
L’écran Commandes vous présente un aperçu rapide de vos commandes avec, pour chacune d’entre elles, l’analyse associée. Pour permettre un affichage plus rapide, le nombre d’opérations est limité à 1000.
Si vous filtrez vos commandes (par ex. pour afficher uniquement les commandes du client « Heidelberg »), certaines commandes qui n’auraient pas été affichées sans le filtre pourront être affichées.
L’onglet « Analyse de la commande » vous fournit une analyse chronologique et matérielle sur l’ensemble de la commande. Les informations affichées pourront varier en fonction des opérations réalisées dans la commande et du degré d’intégration en votre possession.
L’analyse de la commande peut afficher les informations suivantes :
Temps (histogramme)
Le diagramme en barres indique les rapports des temps de production en pourcentages. Les différents temps de production (pourcentages) se réfèrent toujours au temps de production réel.
•Temps de production réel = total de tous les temps pendant lesquels une opération de la commande était chargée sur une machine.
Le temps de production réel est toujours égal à 100%. Les temps de production absolus et en pourcentages sont affichés séparément sous l’histogramme.
La répartition et la saisie des temps dépend de la manière dont les catégories et types de temps ont été configurés dans la configuration de l’appareil. Voir à ce sujet Catégorie de temps.
Temps (par opération)
Enumération des différents temps par opération. Tous les temps sont répartis par type de temps.
Impressions
Enumération des impressions (bonnes feuilles, gâche et quantité totale) par opération.
Impressions (ColorImpressions et BlackImpressions)
Nombre de pages imprimées en impression numérique. Une impression correspond à une page imprimée sur une seule face. On distinguera les ColorImpressions des BlackImpressions. Les ColorImpressions sont toutes les impressions qui contiennent au minimum une couleur. Les BlackImpressions sont les impressions qui ne contiennent que du noir.
La consommation de matériel est affichée en fonction de la commande. Elle affiche notamment :
•Consommation de plaques
Indique le nombre de plaques insolées.
•Consommation de papier
La consommation de papier est prise en compte via la notification de consommation de matériel sur la machine. Le numéro de matériel saisi sur la machine doit correspondre à la référence du papier prévu. Vous pouvez savoir quel papier est prévu pour quelle opération en consultant l’étape « Impression » (voir Onglet « Supports »). Si vous saisissez une autre référence, le papier sera pris en compte comme « Conso. de consommables divers ».
•Conso. de consommables divers
Affiche tous les consommables divers ne pouvant pas être affectés en tant que plaques, papiers ou clics. En fait partie par exemple le papier connu dans le MDS mais qui n’a pas été assigné à la commande.
Condition requise : Cet onglet n’apparaît que lorsque la commande sélectionnée contient une phase d’impression.
La qualité de la commande vous offre une synthèse rapide de la qualité d’impression de toutes les opérations d’impression de la commande sélectionnée par rapport au standard d’impression prédéfini. Ce rapport pourra être présenté au client comme preuve de la qualité des couleurs.
Les évaluations suivantes vous montrent la qualité de la commande :
•Une comparaison du B.A.T. avec le jeu d’encres humides du colorimètre et une analyse des résultats par rapport aux tolérances définies dans le standard d’impression.
•Une comparaison des feuilles du tirage avec le B.A.T. et une évaluation des résultats à partir des variances définies dans le standard d’impression.
•Une évaluation globale de la qualité de la commande sera fournie à partir de l’évaluation du B.A.T. et des feuilles du tirage.
Le rapport Qualité de l’opération « Synthèse » vous fournit des analyses plus détaillées de toutes les opérations. Voir à ce sujet Qualité de l’opération « Synthèse ».

Remarque : Dans les préférences de Analyze Point, vous avez la possibilité de modifier le standard d’impression prédéfini. Voir Modifier le standard d'impression pour les rapports qualité.
Pour afficher la qualité des commandes, les appareils de mesure doivent satisfaire aux conditions logicielles suivantes :
•Prinect Image Control I :
non pris en charge.
•Prinect Image Control II :
I13A et sup.
•Prinect Axis Control I :
non pris en charge.
•Prinect Axis Control II :
S12B et sup.
•Prinect Inpress Control :
S12B et sup.
Durée de conservation des rapports d’encrage
Si certaines mesures ne sont pas affichées bien que vous disposiez des dernières versions logicielles, il est possible qu’elles aient déjà été supprimées d’Analyze Point. Voir à ce sujet Durée de conservation des rapports.
Rapport « Qualité de la commande »
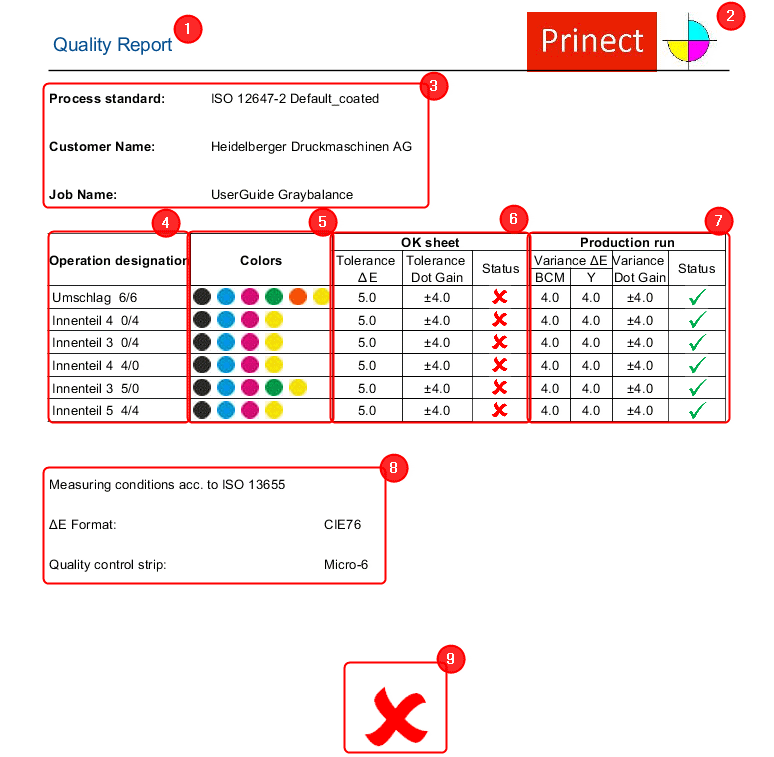
Titre du rapport (1)
Logo que vous avez choisi (2). Voir Logo
En-tête (3) :
•Standard d’impression choisi par vos soins. Voir Modifier le standard d'impression pour les rapports qualité.
•Nom du client
•nom de la commande
Tableau des opérations :
•Désignation des opérations (4) :
liste de toutes les opérations d’impression
Si l’impression recto et l’impression verso sont séparées, elles seront répertoriées comme deux opérations distinctes. En l’absence de données colorimétriques, la mention « Aucune donnée trouvée ! » apparaîtra dans les colonnes « B.A.T. » et « Production ».
•Couleurs (5) :
couleur de l’opération
•B.A.T. (6) :

Remarque : La sélection du B.A.T. s’effectue dans le rapport « Synthèse ». Voir B.A.T.
·Tolérance ΔE :
tolérance delta E admise pour le B.A.T. conformément au standard d’impression.
·Tolérance engr. :
tolérance d’engraissement admise pour le B.A.T. conformément au standard d’impression.
·Etat :
évaluation du B.A.T. matérialisée par un pictogramme indiquant si le B.A.T. est dans les limites des tolérances ou pas. Voir Pictogrammes d’état.
•Production (7) :
·Ecart ΔE (BCM) :
variance delta E pour les couleurs Black, Cyan et Magenta admise pour la production des bonnes feuilles conformément au standard d’impression.
·Ecart ΔE (Y) :
variance delta E pour la couleur Yellow admise pour la production des bonnes feuilles conformément au standard d’impression.
·Etat :
évaluation du tirage d’impression matérialisée par un pictogramme indiquant si au moins 68 % des bonnes feuilles se situent dans la variance spécifiée, ou pas. Voir Pictogrammes d’état.

Remarque : Les valeurs de tolérance et de variance indiquées ne sont pas des valeurs qui ont été réellement mesurées, il s’agit des écarts admis conformément au standard d’impression.
Autres informations (8) :
•Conditions de mesure :
standard d’impression utilisé
•Format ΔE employé. « CIE76 » est le standard actuellement employé.
•Bandes de contrôle d’impression :
liste de toutes les bandes de contrôle d’impression issues de toutes les opérations d’impression, utilisées pour la mesure colorimétrique
Evaluation globale (9) :
|
Pictogramme d’état |
Explication |
|---|---|

|
B.A.T. La qualité de l’opération est satisfaisante. Le B.A.T. se situe dans la tolérance admise par le standard d’impression prédéfini. Production La qualité du tirage d’impression est satisfaisante. Au moins 68 % de la production des bonnes feuilles de l’opération sont dans la tolérance en comparaison avec le B.A.T. Evaluation globale La qualité de la commande est satisfaisante. Toutes les opérations de la commande sont satisfaisantes aussi bien en ce qui concerne l’évaluation du B.A.T. que l’évaluation du tirage d’impression. |

|
B.A.T. La qualité de l’opération n’est pas satisfaisante. Le B.A.T. se situe hors de la tolérance admise par le standard d’impression prédéfini. Production La qualité du tirage d’impression n’est pas satisfaisante. Moins de 68 % de la production des bonnes feuilles de l’opération sont dans la tolérance en comparaison avec le B.A.T. Evaluation globale La qualité de la commande n’est pas satisfaisante. Au moins une évaluation du B.A.T. ou du tirage d’impression d’une opération n’est pas satisfaisante. |

|
Evaluation globale L’une des opérations de la commande (au moins) n’a pas de mesures adéquates ou une opération n’a pas encore été imprimée. |
Modifier le standard d'impression pour les rapports qualité
Dans Analyze Point, l’évaluation des données colorimétriques s’effectue en fonction d’un standard d’impression général prédéfini. Cette évaluation est représentée dans la « Qualité de la commande » et dans Qualité de l’opération « Synthèse ». Si vous changez de standard d’impression a posteriori, ce changement ne s’appliquera qu’aux nouvelles données colorimétriques entrantes. La qualité de l’opération « Synthèse » constitue toutefois une exception. Dans ce cas, le standard d’impression peut être modifié a posteriori en fonction de l’opération. Voir Qualité de l’opération « Synthèse ».
Par défaut, le standard d’impression général est paramétré sur le standard « ISO 12647-2 HDM_Default ».
Pour en changer, procédez comme ceci :
1.Allez dans la section « Analyze Point > Commandes ».
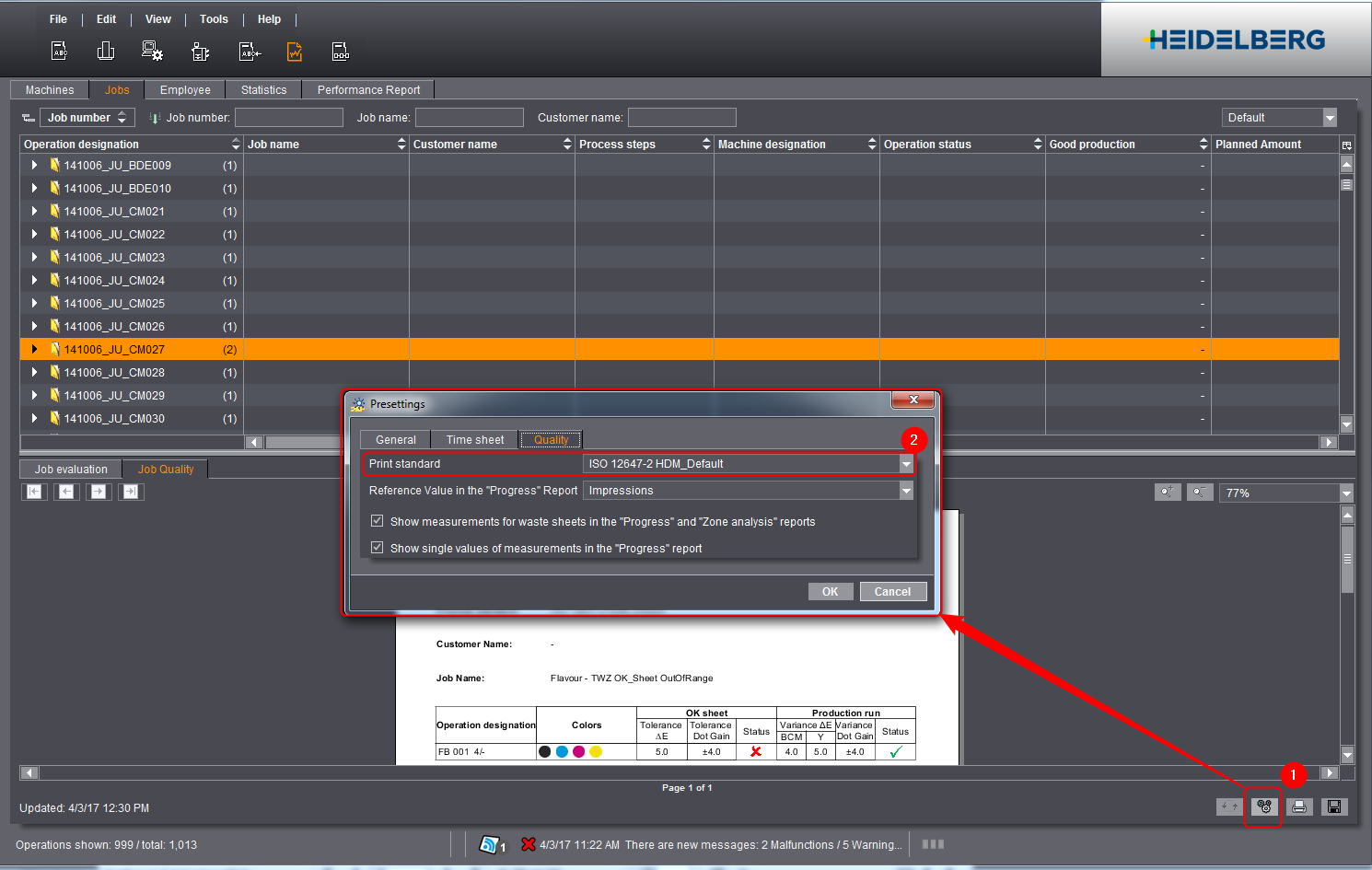
2.Cliquez sur l’icône « Préférences » (1).
La boîte de dialogue « Préférences » s’ouvre.
3.Dans la liste « Standard d’impression » choisissez le standard souhaité (2).
Les standards d’impression disponibles à la sélection peuvent être définis dans Prinect Color Toolbox et transférés ensuite dans Analyze Point. Aucun standard d'impression ne peut être créé directement dans Analyze Point.
4.Cliquez sur « OK ».
Ce standard d’impression sera appliqué à toutes les nouvelles données colorimétriques entrantes.