
수 |
보고 시간에 나타나는 수 보고 시간 외에 공정이 시작되거나 종료되면, 이 수에는 이 공정도 포함됩니다. |
|
소요 시간 |
산업 시간 내 보고 시간에 기록된 동일한 공정의 모든 소요시간. 보고 시간 외에 공정이 시작되거나 종료될 때, 이 시간은 비례 배분에 따라 계산됩니다. |
|
세척 |
자동 세척 프로그램 과정의 소요 시간 참고: 세척이 병렬적으로 진행되면 기계 상태 시간 표시의 퍼센트 값 총합이 동일하지 않게 100%일 수 있습니다. |
|
판 세척 |
자동 판 세척 시스템에서 판 세척 소요 시간 참고: 판 세척이 병렬적으로 진행되면 기계 상태 시간 표시의 퍼센트 값 총합이 동일하지 않게 100%일 수 있습니다. |
|
생산 |
우량 시트와 파지 시트 생산 소요시간 |
|
유휴 <= 5분 |
5분 까지의 기계 중지나 유휴 시간 5분은 변경할 수 없습니다. |
|
유휴 > 5분 |
5분 이상의 기계 중지나 유휴. 시간 5분은 변경할 수 없습니다. |
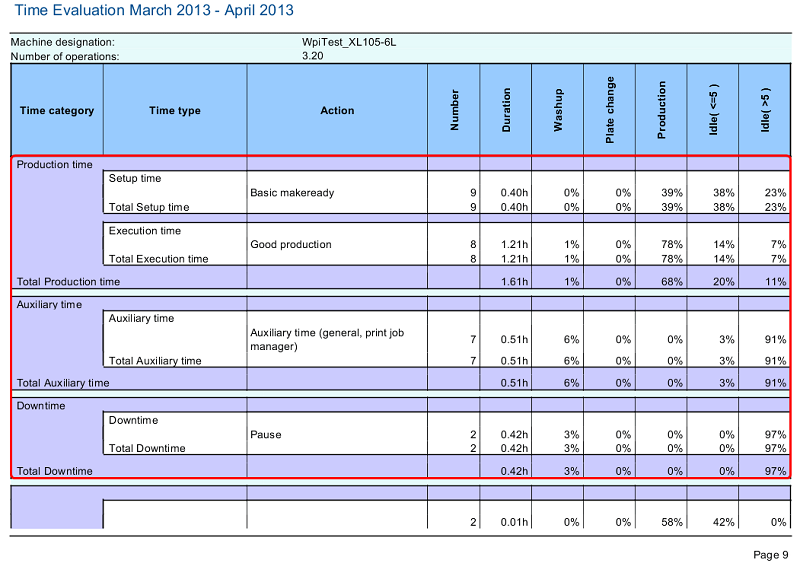
공정이 없는 기간 동안의 시간 분석

표 끝부분에 공정이 없는 모든 기간이 나열됩니다. 이 영역의 값이 높으면 시간 기록이 올바르게 수행되지 않았음을 의미합니다. 원인에 관해서는 여러 기간에 공정이 할당되어 있지 않은 이유를 참조하십시오.
공정에 할당되지 않은 시간이 발생하는 것에는 여러 원인이 있을 수 있습니다. 이 처리에는 다음의 사항이 포함됩니다.
•작업이 처리되지 않거나 공정이 취소되지 않고 기계가 켜졌을 수 있습니다.
•공정은 시간 종류에 대한 할당 기능을 갖고 있지 않습니다.
이 경우 공정이 이미 생성되어, 시간 종류에 대한 할당을 수행해야 합니다. 자세한 내용은 시간 종류를 시간 범주에 할당하기을 참조하십시오.
•공정은 시간 종류에 할당이 있으나, 시간 범주에는 할당이 없습니다.
이 경우에는 시간 범주에 시간 종류를 할당해야 합니다. 자세한 내용은 시간 종류를 시간 범주에 할당하기을 참조하십시오.
•시간에는 정의된 공정이 없습니다.
설명: 예를 들어 자동 세척처럼 자동으로 기계에 의해 표시된 조작(PDC 메시지)은 일반적으로 공정에 할당되지 않습니다. 이런 메시지는 새로운 공정을 실행하지 않아도 되고 이전 공정에 추가되기 때문에. 이것 또한 정확합니다.
그러나 이 메시지가 공정 관련 데이터 없이 취소되면, 이 시간은 할당되지 않습니다. 한 주가 끝날 때 기계의 다시세척이 전형적인 예입니다.

참고: 관견 데이터 없는 작업을 자주 실행하면, 여기에 새 공정을 정의하십시오.
Heidelberg에서는 다음의 기본 구성된 시간 분할을 제공합니다.
|
시간 범주 |
시간 종류 |
공정 |
|---|---|---|
|
완료 시간 |
셋업 시간 |
기본 준비 |
|
실행 시간 |
제품 생산 |
|
|
기타 완료 시간 |
- |
|
|
보조 시간 |
보조 시간 |
- |
|
작업 중단 시간 |
작업 중단 시간 |
일시정지 |
업체에서 이 시간 분할을 잘 다루지 못하는 경우 운용 데이터 수집 프로젝트의 범위 내에서 이 분할을 확장하는 것을 권장합니다. 이에 관해서는 SSU의 Prinect 서비스로 문의하십시오.
다음 단계는 원칙적으로 시간 분석에 대해 기계 상태에서 새 버튼(PDC 메시지)을 정의하기 위해 필요합니다.
1.새 공정을 정의해야 합니다(예: 재료 대기).
새 공정(PDC 메시지) 생성을 참조하십시오.
2.해당 작업(PDC 메시지)을 정의하고 이전에 생성된 공정에 할당해야 합니다(작업의 이름은 공정과 동일해야 합니다.).
새 공정(PDC 메시지) 생성을 참조하십시오.
(3).경우에 따라 새 시간 종류를 생성해야 합니다. 이는 새 PDC 메시지가 기존 시간 종류에 할당될 수 없는 경우에만 필요합니다.
시간 종류를 시간 범주에 할당하기을 참조하십시오.
4.새 PDC 메시지를 해당 기계에 할당해야 합니다.
조작 할당을 참조하십시오.
(5).PDC 메시지가 기계에 나타나지 않으면 PDC 구성을 새로 동기화하십시오. 이 단계는 서비스 기술자만 수행할 수 있습니다.
동기화 수행을 참조하십시오.
이제 PDC 메시지가 기계에 표시되고 기계 조작자가 처리할 수 있습니다. 시간이 정확하게 기록되려면 항상 작업 전에 조작을 처리해야 합니다.