在下列选项卡中您可以获得每个工序的详细信息:
•工序评估
•工序记录
•工序进度
•质量
您必须从活件列表中选择一个活件,这样才能生成活件/工序列表信息。
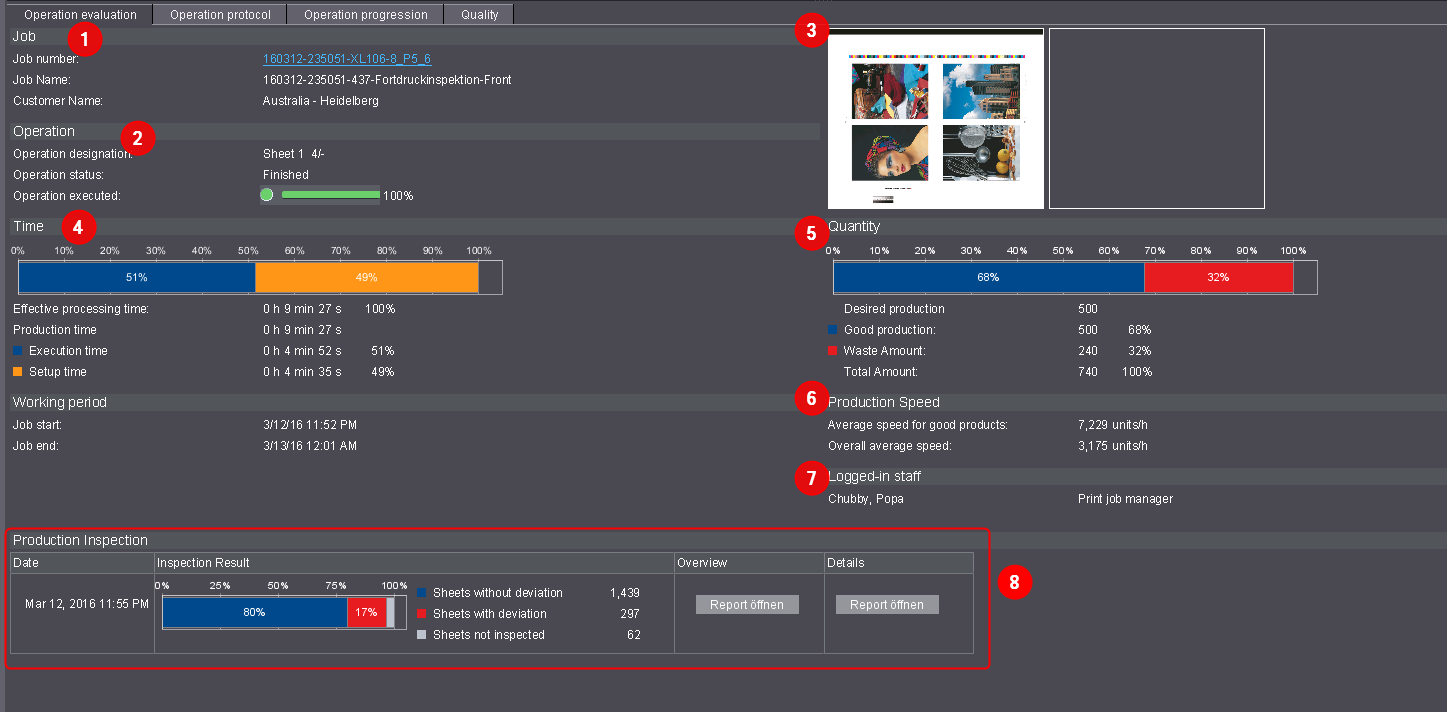
在"工序评估"标签页中可看到所选工序的详细信息。视工序类型而定(印刷、数字印刷、折页、裁切等),会形成不同的信息。例如下图的工序评估显示的是一个印刷工序。
在工序分析中显示的是下列信息:
"活件"区域
在此为您显示所属的活件。通过活件编号超链接的快捷方式菜单可以切换到不同的活件视图。
"工序"区域
在此获得有关选中的工序的详细信息。
印张预览
显示印张预览。
在条形图中以百分比数值显示生产时间。每个生产时间(百分比值)总是对应一个有效处理时间。
•有效处理时间
在机器上加载一道活件工序的所有时间之和。
条形图下方再次显示生产时间的绝对数值和百分比值。
时间的前言和总结取决于设备配置中时间类别和时间类型的配置。更多内容请参见 时间类别。
"数量"区
条形图中显示已生产合格印张占额定合格印张的百分比数值。条形图中还以数值和百分比值的形式显示额定总数量和实际已生产合格数量以及废品数量。
•合格品数量
在合格印张计数器接通期间印刷的印张数
•废页量
在合格印张计数器关闭期间印刷的印张数(例如在调整机器时)。
•Versafire 机器对应的数量
印刷样本数(例如小册子、1up 等)
"生产速度"区域
•合格品生产平均速度
印刷了合格印张的所有时间的合格品数量/总和(合格印张计数器接通且机器已实际印刷)。
印刷了合格印张的时间不能在分析点中直接查看。
•平均速度总计
合格品数量 / 以小时 (h) 为单位的报告时段
报告时段是在报告上方选择了的时段(例如"今天"、"昨天"、"本月"等)。不得混淆报告时间与"工作时间"。后者不考虑机器停机期间的时间。
•Labelfire 生产速度
以米/分钟为单位的平均速度
Labelfire 生产速度
以米/分钟为单位的平均速度
已登记的工作人员
这里将列出所有参与当前工序的工作人员。
Impression(ColorImpression 和 BlackImpression)
以数字印刷方式印刷的页数一个 Impression 相当于一个单面印刷页。其分为 ColorImpression 和 BlackImpression。ColorImpression 是所有那些至少含有一个颜色的 Impression。BlackImpression 是仅含有黑色的 Impression。
换版次数
显示所有带自动版次更换的Prinect Press Center装置的换版次数。一旦版次夹紧就计算一次班次更换。

带有 Prinect Inspection Control 2 的印刷机可以使用续印检视。

前提条件:必须在系统设置中激活"激活读入检查数据"选项。该设置在"管理 > 系统>< Prinectserver> > 分析点服务 > 检视报告 > 属性 "中执行(参见"分析点服务"区域)。
在续印检视时,Prinect Inspection Control 可以连续对比已印刷的印张和已在机器内创建的"数字参考印张"。这用于检查每张印张,以便在生产期间避免印刷错误。
只要机器上完成一个活件、发生一次活件切换或机器操作员手动输出一份报告时,就会向分析点传输报告。
•"检查结果"列
在条形图中显示续印检视的百分比评估。将在合格印张计数器启动后的所有印张考虑在内。
·未检查的印张
这些是指校准该数字参考印张所用的印张。也就是在启动合格印张计数器之后的前30张印张。如果使用超出30张印张,则表示有另一校准。
·一致的印张
这些是指与数字参考印张无偏差的所有已检查的印张。
·有偏差的印张
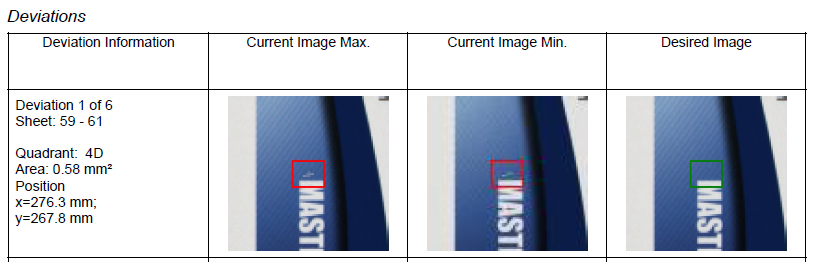
这些是指与数字参考印张不一致且由检查系统标记的所有已检查的印张。为了能够准确理解这种偏差,在细节报告中列出带图片和标记的所有偏差(参见PDF 检查)。
通过按钮"打开报告"可获得带续印检视总结的PDF报告。参见 续印检视概览报告 。
•"详细情况"列
通过按钮"打开报告"可获得关于续印检视中所有误差的PDF报告。前三页与概览报告内容一致(参见 "概览"列)。后续页详细列出了含图片和标记的所有偏差。
·报告中的缺陷
有可能偏差列表中缺少图片。其原因是报告的文件大小受到限制。在有非常多偏差的情况下,该检查系统无法将所有图片写入报告。
•报告显示为灰色


如果检查报告显示为灰色,则表示数据库溢出。在数据库溢出的情况下,该系统自动删除旧报告,从而无法在分析点中继续调用这些报告。您可以在系统设置内检查数据库是否溢出。为此,切换至"管理 > 系统 > <Prinect 服务器> > 分析点服务 > 检查报告"。

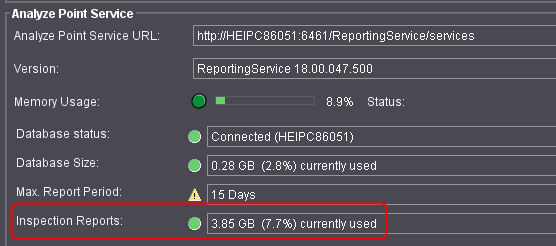
当数据库溢出时,状态显示为黄色。为了能够长时间保存旧报告,您需要一个更大的数据库。为此请与Prinect服务中心联系。
下图显示的是续印检视报告示例。
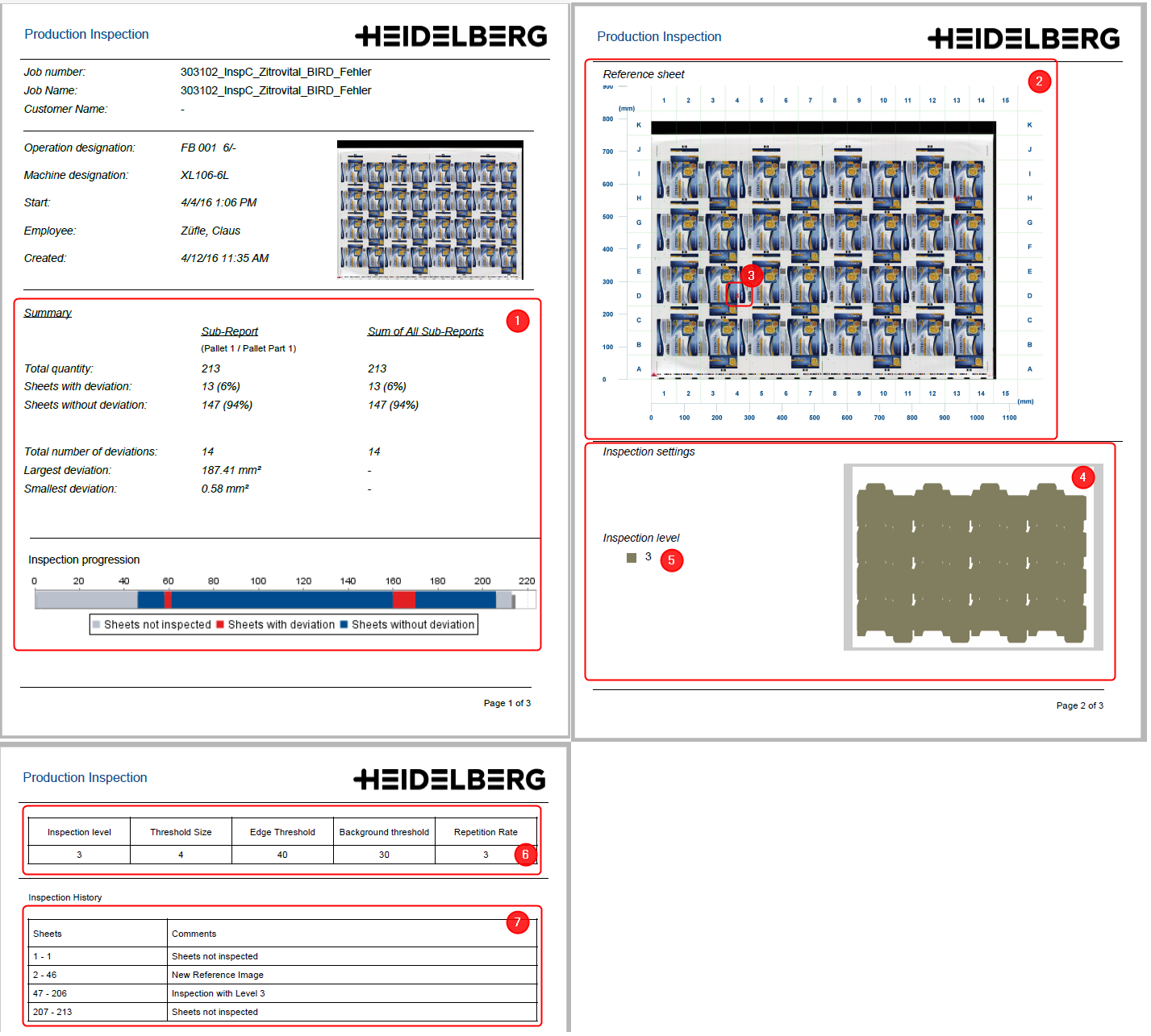
·该概览报告使在第一页示出了已检查印张的总结(1)。该总结与在"检查结果"列条形图内显示的数据一致。
·第二页示出了划分为多个象限(A1, B1, C1等)的数字参考印张(2)。存在偏差的各个象限都包含一个红色的编号(3)。它说明有多少印张相比数字参考印张有偏差。每个偏差均体现在细节报告中。
·下面还列有检查设置。该设置包含检查范围和检查等级。范围(4)显示检查的地点。检查等级(5)说明了检查的精确度。数字越小,检查就越严格。等级分为1至5。
·第三页示出了检查系统(6)的测量设置和印张(7)注释。

在使用 Prinect Inspection Toolbox 时可以使用该报告。

前提条件:必须在系统设置中激活"激活读入检查数据"选项。该设置在"管理 > 系统>< Prinectserver> > 分析点服务 > 检视报告 > 属性 "中执行(参见"分析点服务"区域)。
在进行 PDF 检查时,Prinect Inspection Toolbox 对比一个扫描(由 Prinect Inspection Control 或者 Prinect Image Control 进行)与一个来自印前的一整张 PDF/TIFF。PDF 检查用于批准印刷并确保印刷活件在内容方面与客户活件一致。
只要操作人员在 Inspection Toolbox 上评估印张为许可或不许可,则传输该报告至分析点。
•"检查结果"列
该列显示了经检查系统操作人员得到的印张评估。它是指不依赖于检查系统偏差的手动评估。如果印张未被批准(红叉),则在"注释"列中保存一份机器操作人员提示。
•"协议"列
通过"打开报告"按钮可获得 PDF 检查的 PDF 报告。其中包含检查系统确认的所有偏差。该报告结构类似于续印检视的报告(参见续印检视)。
•报告显示为灰色
参见 PDF 检查。
•注释
此处为检查系统操作人员的主要注释。这些注释主要与未被批准的印张相关。
在组合使用 Prinect Inspection Toolbox 与 Prinect Image Control 时可使用该报告。

前提条件:必须在系统设置中激活"激活读入检查数据"选项。该设置在"管理 > 系统>< Prinectserver> > 分析点服务 > 检视报告 > 属性 "中执行(参见"分析点服务"区域)。
在印张检查时,Prinect Inspection Toolbox 会对比来自 Prinect Image Control 的两次扫描。对此会将 Prinect Image Control 的第一次扫描保存为参考。所有后续扫描都会与该参考进行对比。印张检查用于识别出印刷图的永久损坏,例如损坏的印版或橡胶布。
报告的结构与 PDF 检查相同(参见 PDF 检查)。
这里您可以获得以表格形式显示的工序的详细信息。也就是说,在工作程序(自动由装置)中生成的报告是按时间顺序升序显示。
活件
关于活件的信息。
工序
关于工序的信息。
装置
设备名称和工序缩略图。
日志内容
•开始
工序开始的日期和时间。
•结束
工序结束的日期和时间。
•持续时间
工序持续时间。
•工作流程
工序编号和工序名称与配置相应。
•成本单位编号和印刷机名称
成本单位和工序名称与配置相应。
•合格品耗纸总长 (m) 和废页耗纸总长 (m)
Labelfire 数字印刷机所用量。
•机器工长
负责机器的工长姓名。
•数量和废品
在该工序中产品数量和废页量信息。
•注释
输入工序时的注释。
将时间数据切换至工业时间或标准时间
更改工序的排序
参见 更改日志的工序/工作流程的排序。
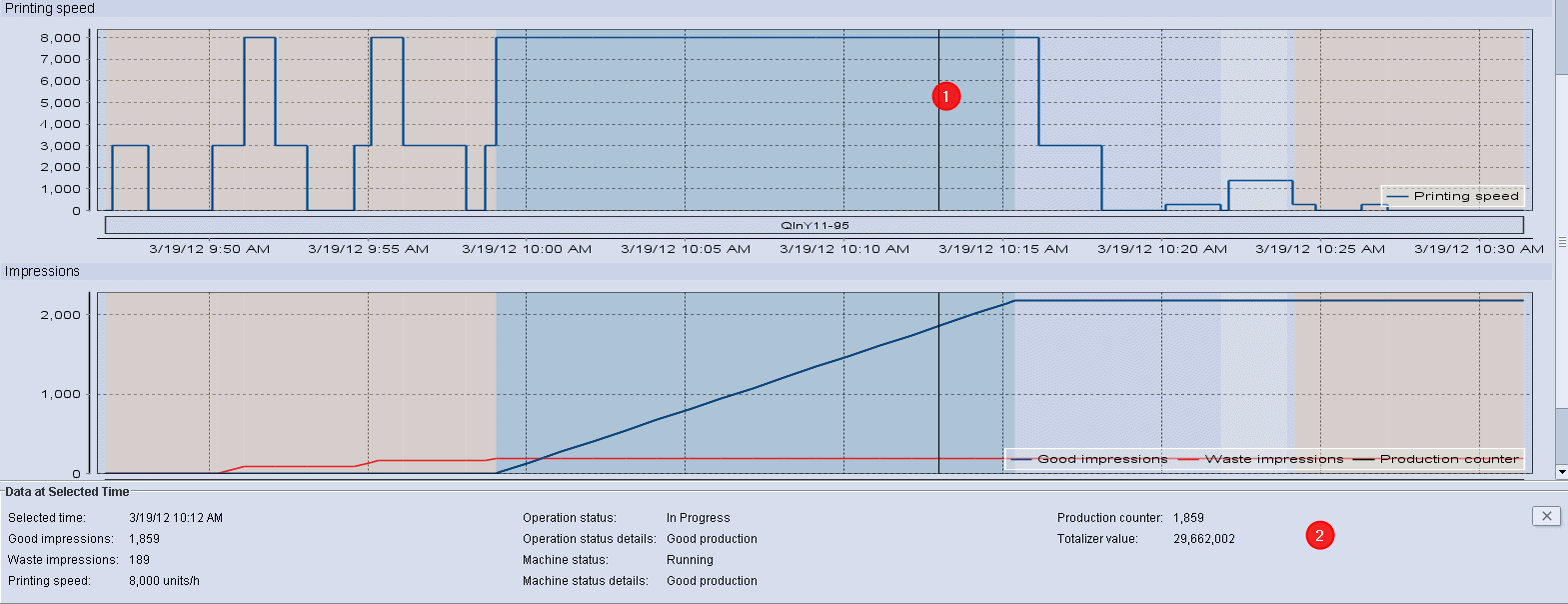
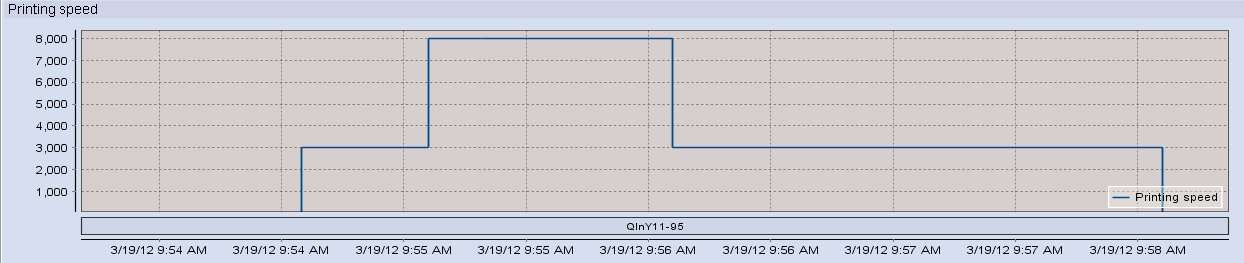
此处您可以看到以下图形曲线:
印刷速度/速度
显示印刷速度的时间变化。对于数字印刷机和数据终端装置而言不存在速度显示。
印刷品/产量计数器


该图表显示了合格印刷品、废印刷品和产量计数器的时间变化曲线。产量计数器除了显示合格印刷品外还显示处理好的印张。如果一个带有正面印刷和反面印刷的印张在两个工序中印刷(左右自翻),则合格印刷品几乎是生产计数器数量的两倍。
此走势图还会显示某个时间点的相关详细信息(选择特定时间点)。
示意图中颜色所代表的含义

进程的背景将以不同的颜色显示。颜色取决于特定时间窗口中的装置状态。
•橙色 = 设置 (1)
•蓝色 = 运行中 (2)
•白色 = 洗涤 (3)
•浅蓝 = 空转 (4)
所有其他的装置状态显示为"红色"。
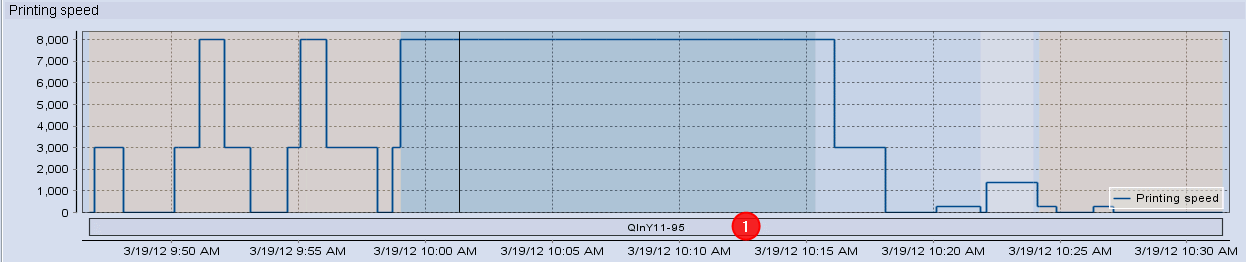
中断条
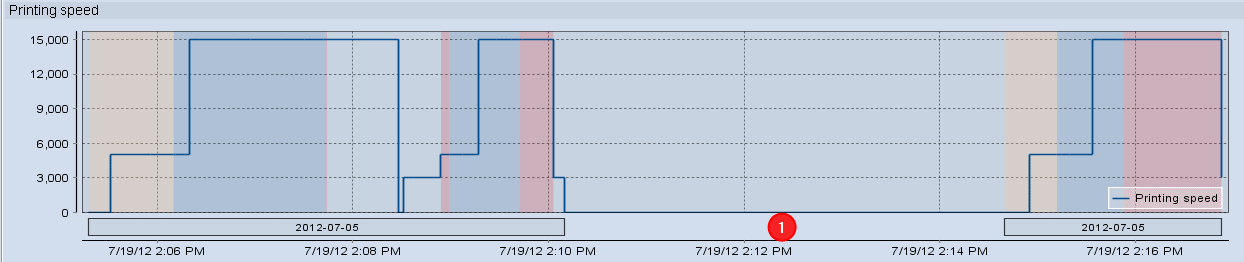
在进程中会显示带活件编号的梯形条。当工作程序被停止时,梯形条也将被停止 (1)。关闭装置后条形图仍是连续的(下图 (1))。在停止/关闭装置这两种情形下,计数器读书垂直归"0"。
装置关闭
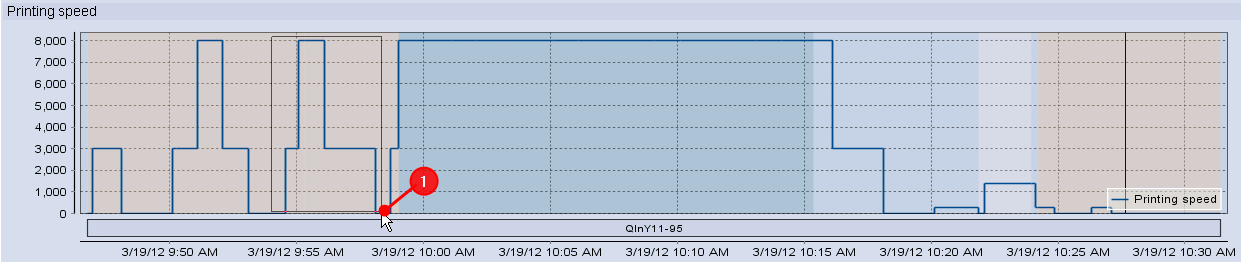
您可以用鼠标点击曲线进程上任意一点。在所有进程中,该点位置出现一条垂直线 (1)。显示已选取的点的详细信息(例如,已生产的合格印刷品、废品和速度)(2)。
如果要取消选择某个点,您必须点击"X"按钮。此时,详细信息又被隐藏掉。
确定"放大"范围
如果您想仔细观察某一区域,可以在这一区域中进行放大。对于每个曲线都可以单独设置"缩放"。
1.用鼠标点击左上角所需的起始区域并按住鼠标左键。
2.现在您可以"拖动"出现的矩形到右下角的结束区域,然后松开鼠标左键 (1)。


您可以针对所有走势曲线分别进行"缩小"操作。
必须用鼠标点击曲线并按住鼠标,然后向左上方移动鼠标可以进行"缩小"。然后松开鼠标左键。