视频教程:下列视频将向您介绍如何在 Prinect Press Center 上正确记录时间:
分析点 — 时间记录和时间显示
可借助时间分析获得一个报告,在该报告中可分析您的企业中的进程。报告给您一个在您的机器上连续累积的时间显示。由此可以例如精确追踪设备停止情况,并在必要时采取应对措施。
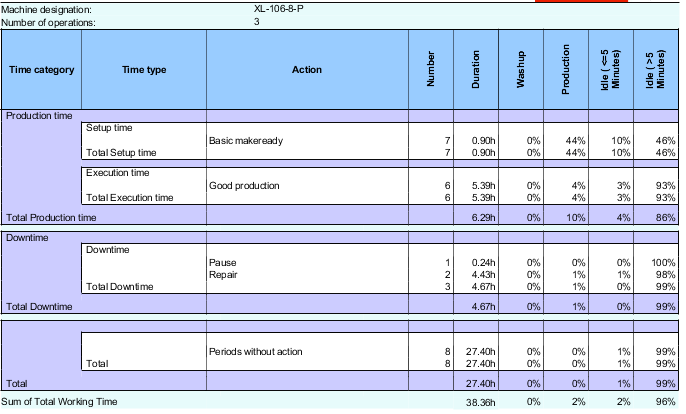
下图显示的是一个时间分析示例。请注意:您企业的配置可能有所不同。
为了能正确分析时间,除了正确的配置之外,企业的工作方式也很重要。这意味着:机器操作员必须正确停止所有的时间(例如按下合格印张计数器、按下手动 BDE 按钮,结束工序)。为了能追踪如何在机器上转换时间收集信息,将在以下内容中介绍各部件之间的关系。
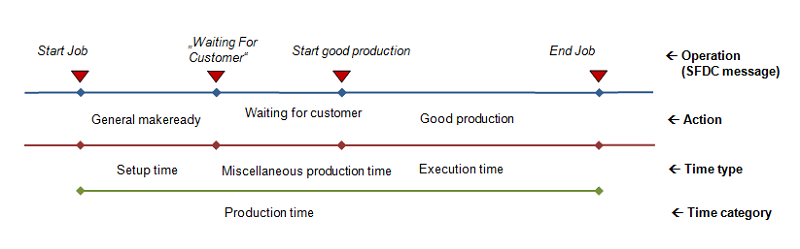
在机器上通过机器操作员手动停止或通过机器操作程序(BDE 信息)自动停止(例如开始基本准备、开始合格品生产)。
操作之间的间隔被"转换"成工序。如果操作停止运行,则开始执行一个新的工序。一旦装置上的下个操作停止运行,该工序就结束。没有分配工序的操作属于例外情况。通常用于自动操作。在这种情况下,执行操作后的时间加上之前的工序时间。
随后可以在机器操作员的每日记录中找到这些工序,并给出操作的持续时间(参见 工作人员)。
进行时间分析时会为一个时间类型和一个时间类别分配工序(在分析时间的分析点中这种分配随处可见,例如在机器分析中,工序分析中等)。由此以生产率而非生产时间对这些时间加密。在分析长时段的工作进程时这很有帮助。
以从机器时间转换到时间分析为基础很容易看出:必须在机器上正确停止时间(按下合格印张计数器、按下手动 BDE 按钮,结束工序等)。只有这样,才能在结束时在分析点中出现一个具有说服力的时间分析。如果时间停止过晚或根本不停止,则报告不可用。
我们将在以下内容中介绍时间类别和时间类型的含义。对此我们仅谈论预配置了的时间。该配置以德国联邦印刷和媒体协会的指令为依据。
默认情况下预配置的是下列时间类型、时间类别和工作流程:
|
时间类别 |
时间类型 |
工作流程 |
|---|---|---|
|
生产时间 |
准备时间 |
基本准备 |
|
执行时间 |
合格品产量 |
|
|
其它的生产时间 |
- |
|
|
辅助时间 |
辅助时间 |
- |
|
故障时间 |
故障时间 |
暂停 |
生产时间
生产时间是指直接与生产活件相关的时间段。所有的时间都是生产时间。它包括准备时间、执行时间和其它的生产时间。
•准备时间
准备时间是指用于安装执行任务所需的生产装置的时间。
•执行时间
生产产品需要执行时间。
•其它的生产时间
其它的生产时间是指可以直接分配活件的非准备时间和非执行时间。例如,其中包括干燥时间或等待客户的时间。
由于客户的原因而导致出现的等待时间也属于其它的生产时间。
辅助时间
辅助时间是指引起和保持运行准备状态所用的时间。该时间与活件没有直接关系。
辅助时间示例:
•组织故障,例如等待纸张或印版。
•技术故障,例如,保养和维修机器。
•与工位相关的辅助时间,例如,更换橡胶布、改装和卸装。
如果是由于调度错误而出现的等待时间(等待纸张或印版)也是辅助时间。
故障时间
故障时间是指在工作班次期间没有带来生产效率的时间。
故障时间示例:
•暂停
•员工大会
•由于缺少活件而停产时间
由于缺少活件的原因而导致出现的等待时间也属于故障时间。
在创建了报告之后,在右侧显示出时间分析。每个表格精确针对某台机器。如果在左侧选择了多个机器,则可通过方向键切换至下一机器。
一般信息(表格表头)
在表格表头中显示的是机器名称和所选时段内已处理的工序数。如果工序数量后有一个小数位,则工序仅有部分位于所选时段内。在进行时间分析时仅考虑该部分。
带工序的时段的时间分析
正确的时间收集始终基于工序进行。这些时间在表格中被分成时间类型和时间类别组。
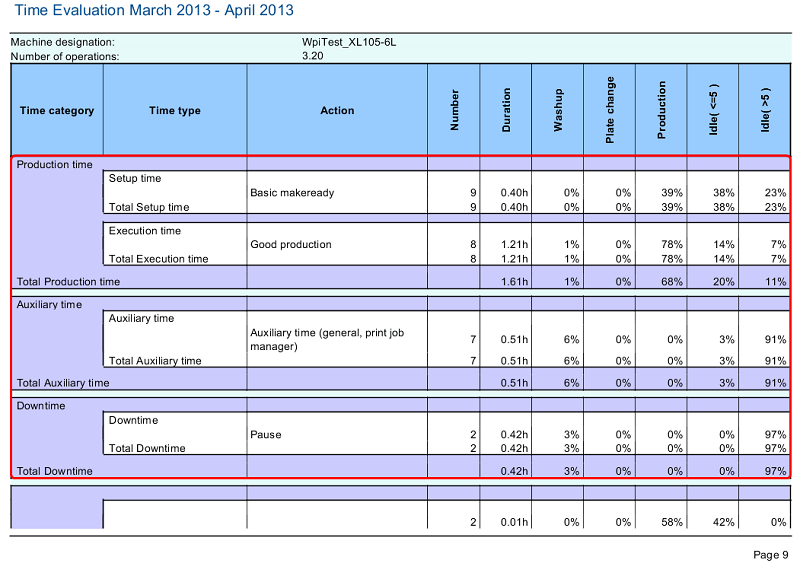
列中的百分比值表示的是机器状态比例。
列的解释:

提示:清洗、印版更换、生产、空转 <= 5 分钟和空转 > 5 分钟的时间用每个工序以及每个时间类型和时间类别所占的比例 (%) 显示。例如,在基本设置时可以"清洗",或者在"合格品生产"中。然后,该清洗时间就是与工序相关的时间。
|
栏名称 |
说明 |
|---|---|
|
时间类别 |
时间类型组。每个时间类别显示各自的总时间。 |
|
时间类型 |
时间类型显示分配给采集的工序的时间。 |
|
工作流程 |
采集工序的名称。 |
|
数量 |
在报告时间段内的工序数量。如果工序开始或者结束不在报告时间段内,该工序也计算在内。 |
|
持续时间 |
所有在报告时间段内采集的相同的工序的持续时间(工业小时)。如果工序开始或者结束不在报告时间段内,该时间按比例计算。 |
|
清洗 |
执行自动清洗程序的持续时间。 提示:如果同时进行清洗,装置状态的时间总百分比数可能会不等于 100%。 |
|
印版更换 |
在自动运行印版更换系统时,印版更换的持续时间。 提示:如果同时更换印版,装置状态的时间总百分比数可能会不等于 100%。 |
|
生产 |
生产合格印张和不合格印张的持续时间。 |
|
空转 <= 5 分钟 |
装置停机或空转最长时间为 5 分钟。5 分钟时间不可变。 |
|
空转 > 5 分钟 |
机器停机或空转时间超过 5 分钟5 分钟时间不可变。 |
无工序的时段的时间分析

在表格末尾执行所有无工序的时段。该区域中的大数值表示未正确执行时间收集。可能的原因请参见 为什么没有为工序分配一些时段?。
没有为工序分配时间的原因有很多。包括:
•装置已开启,但未处理活件,或者未进行操作。
•工序未分配时间类型。
在这种情况下,已经添加工序,还必须按照时间类型分类。见为时间类别分配时间类型。
•工序已按照时间类型分类,但是未按照时间类别分类。
在这种情况下,必须将时间类型按照时间类别分类。见为时间类别分配时间类型。
•时间有未定义的工序。
说明:由装置自动中止的操作(BDE 报告)(例如自动清洗),通常是因为未分配工序。这样也是正确的,因为这些报告不会执行新的工序,而是与以前的叠加。
如果这些报告中止且与任务无关,则时间未分类。典型的示例就是周末装置的刷洗。

提示:如果您经常安排无相关任务的工作,请定义一个新的工序。
海德堡提供下列预配置了的时间设置:
|
时间类别 |
时间类型 |
工作流程 |
|---|---|---|
|
生产时间 |
准备时间 |
基本准备 |
|
执行时间 |
合格品产量 |
|
|
其它的生产时间 |
- |
|
|
辅助时间 |
辅助时间 |
- |
|
故障时间 |
故障时间 |
暂停 |
如果该时间分配无法满足您的企业需求,则我们建议在工作数据采集项目框架内扩展该分配。对此,请联系您的 SSU 的 Prinect 售后服务人员。
在机器控制台上定义一个新的时间分析按钮(BDE 信息)时,原则上需要下列步骤:
1.必须定义一个新的工序(例如等待材料)。
见新建工序(BDE 报告)。
2.必须定义一个相关的操作(BDE 信息)并分配给之前创建的工序(操作的名称应当与工序名称相同)。
见新建工序(BDE 报告)。
(3).必要时创建一个新的时间类型。仅当新的 BDE 信息不可分配给现有时间类型时,才需要它。
见为时间类别分配时间类型。
4.必须给相应的机器机器分配新的 BDE 信息。
见操作的分配。
(5).如果在机器上未出现 BDE 信息,则重新同步 BDE 配置。仅售后服务技工可以执行该步骤。
见进行同步。
现在,机器上出现 BDE 信息并可以通过机器操作员中止。必须始终在各项工作开始之前中止该操作,以便正确采集时间。