数码印刷过程标准要求用一个内部参考文件进行校准。针对涂层承印物(纸张类型 1 和 2 和 PS1),内部参考文件一般是 FOGRA39L 文件,该文件描述 ISO12647-2 测试图(或 IT8.7/4)。无涂层承印物的内部参考文件为 FOGRA47L 文件。
对于数码印刷过程标准而言,需要用到下列检查对话窗口:
•印刷过程标准
•颜色值和
•印刷材料
数码印刷标准和校样标准相似,但是元素的计算不同。数码印刷仅使用新增的颜色距离 E00。
数码印刷过程标准有 3 个平行的公差等级和 3 个并行检查的不同质量等级。
•A = 高:最高质量,满足校样质量要求
•B = 良好:数码印刷符合胶印质量。大部分情况下满足质量要求。
•C = 可接受:该质量等级满足 Office 要求。
针对数码印刷标准,引入了两种不同的比较或检查方案:
•页对页:传统方案;胶印和数码印刷页对页
•媒介相关的:与转换且补偿过的纸张比较,以便补偿承印物的不同。
精细网点测控条标准检查
•测量或打开一个对于数码印刷而言匹配的精细网点测控条并计算/检查:
•数码印刷纸张白度的质量。
•主色和次色质量。
•计算所有色块与内部参考文件的平均偏差以及与内部参考的最大偏差。
•此外计算颜色值(色调)偏差以及由此得出的“近乎中性的”测量色块的平均值。
测试图高级检查
高级检查以明显多于上述精细网点的测量点对测试图进行分析。测试图用于调整过程,即用于计算并交互更正校样特性文件。因为要测量的测量点明显更多,该检查更彻底且可进行附加检查:
•测量测试图的所有测量点,计算所有测量值与内部参考文件间的偏差,得出的平均值必须小于一个最大阈值。
•接着测量由标准确定的测试图的饱和颜色测量点。计算与内部参考文件间的平均偏差,平均偏差必须小于另一个阈值。
•然后计算所有测量点与内部参考文件间的偏差并将它们按升序排序。偏差的 95% 上限必须小于一个指定数值。
针对标准数码印刷检查,通常使用下列精细网点测控条:
•FOGRA MKV v3 测控条

美国
•IDE Alliance 2009 测控条

•IDE Alliance 2013 测控条

这些美国精细网点测控条包含 FOGRA MKV 和 IT8.7/4 中没有的附加灰色测量色块。
针对设置和特性文件创建,ISO12647-7 标准要求高级检查。针对高级检查需要一个测试图,通常是 ISO 12642-2=IT8.7/4 标准测试图(可视或随机形式)。
也可使用 ECI2002 测试图。

提示:如果使用其他的、不是特别适用于校样检查的精细网点测控条或测试图类型,将出现一条警告信息。
因为整个检查都集中在“测量”下,选择数码印刷检查的参考作为“数码印刷过程标准”。因为 Color Toolbox 支持多种过程标准类型,必须为数码印刷检查选择一个数码印刷过程标准。
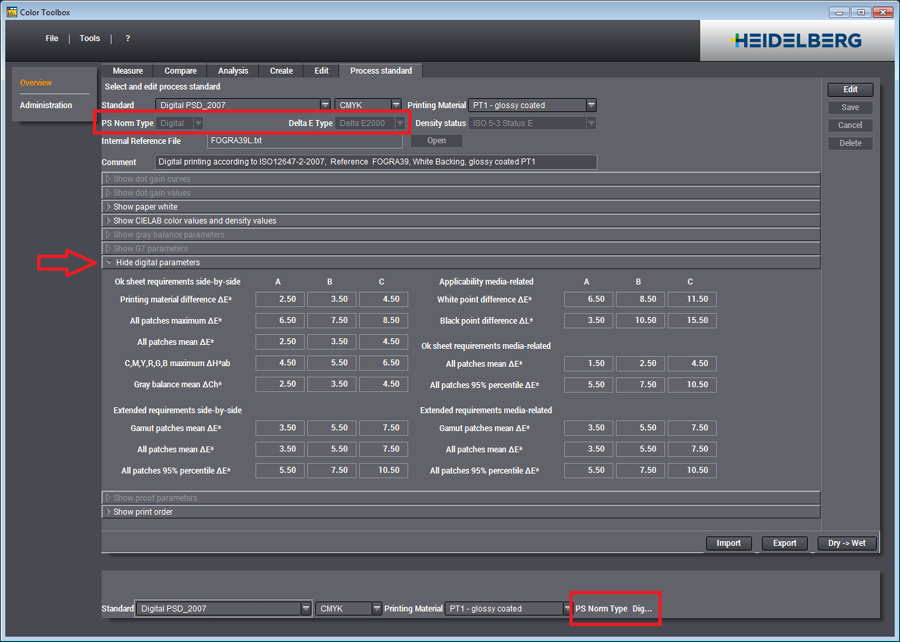
如果正在进行数码印刷检查,则显示为“PS Norm Type:数码”。
只有选择了“数码”类型后,才可操作新的“数码参数”区。
该区左边包含“页对页”检查的参数,右边包含“媒介相关”检查的参数。
该参数区的上半部分包含标准检查的参数。下半部分为高级检查所需要的附加参数。
数码印刷过程标准要求用一个内部参考文件进行校准。针对涂层承印物(纸张类型 1 和 2,借助将来的印刷过程标准 — PS1),内部参考文件一般是 FOGRA39L 文件,该文件描述 ISO12647-2 测试图(或 IT8.7/4)。无涂层承印物的内部参考文件为 FOGRA47L 文件。
1.因为数码印刷机的印刷颜色与胶印机的不同,数码印刷机总是使用一个集成的色彩管理,以根据胶印调整数码印刷。通常将胶印颜色空间的文档转换为 CIELab 颜色空间,接着转换为数码印刷色空间。由于所使用承印物的属性不同,选择的“映射目的”为“相对”。胶印中使用的纸张与数码印刷的不同。
因此,请先在您的数码印刷机上印刷“FOGRA MKV v3”测控条或“ISO 12642-2 = IT8.7/4”测试图,期间必须启用数码印刷机的内部色彩管理。
2.测量印刷结果。在 M0 或 M1 模式下使用 "ISO13655.2009" 测量方法。
3.在 Color Toolbox 中选出内部参考文件“FOGRA39”并打开测量文件。
4.分析“过程标准”下的质量测量结果:A、B 和 C 等级并检查满足了哪个质量等级。