Ausrichtung der platzierten Blöcke auf den Schneidelinien
Die Dimensionen der Montageblöcke/Falzbögen sind nicht immer identisch mit den Schneidekanten. Zum einen wird die Geometrie des Falzbogens durch das Falzschema bestimmt und kann dadurch unterschiedlich zum Schneiderechteck sein. Zum anderen können bei Montageblöcken in der Teilproduktvorlage Ränder um den Nutzen angegeben sein.
Solange die Kantenabstände der Falzbögen/ Montageblöcke zu den Schneiderechtecken alle gleich sind, ist das unproblematisch, denn die gemeinsamen Blockkanten der Platzierung und die Schneiderechtecke bleiben dann immer auf einer Linie und sind zusammengehörig.
Sobald aber Falzbögen und Montageblöcke gemischt werden oder in den Montageblöcken unterschiedliche Ränder eingestellt sind, haben Blockkanten und Schneidelinien unterschiedliche Abstände, und die Schneidelinien bilden keine gemeinsamen Kanten. Das Ergebnis ist dann nicht mehr optimal zu schneiden.
Ab der Version 2019 werden solche Fälle bei der Optimierung berücksichtigt:
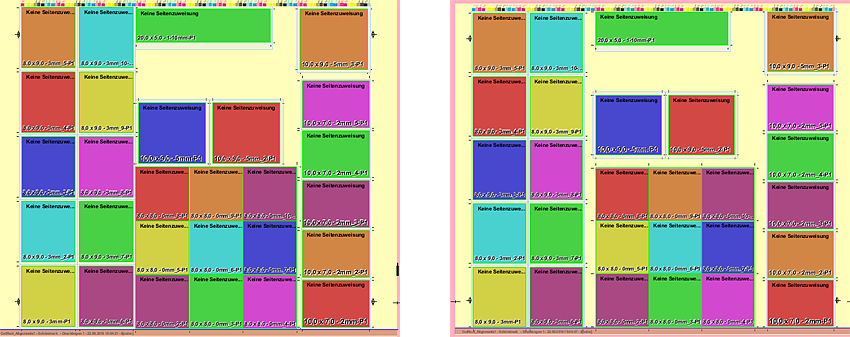
Falzbögen/Montageblöcke mit unterschiedlichen Rändern ohne (links) und mit Schneidoptimierung
Führt die Schneidoptimierung dazu, dass weniger Nutzen auf dem Bogen platziert werden können, hat die Ausnutzung des Bogens eine höhere Priorität.
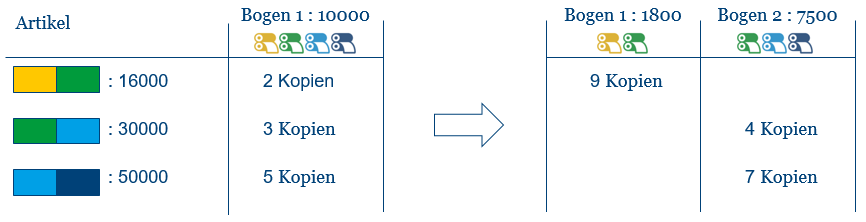
Die Optimierung berücksichtigt die Verteilung von ein- und doppelseitigen Nutzen, damit nicht im Falle von wenigen Doppelseitern diese verstreut auf Druckbögen verteilt werden, so dass dann wieder ein ganzer Plattensatz für den Widerdruck benötigt wird.
Die Funktion wirkt sich am stärksten aus, wenn die Kosten für Separationen nicht mit "0" angegeben sind.
Die Optimierung mit Funktionalität "Berücksichtige Separationen" liefert als Ergebnis nur Druckbögen, deren platzierte Dokumente eines Druckbogens insgesamt nicht mehr Farben haben, als Druckwerke vorhanden sind. Damit können Mehrfachdurchläufe vermieden werden. Der Report liefert zusätzlich zu den gewohnten Informationen eine tabellarische Auflistung der auftretenden Separationen, gekennzeichnet nach Schön- und Widerdruckseite.
Im Plattenstandbogen-Editor wird die Anzahl der verfügbaren Druckwerke definiert. Um diese Werte aus dem Plattenstandbogen zu verwenden, muss in den Bogen-Optimierungsparametern die Option "Nutze Optimierungsparameter aus Plattenstandbogen" und zusätzlich die Option "Berücksichtige Separationen" aktiviert sein.
Die Funktionalität kann an folgenden Stellen aktiviert werden:
•"Ressourcen" > "Bogen-Optimierungs-Parameter-Editor"
•Arbeitsschritt "Optimierung" "Weitere Einstellungen > Bogen-Optimierungs-Parameter"
Schon beim Import der Eingangs-Daten für die Optimierung wird die Farbliste in dem Arbeitsschritt "Job" im Register "Farben" mit Inhalt gefüllt. Es werden alle Farben aufgelistet, die in den Eingangsdaten vorkommen. In den Spalten "Verwendung" und "Ausgeben als" können Sie die Eigenschaften der Farben ändern. Farben, deren "Verwendung" als "Werkzeug" oder "Proof" definiert ist, werden später bei der Optimierung nicht berücksichtigt.
Beim Start der Optimierung mit aktivierter Option "Berücksichtige Separationen" wird geprüft, ob Dokumente in der Eingabeliste für Bogen-Optimierung vorhanden sind, die auf der Vorder- oder Rückseite mehr Farben haben, als Druckwerke für den jeweiligen Plattenstandbogen angegeben sind. Ist dies der Fall, erscheint eine Fehlermeldung, falls kein Plattenstandbogen geeignet ist, oder eine Warnung, falls mindestens ein Plattenstandbogen für die Angaben verwendet werden kann.
Zusätzlich zu der Anzahl der Druckwerke für Schön- und Widerdruck ist es möglich, die Anzahl der Lackierwerke für Schön- und Widerdruck anzugeben.
Es wird dann zusätzlich zum Abgleich der Anzahl der Farben im PDF mit der Anzahl der Druckwerke auch die Anzahl der Lacke mit der Anzahl der Lackierwerke abgeglichen.
Die Werte können in den Optimierungsparametern und/oder in der Plattenstandbogenvorlage eingetragen werden. Letztere werden dann für die Optimierung verwendet, wenn "Nutze Optimierungsparameter aus Plattenstandbogen" aktiviert ist.
Die Anzahl Druckwerke und die Anzahl Lackierwerke, die beim Optimieren benutzt bzw. ausgewertet werden, ist abhängig vom eingestellten Formtyp (Details siehe Abhängigkeit vom Formtyp:).
Im HTML-Report des Optimierungsergebnisses werden Druckwerke und Lackierwerke getrennt aufgelistet.
Die Farben, die im Auftrag auf Lackierwerk eingestellt sind, werden im HTML-Report in den Tabellenköpfen der Druckbogentabelle und in der Einzelauftragstabelle mit einer Namenserweiterung "(L)" für Lack im Deutschen und "(V)" für Varnish in allen anderen Sprachen gekennzeichnet.
Ob eine Farbe bzw. ein Lack einem Druck- oder Lackierwerk zugeordnet ist, wird entweder im Cockpit definiert oder kann manuell im Arbeitsschritt "Job" unter "Farben > Verwendung" angegeben werden.
In folgenden Fällen wird die Einstellung "Lackierwerk" automatisch in die Tabelle "Farben" in der Signa Station übernommen:
•Eine im PDF vorhandene Separation ist im MDS vorhanden und dort ist als "Verwendung" die Einstellung "Lackierwerk" zugewiesen.
•Ohne MDS: im PDF ist über die PDF Toolbox der "Typ" der Separation als "Transparent" eingestellt.
In Abhängigkeit vom Formtyp der für die Optimierung genutzten Platte ergeben sich unterschiedliche Auswertungen der eingetragenen Werte der Optimierungsparameter "Anzahl Druckwerke Schöndruck/Widerdruck" und "Anzahl Lackierwerke Schöndruck/Widerdruck":
Druckmaschine ohne Wendung (Druckwerke Widerdruck=0, Lackierwerke Widerdruck=0)
|
Formtyp des Plattenstandbogens |
Farben Schöndruck |
Lacke Schöndruck |
Farben Widerdruck |
Lacke Widerdruck |
|
Einzelform (kein Widerdruck) |
DS |
LS |
- |
- |
|
Einzelform Umschlagen |
DS |
LS |
- |
- |
|
Einzelform Umstülpen |
DS |
LS |
- |
- |
|
Umstülpen (Wendeeinrichtung) * |
DS |
LS |
DS |
LS |
|
Umschlagen (Schön- und Widerdruck) |
DS |
LS |
DS |
LS |
* Formtyp "Umstülpen" macht bei einer Maschine ohne Wendung keinen Sinn, daher gleiche Behandlung wie bei "Umschlagen".
Druckmaschine mit Wendung (Druckwerke Widerdruck>0)
|
Formtyp des Plattenstandbogens |
Farben Schöndruck |
Lacke Schöndruck |
Farben Widerdruck |
Lacke Widerdruck |
|
Einzelform (kein Widerdruck) |
DS+DW |
LW |
- |
- |
|
Einzelform Umschlagen |
DS+DW |
LW |
- |
- |
|
Einzelform Umstülpen |
DS+DW |
LW |
- |
- |
|
Umstülpen (Wendeeinrichtung) |
DS |
LS |
DW |
LW |
|
Umschlagen (Schön- und Widerdruck) |
DS+DW |
LW |
DS+DW |
LW |
Abkürzungen:
DS=Druckwerke Schöndruck, DW=Druckwerke Widerdruck, LS=Lackierwerke Schöndruck, LW=Lackierwerke Widerdruck
Hinweise zu Vorgänger-Aufträgen bzw. Plattenstandbogen, die vor Einführung der Funktion definiert wurden:
Vor der Unterscheidung zwischen Druck- und Lackierwerken wurde die Summe der Farben und Lacke der PDF-Seiten mit der angegebenen Gesamtzahl der Druckwerke abgeglichen.
Um die Wahrung der Funktionalität bei Aufträgen und Plattenstandbogen, die die Option "Anzahl Lackierwerke" noch nicht enthalten, sicherzustellen, wird beim Einlesen von Aufträgen bzw. Plattenstandbogen-Ressourcen automatisch erkannt, ob die Parameter bereits gesetzt sind. Solange dies nicht der Fall ist, wird in der Benutzeroberfläche der Text "-" dargestellt und Lacke werden hinsichtlich der Optimierung wie Druckfarben behandelt.
Damit immer beide Parameter gesetzt sind, wird beim ersten Setzen eines der beiden Parameter automatisch auch der jeweils andere Parameter mit dem Wert "0" beschrieben. Ein Zurücksetzen auf die Einstellung "-" ist nicht möglich.
Teilproduktsuche mit ShapeID statt Produktcode
Bei der Bogen-Optimierung "Bogen-Optimierung ohne Layoutvorgabe" und "Bogen-Optimierung mit Layoutvorgabe" wachsen die Arbeitsmodi Montage und Etiketten/Verpackung zusammen. Da Etiketten/Verpackungs-Produkte nur über eine ShapeID, nicht aber über einen ProductCode beschrieben werden, muss die Signa Station aus der ShapeID einen ProductCode generieren. Hier wird dieses Verfahren beschrieben, so dass eine Teilproduktvorlage gefunden wird.
Bogen-Optimierung ohne Layoutvorgabe
Die Suche nach einem Teilprodukt läuft nach folgendem Schema ab. Folgenden Bedingungen müssen erfüllt sein, damit diese Teilproduktvorlage gewählt wird:
•Der in der Teilproduktvorlage eingetragene Produktcode passt zum String "ShapeID_$$", wobei $$ der ShapeID entspricht
•Die Teilproduktvorlage ist eine Montage-Teilproduktvorlage und hat ein CF2 geladen
•Die Listitem-ShapeID stimmt mit der ShapeID der Teilproduktvorlage überein
Typischerweise ist dann der komplette ProductCode (keine Wildcard) eingetragen, z. B.
ProductCode="ShapeID_circle" für ShapeID=circle.
War die Suche noch nicht erfolgreich, wird sie mit folgenden Bedingungen fortgesetzt:
•Der in der Teilproduktvorlage eingetragene Produktcode passt zum String "ShapeID_$$", wobei $$ der ShapeID entspricht
•Die Teilproduktvorlage ist eine Montage-Teilproduktvorlage und hat kein CF2 geladen
Typischerweise ist die Teilproduktvorlage dann ein Platzhalter für alle CF2-basierten Montageblöcke (es reicht eine eingeschränkte Montage-Teilproduktvorlage vom Typ "Montageblock"). Der Produktcode kann dann "ShapeID_*" sein.

Vorsicht: Ein Klippen des Inhaltes entlang der Stanzlinie kann es in diesem Szenario nicht geben. Außerdem wird keinerlei Info über die ShapeID in das Ausgabeprodukt eingetragen.
War die Suche noch immer nicht erfolgreich, wird sie mit folgenden Bedingungen fortgesetzt. Aber nur, falls es sich NICHT um ein Listitem aus dem Bereich "industrielles Sammeln" (dazu zählt Sammelordner-Verarbeitung, Sammelauftrag und Business Manager-Sammelauftrag) handelt.
Begründung: Beim industriellen Sammeln muss die Produktcode-Suche erfolgreich sein; die im Job eingestellte Montage-Teilproduktvorlage darf nicht zum Zuge kommen.
•Es wird die aktuell eingestellte Montage-Teilproduktvorlage für "CF2" verwendet
•Die Montage-Teilproduktvorlage hat ein CF2 geladen
•Die Listitem-ShapeID stimmt mit der ShapeID der Teilproduktvorlage überein
Typischerweise ist dann der komplette Produktcode eingetragen, z. B. ProductCode="ShapeID_circle" für ShapeID=circle.

Hinweis: Dieses Szenario ist sehr speziell und wohl nur brauchbar, wenn man fast ausschließlich mit identischen Listitem-ShapeIDs arbeitet.
War die Suche noch immer nicht erfolgreich, wird es hiermit klappen:
•Es wird die aktuell eingestellte Montage-Teilproduktvorlage für "CF2" verwendet
•Die Montage-Teilproduktvorlage hat kein CF2 geladen
Typischerweise ist die Teilproduktvorlage dann ein Platzhalter für alle CF2-basierten Montageblöcke (es reicht eine eingeschränkte Montage-Teilproduktvorlage vom Typ "Montageblock-Parameter").
Achtung: Ein Klippen des Inhaltes entlang der Stanzlinie kann es in diesem Szenario nicht geben. Außerdem wird keinerlei Info über die ShapeID in das Ausgabeprodukt eingetragen.
Bogen-Optimierung mit Layoutvorgabe:
Es wird im Verbund nach Teilproduktvorlagen gesucht. Sind die folgenden Bedingungen erfüllt, gewinnt diese Teilproduktvorlage.
•Der Produktcode passt zur "ShapeID_$$, wobei $$ der ShapeID entspricht
•Die Montage-Teilproduktvorlage hat ein CF2 geladen
•Die Listitem-ShapeID stimmt mit der ShapeID der Teilproduktvorlage überein
Typischerweise ist dann der komplette Produktcode eingetragen, z. B. ProductCode="ShapeID_circle" für ShapeID=circle.
Es findet keine weitere Überprüfung der Listitem-Seitengröße mit der der Teilproduktvorlagen im Verbund statt.
War die Suche noch nicht erfolgreich, wird sie mit folgenden Bedingungen fortgesetzt:
•Der Produktcode passt zur "ShapeID_$$", wobei $$ der ShapeID entspricht
•Die Montage-Teilproduktvorlage hat kein CF2 geladen
•Die Listitem-Seitengröße wird mit der Seitengröße der Teilproduktvorlage im Verbund verglichen
Typischerweise ist die Teilproduktvorlage dann ein Platzhalter für alle CF2-basierten Montageblöcke (es reicht eine eingeschränkte Montage-Teilproduktvorlage vom Typ "Montageblock-Parameter"). Der Produktcode kann dann "ShapeID_*" sein.

Vorsicht: Ein Klippen des Inhaltes entlang der Stanzlinie kann es in diesem Szenario nicht geben. Außerdem wird keinerlei Info über die ShapeID in das Ausgabeprodukt eingetragen.

Hinweis: Es gibt keine Möglichkeit, die Bogen-Optimierung "Bogen-Optimierung mit Layoutvorgabe" ohne Verwendung von Produktcode (zumindest "ShapeID_*") zu verwenden.