工序质量"总结"根据预设印刷标准显示所选工序的质量评价。它将所选的 OK 印张与印刷标准中的湿色值进行比较并且以印刷标准中的公差进行评价。另外所有在续刷过程中后续的测量都与 OK 印张进行对比,并且使用印刷标准中的变形进行评价。
作为"活件质量"的"总结"报告显示真实的测量值。
提示:预设置的印刷标准可以在分析点的预设置中进行修改。参见 更改质量报告的印刷标准。
前提条件
参见 前提条件。
查询条件
选择哪种测量纸张作为 OK 印张进行质量评价。如果工序中需正面印刷和反面印刷,可以为各选择一个测量纸张。
这里所选的 OK 印张具有下列相关性:
•在"活件质量"和工序质量"总结"中根据预设置的印刷标准对合格印张进行评价。
•在"活件质量"和工序质量"总结"中仅使用在印刷选定的合格印张后测量印张来进行续印检视。
下列印张默认作为合格印张选择:
•对于Prinect Axis Control 和 Prinect Inpress Control适用:
至Prinect 2017在合格印张计数器启用之后选择第一张印张。自Prinect 2017和Prinect Press Center Version 15B.02版本起,选择颜色测量装置操作人员作为合格印张定义的印张。如果没有定义,则在合格印张计数器启用之后自动选择第一张印张。
•对于Prinect Image Control适用:
在合格印张计数器启用之后选择第一张印张。
OK 印张上显示值的意义:

•第一个值:
测量时刻的合格印张数
•第二个值:
测量时刻所有印张数量(合格印张和废页)。
•括号中的值:
测量编号
"印刷标准"选择列表
基于已设定的标准,通过湿色值检查合格印张的质量。默认情况下在此选择来自全局设置的印刷标准(参见 更改质量报告的印刷标准)。
您可以针对一个后入的工序更改印刷标准。对此,请选择来自列表中的所需印刷标准并点击"更新报告"按钮。印刷标准立即用于所选工序。
"总结"报告
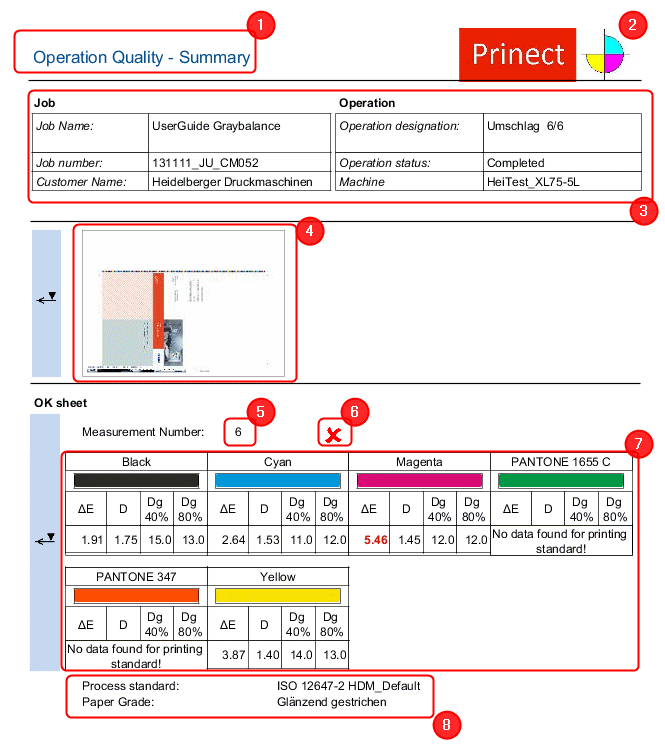
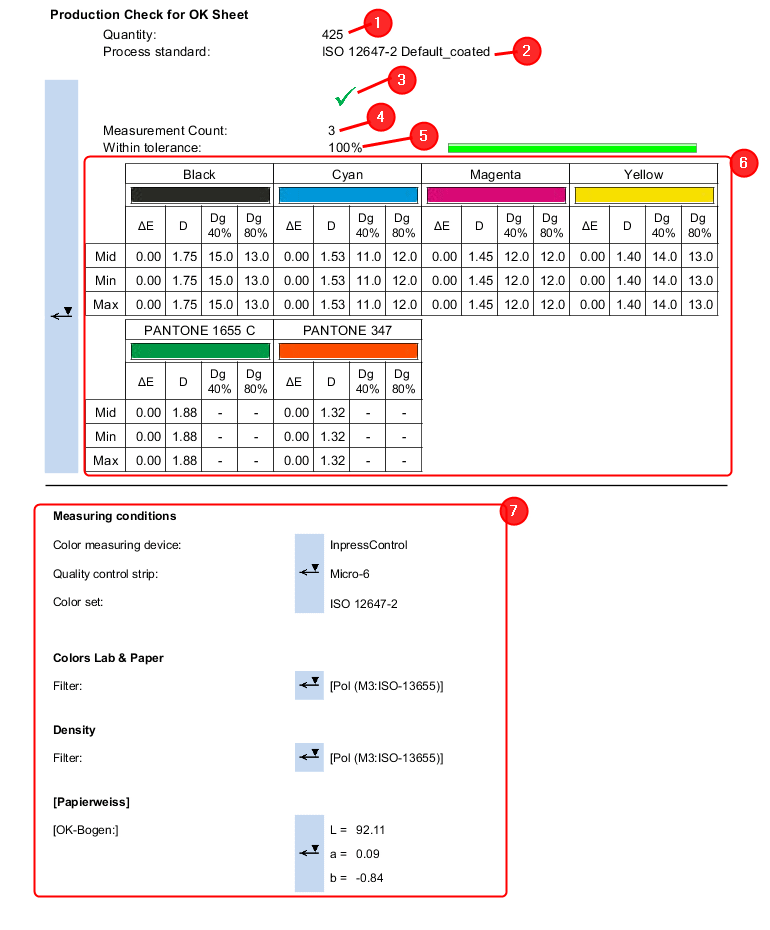
报告标题(1)
所选的标志(2)。参见标志
头数据(3):
•关于活件的信息
•关于工序的信息
正面印刷和反面印刷的缩略图(4)
OK 印张:
•测试编号(5):
质量评价中使用的测试印张编号。缺省值是选择第一个测试印张。左侧导航中的"OK 印张"查询条件上面可以手动选择其它 OK 印张。
•评价 OK 印张(6):
用状态图标来评价 OK 印张(参见状态图标)。评价 OK 印张时将其与印刷标准中的湿色值进行对比。

提示:评价时仅使用表格里得到的测量值。如果色调值增加没有测量值(单元格中为一条横线"-",就会自动评价为"OK"。
•每种颜色的测量结果表格(7):
OK 印张每种颜色的 ΔE、密度和色调增加的测量结果。
·红色测量值
该值说明已超出所选印刷标准允许偏差的范围。
·测量中的横线"-":
色度计操作者未测量该值。
·测量中未发现分析数据。
测量记录中未包含必需值。原因:色度测量时使用的是不支持的软件版本。参见 前提条件。
·未发现印刷标准数据!:
印刷标准中没有颜色或纸张等级的值。
•测量条件 (8)
所用印刷标准和所用纸张等级
OK 印张的续刷监控:
•卷标(1):
合格印张总数量
•进程标准(2):
使用的印刷标准
•评价续刷(3):
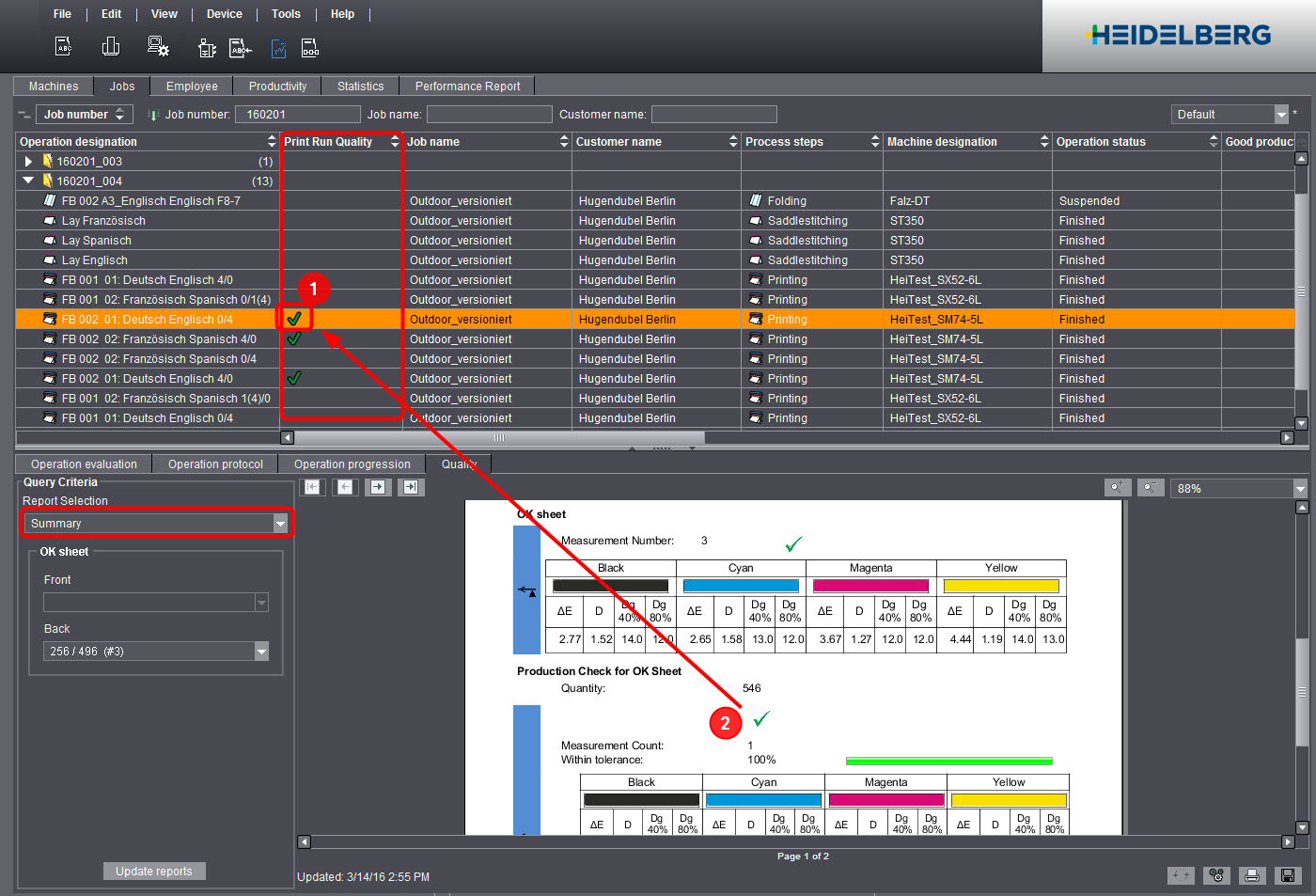
用状态图标来评价续刷(参见状态图标)。在正常生产时测量(合格印张计数器),与 OK 印张进行比较并进行评价。为了快速预览素有工序的续印评估,同样在"印数质量"列中显示状态图标。参见 活件视图中版次质量显示。

提示:评价时仅使用表格里得到的测量值。如果色调值增加没有测量值(单元格中为一条横线"-",就会自动评价为"OK"。
•测量数目(4):
在监控续刷时考虑的测量印张数目。只考虑测量选定的 OK 印张。
•在公差范围内(5):
根据印刷标准与 OK 印张进行对比后在公差范围内的测量部分。如果至少有 68% 在公差范围内,那么该次续刷就评价为"OK"。
•每种颜色的测量结果表格(6):
测量中每个颜色 ΔE 、密度(D)和色调值增加(TWZ)的平均值(Mid)、最小值(Min)和最大值(Max)。
·平均值(Mid)
测量的印张所有测量值的平均值
·最小值(Min)和最大值(Max)
所有测量印张的最小平均值和最大平均值。
为了更好的计算,首先制作每个测量印张的平均值。下列示例可以让密度更清晰。
|
测量印张 |
平均密度 |
|---|---|
|
测量印张 1 |
1.73 |
|
测量印张 2 |
1.63 |
|
测量印张 3 |
1.83 |
测量印张 2 的平均密度(1.63)在该示例中是最小值,测量印张 3 (1.83)是最大值。
·红色测量值
该值说明已超出所选印刷标准允许偏差的范围。
·测量中的横线"-":
色度计操作者未测量该值。
·测量中未发现分析数据。
测量记录中未包含必需值。原因:色度测量时使用的是不支持的软件版本。参见 前提条件。
·未发现印刷标准数据!:
印刷标准中没有颜色或纸张等级的值。
测量条件 (7)
为了快速检查工序的颜色质量,在"印张质量"列中显示续刷监控的状态(1)。其指的是在工序质量"总结"(2)内显示的状态。