从 S22A_IC 版起,Image Control 中的 Quality Monitor 由质量报告取代。通过将 Image Control 连接至 Color Toolbox,可继续使用 Quality Monitor 的所有功能,还提供全方位质量分析的显示选项。该新功能还可用于分析测量数据。
连接 Image Control 用于保存颜色测量数据的目录后(Image Control 中:“Integration/系统 > Prinect 配置 > Analyze Point”),可在 Color Toolbox 中一个针对 Image Control 文件扩展的视图中显示这些数据。
可在批准活件时将数据写入该目录的所有机器之间来回切换,也可在活件之间以及在活件内的印张之间切换。
这样,“测量”和“比较”下的 Color Toolbox 分析功能也可用于 Image Control:
•确定活件数据是否符合需要的过程标准或是否在允许在公差范围内(见“测量”选项卡中的分析)
•将当前活件与之前在同一台印刷机或另一台印刷机上印刷的活件进行对比(见不同数据比较(“比较”选项卡))
•对比一个活件的各印张或对比不同测量元素
这样,通过 Color Toolbox 可监控印刷过程。采用不同的方法可以对印刷过程进行系统而简单的质量控制和质量记录。
利用设定的控制方法采集必要的测量值。为此可以简单、直接地访问 Image Control 的分光光度法测量结果。
质量分析以 ISO 过程标准以及过程标准与事先保存的或您定义的标准的对比。除了 Image Control-Quality Monitor 已知的分析外,也可进行基于定义的测试版和控制元素(比如 ISO 12642/ANSI IT8.7、ECI 2002、CGATS、HDM、Ugra/FOGRA)的颜色测量数据组的分析。
在印刷机上输出时,也同时输出在可印刷但不可用区域中的控制元素。测量这些控制元素,并与过程预设置进行比较。通过这种方式,可以检查印刷过程是否符合印刷过程标准。
根据对颜色测量数据组的比较将计算出质量特性值,例如根据 ΔE 分析得出的统计参数。
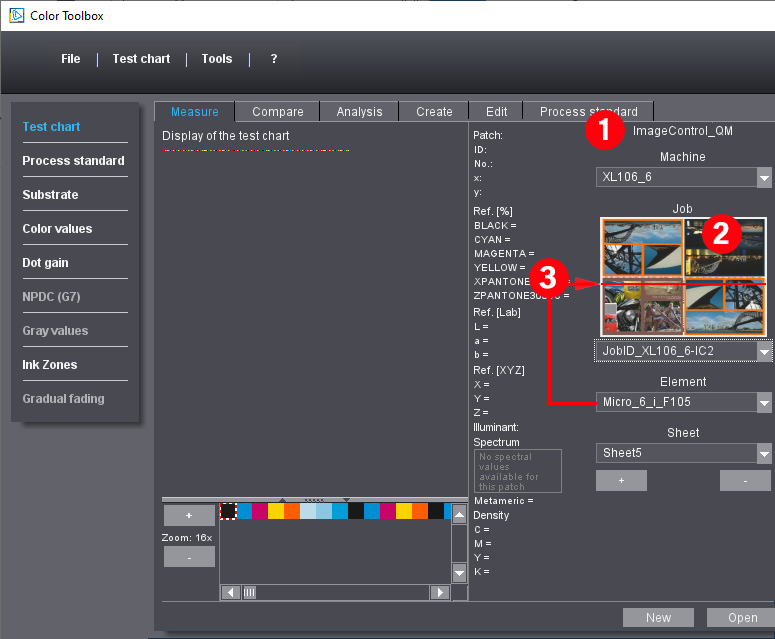
右边可看到针对 Image Control 新增的显示区(1)。
如 Image Control 4(版本 S22A_IC 起)提供了预览图,则在选择框上方显示。如没有预览图或数据来源于 Image Control 2 或 3,则预览图以印张大小的灰色区显示。(2)
选择的测量元素的位置类似于 Image Control 的内部质量监视器,在预览图中显示为红色条柱(或在对比图中显示为绿色)。(3)
选择框为分级结构,即先在最上面的字段中选择机器,然后选择该机器上印刷的活件。接着会显示活件中使用的所有测量元素以及活件的多个印张(如有)。
可通过加减按钮方便地在一个活件的印张之间来回切换(4)。