
在此活件视图中您可以快速查看活件和相关的活件概况以及活件评估。为了获得快速加载时间,最多显示1000个工序。
如果过滤活件(例如,根据"海德堡"客户的活件),也可以显示未过滤无法显示的活件。
可在"活件评估"标签页中获得与整个活件有关的时间分析和材料分析信息。视在活件中执行怎样的工作步骤且您拥有怎样的集成深度而定,会形成不同的信息。
可以在活件评估中显示出下列信息:
时间(柱状图)
在条形图中以百分比数值显示生产时间。每个生产时间(百分比值)总是对应一个有效处理时间。
•有效工作时间 = 在机器上加载一道活件工序的所有时间。
有效处理时间为 100%。条形图下方再次显示生产时间的绝对数值和百分比值。
时间的前言和总结取决于设备配置中时间类别和时间类型的配置。更多内容请参见 时间类别。
时间(每一工序)
列出每一工序的时间。按照每一时间类型对所有时间加密。
印刷品
列出印刷品(每一工序的合格品数量、废页量和总量)。
Impression(ColorImpression 和 BlackImpression)
以数字印刷方式印刷的页数一个 Impression 相当于一个单面印刷页。其分为 ColorImpression 和 BlackImpression。ColorImpression 是所有那些至少含有一个颜色的 Impression。BlackImpression 是仅含有黑色的 Impression。
根据活件列出材料消耗。包括:
•印版消耗
显示曝光印版的数量。
•耗纸量
经机器的材料消耗消息获得耗纸量。同时,机器上输入的材料编号与计划纸张的产品编号一致。在"打印"工作步骤(见"材料"标签)内可以查找工序计划使用的纸张。如果输入其他产品编号,则该纸张将作为"其他材料消耗"。
•其他材料消耗
显示未分配给印版、纸张或按纸张收费的其他所有材料。其中也包括在MDS内已知但未分配给活件的纸张。
前提条件:仅当所选活件含有一个印刷工序时,标签页才可见。
任务质量功能根据预设的印刷标准向您快速提供所选任务所有印刷过程的印刷质量一览。该报告可用于向客户提供颜色质量的总体结果。
活件质量有下列评价:
•OK 印张与测试仪器的湿色带进行比较,并借助于印刷机标准中的公差值进行评价。
•续刷印张与 OK 印张进行比较,借助于印刷标准中的变量进行评价。
•根据 OK 印张评价和续刷印张评价,活件最终获得一个总质量评价。
为了详细评价所有工序,可以使用工序质量"总结"。更多内容请参见 工序质量"总结"。

提示:预设置的印刷标准可以在分析点的预设置中进行修改。参见 更改质量报告的印刷标准。
在显示活件质量方面,适用测量装置的下列软件前提条件:
•Prinect Image Control I:
不支持
•Prinect Image Control II:
自 I13A
•Prinect Axis Control I:
不支持
•Prinect Axis Control II:
自 S12B
•Prinect Inpress Control:
自 S12B
颜色报告的保存时间
如果不是因为当前软件版本问题而导致无法显示测量数据,则这些数据有可能已经从分析点中被删除。更多内容请参见 报告的保存时间。
"活件质量"报告
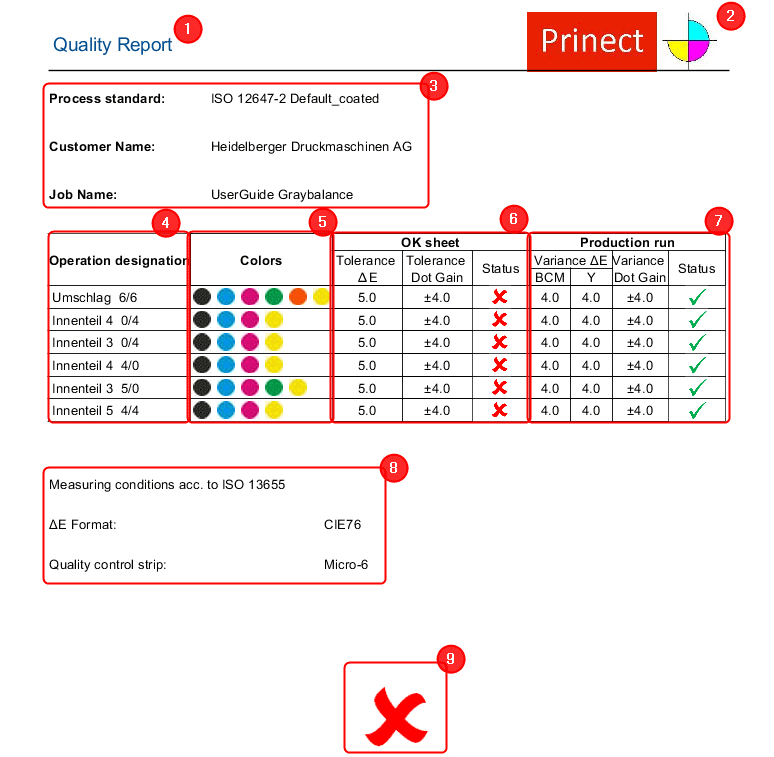
报告标题(1)
所选的标志(2)。参见标志
头数据(3):
•所选的印刷标准。参见 更改质量报告的印刷标准。
•客户名称
•活件名称
工序表:
•工序名称 (4):
所有工序列表
如果正面印刷和反面印刷分开,那么就要列为两个分开的工序。如果没有颜色测试数据,在"OK 印张"和"续刷"列中就显示"未找到数据"条目。
•颜色 (5):
工序的颜色
•OK 印张 (6):

提示:在报告"总结"中选择合格印张。参见OK 印张
·公差 ΔE:
根据印刷标准针对 OK 印张而许可的公差 ΔE。
·公差 TWZ:
根据印刷标准针对 OK 印张而许可的色调值增加公差。
·状态:
根据状态图标评价 OK 印张,它是否在公差范围内。参见 状态图标。
•续刷 (7):
·ΔE 变形 (BCM):
黑色、青色和品红时 ΔE 变形,根据印刷标准允许用于量产。
·ΔE 变形 (Y):
根据印刷标准针对合格品产量的 ΔE 变形,黄色。
·状态:
用状态图标评价续刷是否至少 68% 的合格印张在给定的变形内。参见 状态图标。

提示:给定的公差值和变形值不是真实测量值,而是根据印刷标准允许的偏差。
更多信息 (8):
•测量条件:
使用的印刷标准
•使用的 ΔE 格式。当前使用"CIE76"标准。
•打印控制条:
墨色测量所用的所有印刷工序打印控制条列表
总体评价 (9):
|
状态图标 |
说明 |
|---|---|

|
OK 印张 工序质量正常。根据预设置的印刷标准,OK 印张在公差范围内。 续刷 续刷质量正常。工序合格品产量中至少 68% 与 OK 印张相比在公差范围内。 总评 活件质量正常。活件的所有工序在 OK 印张中和续刷中评价正常。 |

|
OK 印张 工序质量不正常。根据预设置的印刷标准 OK 印张不在公差范围内。 续刷 续刷质量不正常。该工序中少于68%的合格品产量,与 OK 印张对比在公差范围内。 总评 活件质量不正常。工序的 OK 印张评价或续刷评价至少一项不正常。 |

|
总评 活件的至少一个工序测量数据不符,或者至少一个工序未印。 |
按照全局设定的印刷标准评估分析点中的颜色测量数据。评估显示在"活件质量"和工序质量"总结"中。事后更改的印刷标准仅对新进入的颜色测量数据产生影响。工序质量"总结"是其中的例外。在此也可以事后基于工序更改印刷标准。参见 工序质量"总结"。
出厂时设置的是将 "ISO 12647-2 HDM_Default" 标准作为全局印刷标准。
按以下步骤进行更改:
1.切换到"分析点 > 活件"区域。
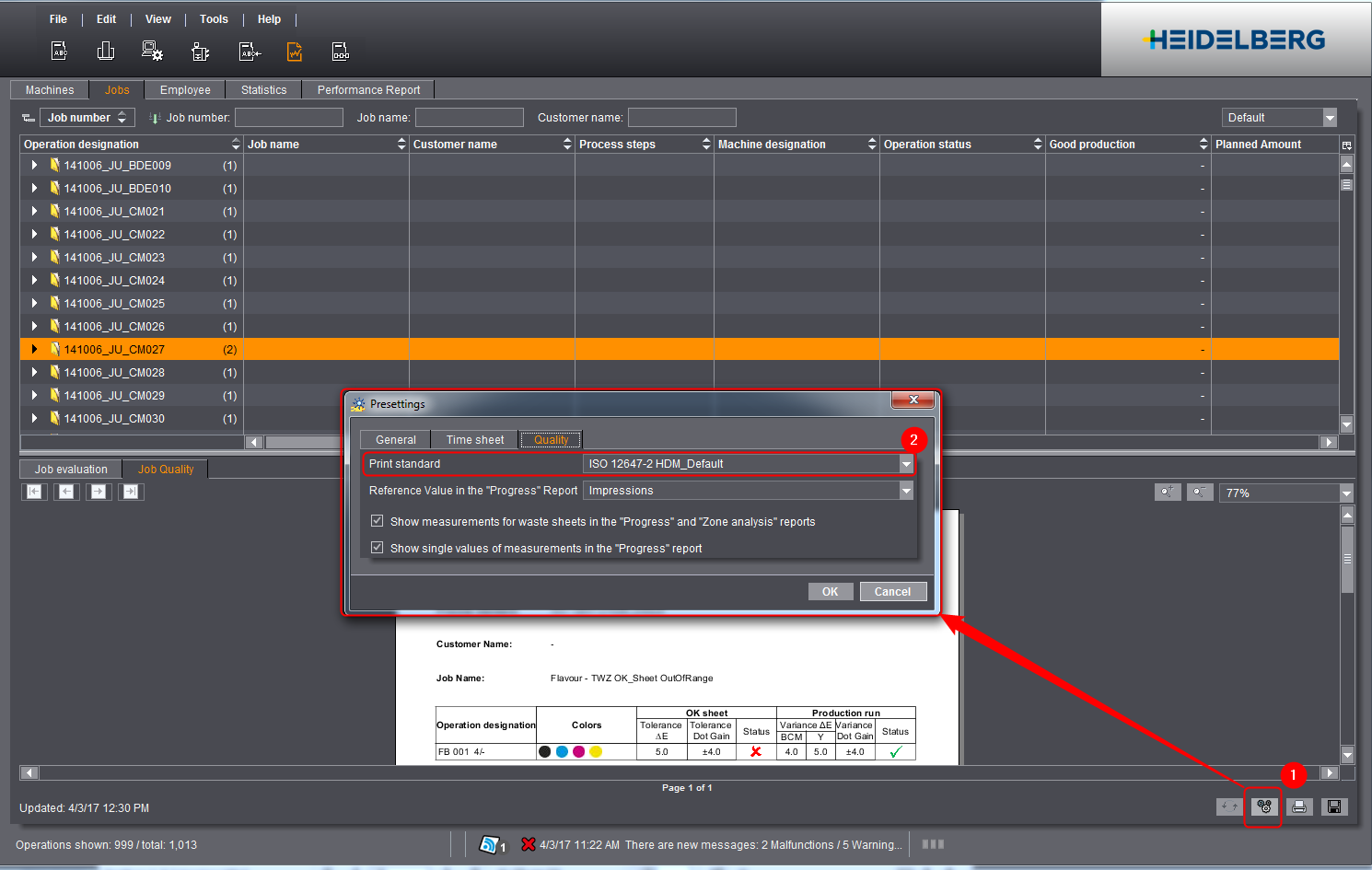
2.点击"预设置"图标 (1)。
打开对话框"预设置"。
3.从"印刷标准"列表中选择所需标准 (2)。
可以在 Prinect Color Toolbox 中创建可选印刷标准并传输至分析点。不在分析点中创建印刷标准。
4.点击"OK"。
印刷标准被用于所有新进入的颜色测量数据。