
子活件已优化并被放置到一个或多个印张上。

子活件中的某些 1up 没有按照优化时的规定放置,因为它们被手动删除。其他印张的印次可能改变。

单个活件未放置在其中一个印张上,因为该印张被设置为“未激活”。

单个活件未放置,因为所属印张由于评估太差被删除。

未放置该子活件的 1up。
“优化”工作步骤包含大量参数设置方法。原则上建议您在预置参数中一次性定义已知的成本参数,在个别情况下只需借助滑动控制器根据活件调整出优化的放置方案。为了优化显示,可关闭成本参数(三角形按钮)。
处理组活件时,通常选择多张印张优化选项。
根据多印张优化方式的不同,可设定的参数有些微区别。
可为活件输入印张优化参数或加载选择的参数组(“印张优化参数”按钮)加载。某些参数也可在“印版模版”和“纸张(承印材料)”资源中定义,然后载入(“使用印版模版中的优化参数”选项)。通过将这两种方法组合,无需再创建大量参数组,可直接将某些印版和纸张的成本和条件输入到源印版和纸张中。
此外还新增了一个功能:可在活件中定义多个印版模版的参数,在优化时计算所有这些参数。这种情况下必须在印版模版中定义优化参数。包含最佳优化值的印版模版被使用并显示在“结果”工作步骤中。
下面是“优化”工作步骤中的功能说明以及操作提示:
导入的单个活件或 PDF 列表,可排序。
若您双击“交货数量”列中的文字栏,可以为该活件另输入一个交货数量。再次点击“优化”按钮后,图形窗口中的显示发生相应变并重新计算“优化结果”。
表格中显示哪些列取决于选择的优化模式(没有版式规定、有版式规定、包装)。
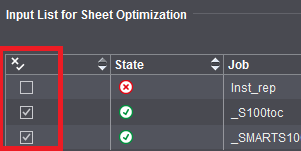
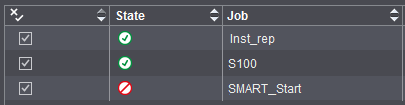
“状态”列显示每次优化后关于所有子活件放置的最新信息:
|
|
子活件已优化并被放置到一个或多个印张上。 |
|
|
子活件中的某些 1up 没有按照优化时的规定放置,因为它们被手动删除。其他印张的印次可能改变。 |
|
|
单个活件未放置在其中一个印张上,因为该印张被设置为“未激活”。 |
|
|
单个活件未放置,因为所属印张由于评估太差被删除。 |
|
|
未放置该子活件的 1up。 |
通过“激活”列可针对优化禁用和重新启用单个活件。
“流程顺序”列
GangPart 以您在导入时选择的顺序被列入组活件。流程顺序规定了点击“优化”后各个活件部分转发给优化程序的顺序。
特别是对于大小和交货数量不同的 GangPart 而言,流程顺序在实际生产中对优化结果无影响或影响很小,因为其他标准比如印版和印张的利用率更重要。
而对于类似活件而言,1up 在优化的印张上的排列根据流程顺序的不同可能不同。
如果选择了“流程顺序”列,可借助箭头按钮移动当前标记的 GangPart,从而改变流程顺序。
其他功能:
•通过调出快捷菜单并选择“从组活件中移除单个活件”可将单个活件或折页重新移到组活件文件夹中 (GangPool)。相关信息请参阅下一个大标题下的描述或针对组活件导入活件…… 。
•双击交货数量可打开一个窗口,在该窗口中可编辑交货数量。
•将单个活件拖 & 放到图形窗口的“印张”标签页下。
关于 Grouping 表的排序,请参阅用 Grouping 表工作 。
通过“收集……”按钮可随时从 GangPool 中导入客户数据。
Grouping 表中的单个活件如果被从印张中移除,则自动重新出现在 GangPool 中(“针对组活件导入活件”窗口)。
包装活件列表
在包装活件中,表内还额外显示各自分配的轮廓。前面的一个“0”表示,目前没有载入带该轮廓的模切。如果在这种情况下按下“一般”优化按钮,则无法以当前设置进行优化,您将收到一条错误信息。
然后可通过 Prinect Signa Station 搜索匹配的模切。随后在“打开模切”对话框最后选定的目录中,搜索准确匹配的模切。如果成功,则执行优化,否则“优化结果”栏内出现一条提示,没有为所有包装物件分配轮廓。
如果已载入模切,但单个物件尚无分配,您可通过快捷菜单在相应的表格行上进行分配。
通过表右边的按钮可改变产品在表中的顺序。产品在表中的排序决定了它们在印张上的排列。如果更改了产品的排序,必须接着进行优化,以便使更改生效。
如果想把 PDF 文件导入组活件中,则请选择此选项。
如果想把模切导入组活件中,则请选择此选项。
用热文件夹工作必须存在 CSV 或 XML 格式文件的活件说明数据和采用定义结构的内容文件(PDF 文件)。
在“正常情况”时,这些数据由“MIS”或“Prinect Integration Manager”创建和提供。
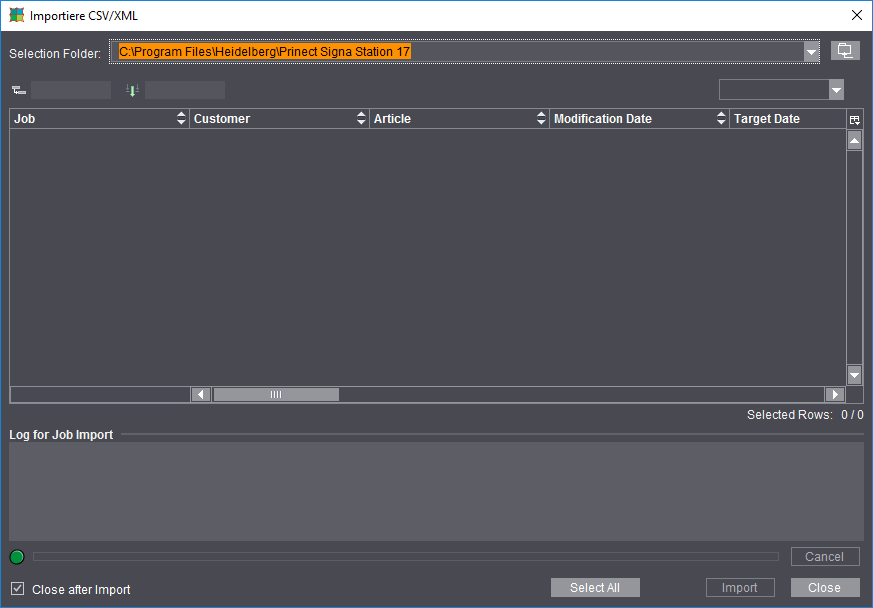
为“PDF 导入”定义一个新的拼版单元,然后导入它。
如果勾选了“规定日”选项,优化时考虑该选项。此外,勾选了该选项时会显示当前的规定日。
可通过更改按钮打开“更改规定日”对话框。可输入相对日期或绝对日期:
•在“天数”文本框中输入距当前日期多少天后开始优化。正数代表未来日期,负数代表过去的日期。
•通过日历可选择一个指定日期。
通过这两种输入方式改变两种不同形式的规定日。
可输入的最大天数为 99 或者 -99。
输入的天数总是从当前天数开始计算。意思是,输入一个规定日时,比如输入“2 天后”,会保存数字“2”。如果要在未来的一个时间点重新使用活件,规定日相应推移。
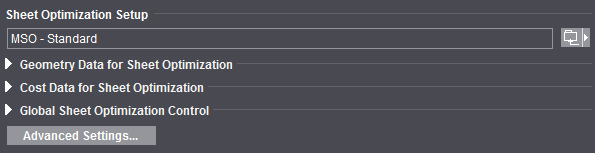
默认情况下针对所有活件使用在预设置中“印张优化的默认设置”下选择的优化。通过右边的组合按钮可以调用预定义的印张优化参数组专门用于当前打开的活件。
选择的参数组的名称显示为斜体。这样您随时都知道被用于优化的是哪些资源。
主要参数可分为下列几组:
•“几何参数”(页边空白)
•“成本参数”(一般印刷准备和每个分色的印刷准备,每 1000 印张的费用)
•“全局控制”(“更少印版”<>“更少印张”滑动控制器)
在“预设置”的“用户界面”下可定义这些组别是默认关闭还是打开显示。也可设定是否要完全隐藏一个或多个组别。
如果参数与预设置不同,在关闭时会显示一个黄色警告三角形。
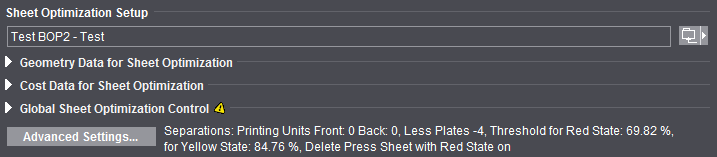
“其他设置……”按钮旁还会显示被应用的资源的所有与默认参数不同的参数。如果编辑其中一个选项或改变滑动控制器的位置,则以斜体显示的参数组过时,不再显示。更改后的数据被用于优化激活的活件并保留。
关于各参数的其他信息见:
左/右/下/上边
通过这些页边空白,您可以创建一个放置 1up 的矩形。如果您不改变默认值“0”,矩形的尺寸和纸张一样大。通过输入页边空白值您可以相应地缩小矩形。
如果您在左边、右边和上边设置了标记的话,您必须为这些标记设置页边空白。
输入成本参数时,优化器可以提供成本最低的结果。
例如:
如果印刷准备(包括印刷设备的添置)的成本高于具有可比性的纸张成本,则优化器会得出印张最少,但废纸较多的优化结果。
通过这些参数可以将固定和可变成本用作计算。
这些数值由用户输入,也可以仅使用材料数值。可根据企业经营理念作出决定。

提示:这里的成本并不是具体货币形式的成本,而只是相对值。
印刷准备(广义)
一个印版组的成本应考虑到印版材料、印版的曝光和检验以及印刷准备、清洗、上版和打样等因素。
印刷准备(每个分色)
由于此时不一定知道颜色,因此只能由操作人员区分。
承印材料(每 1000 印张)
1000 个未印刷、但通过印刷机的印张的成本。
通过滑动控制器可控制优先级,即要使用更少印版还是更少印张。数字只反应在算法中的权重,除此之外没有任何意义。

提示:有时滑动控制器无法有效改进所有活件的优化结果。此时,结果保持不变。
通过“其他设置”按钮可调出所有其他设置项,这些设置项也出现在“印张优化参数编辑器”中,用于创建模版。“印张优化参数”分组到“一般”、“几何尺寸”、“成本”和“评估”标签页。
该对话框中进行的更改有直接影响,也就是说输入的数值立即被采用,事前不通过 OK 键确认。如要保存数值,点击“OK”关闭对话框。如要取消更改,点击“取消”或关闭图标退出对话框。
“一般”标签页
使用印版模版中的优化参数
勾选该选项后会使用“印版模版”和“纸张(承印材料)”资源中的优化参数并相应显示这些参数。如果在活件中定义了多个印版模版或纸张,则解决方式如下:
•印版模版
检查在活件中定义的所有印版模版的各个参数值的有效性并将它们进行相互对比。如果所有印版模版的数值都有效且相同,则在相应的输入栏中显示该相同数值。
如果检查到无效或者不相同的参数值,则在相应的输入栏中不显示数值,而显示“不同”字眼。
同时,输入栏的 Tooltip 显示该参数的所有不同值。
这些数值无法更改。
如果无印版模版,则显示活件数据中的值。
•纸张
检查所有纸张的参数值是否存在。如果是,则优化时选择其中一个值。为了更加明确,输入栏中的数值以“蓝色”显示。但显示的数值不被用于优化。
如果检查出一张或多张纸张的参数值缺失,则以普通颜色在输入栏中显示一个存在的值,如果拥有该值的纸张的优化结果最好,则使用该值。
同时,输入栏的 Tooltip 显示该参数的所有不同值。
这些数值可以更改。更改后的参数不会保存在印版模版中的纸张中,而是保存在活件数据中。
优化
根据模版可预设置优先的方向。
在优化过程中,拼版单元按照尺寸大小组合。同样尺寸的拼版单元连续的组成一个所谓的“线带”。如果可能的话,大一点的拼版单元总是尽量地放置在左边。放置总是从左下角开始。
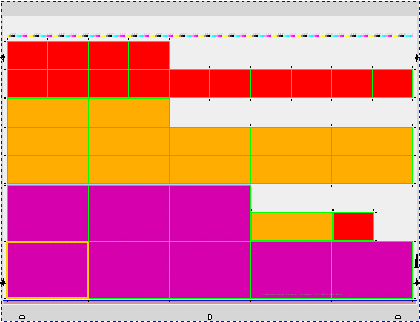
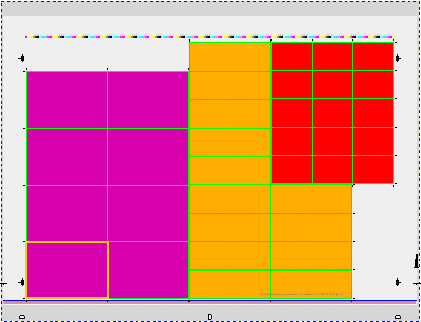
“水平”:在水平的条带中进行印张优化。条带从左下角开始建立。在一个新的条带开始之前,该条带总是填满页边空白之间的整个空间。
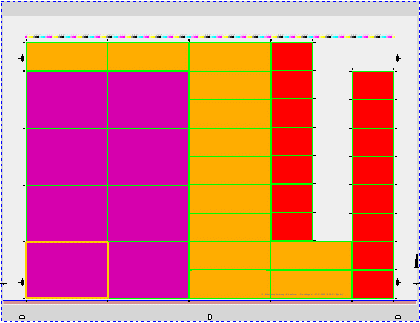
“垂直”:在垂直的线带中进行印张优化。条带从左下角开始建立。在一个新的条带开始之前,该条带总是填满页边空白之间的整个空间。
“一般”:在矩形中(或矩形条带)进行印张优化。换句话说,尽可能将相同尺寸的拼版单元收集到一个矩形中。矩形从左下角开始建立。大多数情况下,矩形条带不会填满页边空白之间的整个空间。
通过“最大产品数量”输入框可限制印张上产品的数量,以适应于印后加工中的限制因素(例如格层数有限的分类装置)。如果勾选该选项,输入框中默认输入 1,000,000,以避免操作错误。然后可根据需要调整数值。
如果要放置的产品数量大于您定义的最大数量,则将产品分成几份,为每一份单独计算优化,然后整合各个结果。例如,有 20 个产品,限制的最大数量为 5 个产品时,通过这种方式产生的结果为 4 个印张,每个印张上放置 5 个产品,而不是一个印张上放置 20 个产品。
多倍印数
印数应该是此处输入数字的倍数。当剩余印数不合适时,可以不超过该值。
产能过剩
当一个活件计算出来的产能过剩但未进行详细记录时,那么这里可以输入百分比值。
允许 1up 被放置在不同印张上
检查将同一个 1up 放置在不同印张上是否会得到更好的结果。
印张加放量
印张加放量,为固定值(基数)和/或百分值。
例如后续处理中的废页加量。
1up 加量
1up/组活件对象加量;基础为交货量。
考虑分色
启用功能“考虑分色”优化时,结果只会留下放置的文档所含颜色总数不超过印刷机组数量的印张。这样可以避免多次运行(详情见考虑分色)。
更少印版/更少印张滑动控制器
通过滑动控制器可控制优先级,即要使用更少印版还是更少印张。数字只反应在算法中的权重,除此之外没有任何意义。

提示:有时滑动控制器无法有效改进所有活件的优化结果。此时,结果保持不变。
“几何尺寸”标签页
左/右/下/上边
通过这些页边空白,您可以创建一个放置 1up 的矩形。如果您不改变默认值“0”,矩形的尺寸和纸张一样大。通过输入页边空白值您可以相应地缩小矩形。
如果您在左边、右边和上边设置了标记的话,您必须为这些标记设置页边空白。
距离
折页/拼版单元间的间距。进行中间切开时,数值必须设置为“0”。
优化时需要在印张上为所需印张减速器保留一定空间。最多可指定 12 个印张减速器。
印张减速器的标准宽度为 7 mm。除此值外还要留出 1 或 2 个标准裁切距离,使裁切不致伸入印张减速器中。
有 2 个以上印张减速器时,假设一个在左和右边缘;若指定的边缘不足,会自动向内扩张
单面模式的印张减速器不需要留空,因此被 Prinect Signa Station 忽略。带印张刹车的参数组也可用于单面模式
在印张刹车(生效)的情况下,无法进行水平居中,否则无法预测自由空间的位置。
0-5 印张刹车的位置示意图:
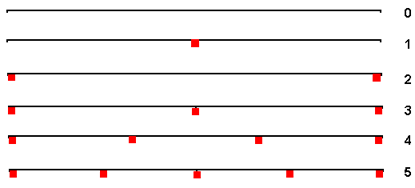

提示:在“单面侧翻”中将左和右边缘的意义传输到印张对半。因此可能考虑到印张刹车,从而扩大边缘。这里比较特别的是自 4 以上的偶数印张,因为印张对半上出现一个窄条。
“成本”标签页
印张优化成本参数(见印张优化的成本参数),可额外输入印刷机每小时速度和吞吐量(每小时印张)。
在“评估”标签页下可为所谓的“黄色”信号灯状态和“红色”信号灯状态设定阈值。评估对应印张的面积利用率(印刷的面积/总面积百分比)。
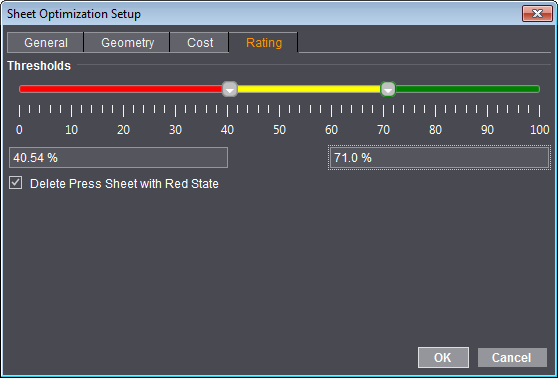
滑动控制器有两个“定位点”,最多只能激活其中一个。激活的定位点的边缘是彩色的。激活定位点的方法是移动、点击定位点或点击相应文本框。
除了移动点位点外,还可通过点击滑动控制器移改变定位点的位置。
通过左边的定位点改变红色状态的阈值,通过右边的定位点改变黄色状态的阈值。
滑动控制器的位置和文本框中的数值相互对应。
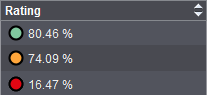
在 HTML 报告和“结果”工作步骤的印张列表中会显示信号灯状态和数值。
“结果”工作步骤印张列表中的显示:
HTML 报告中的显示:

如果勾选了“删除红色状态的印张”选项,自动从组活件中删除低于左边阈值,即处于红色区的印张。
优化时会出现一条警告信息,删除的活件在“结果”工作步骤中 1up 列表的“状态”列中标识出来:
显示优化的临时结果,无需切换工作步骤。要查阅总结果,请切换到“结果”工作步骤。
考虑分配的印张/拼版单元和在“优化”工作步骤中定义的参数和设置优化印张。
显示优化结果。点击“报告”按钮,优化结果将以文本的形式输出到默认浏览器中。