이 리포트는 기기의 옵션 및 색조값 증가 개선 예를 볼 수 있도록 합니다. 색조값 증가를 상대적으로 긴 시간에 걸쳐 관찰하면 이러한 관찰은 인쇄 프로세스의 품질이 어떻게 변하는지 지침을 제공합니다. 품질을 변할 경우, 조치에 대한 권장 사항은 편차에 대응하기 위해 품질 변동에서 파생될 수 있습니다.
"품질" 리포트에는 측정 기기 Prinect Inpress Control, Prinect Image Control 및 Prinect Axis Control의 측정값이 표시됩니다. 측정 기기의 필수 소프트웨어 버전으로는 다음의 전제조건이 적용됩니다.
•Prinect Inpress Control
S10A.018 버전부터
•Prinect Axis Control II:
S10A.018 또는 S12B 버전부터
•Prinect Image Control I:
V5.1부터
•Prinect Image Control II:
제한 없음
일반 정보
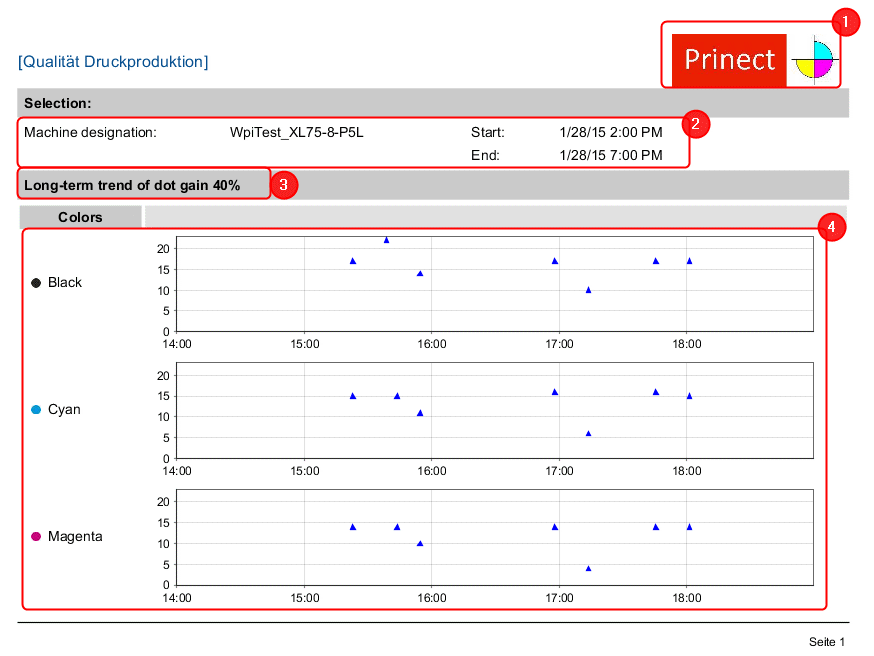
•선택된 로고(1) 로고을 참조하십시오.
•선택된 기기 및 보고서의 정의된 기간(2).
•색조값 상승 평가에 사용된 래스터 색조값(3).
기본적으로 래스터 색조값 40%의 측정값이 사용됩니다. 40%의 측정값이 없는 경우 다음으로 높은 색조값 측정값이 자동으로 사용됩니다. 래스터 색조값 선택은 불가능합니다.
•별색을 포함한 모든 색상에 대한 색조값 증가 개선예(4).
모든 공정에 대한 색조값 증가


•X축 (1)
선택한 시간 범위에 따른 시간축
•X축 (2)
색조값 증가(%)
•색조값 증가 측정값(3)
모든 삼각형은 OK 시트의 측정에 일치합니다. 파란색 삼각형은 앞면 인쇄의 측정값이고, 빨간색 삼각형은 뒷면 인쇄의 측정값입니다. 색조값 증가 측정값이 포함된 공정의 제품 생산 범위 내에 있는 제1 측정이 측정으로 사용됩니다.
Prinect Inpress Control의 특수 사항:
Prinect Inpress Control의 경우 공정에 대한 색조값 증가 측정이 수행되지 않을 수 있습니다. 이러한 경우 마지막 색조값 증가 측정이 다이어그램에 나타납니다. 색조값이 없는 원인은 다음과 같을 수 있습니다.
•비교적 단기간의 공정인 경우
Prinect Inpress Control이 모두 400개의 시트에 대해 품질 측정을 실시하므로 공정 동안 측정이 이루어지는 비교적 단기간의 공정이 수행될 수 있는 경우
•색조값 측정이 기기 조작자에 의해 실시되지 않은 경우
품질 측정 시 기기 조작자가 색조값 증가 측정을 수동으로 활성화해야 하는 경우 V14B부터 "색조값에 대한 측정값 적용" 기능이 활성화되어 색조값 증가 측정이 자동 실행됩니다.
허용 오차 범위 밖에 있는 색조값 증가 작업
리포트의 마지막 페이지에서 인쇄 표준에 따라 허용 오차 밖에 있는 모든 공정 목록을 볼 수 있습니다. 기준으로 코팅되지 않은 용지 등급에 대한 값이 사용됩니다.
보고 시간이 하루 이내인 경우 해당 공정이 표시됩니다.