“Resumen” de la calidad de la operación
El “Resumen” de la calidad de la operación muestra la evaluación de calidad para una operación seleccionada conforme al estándar de impresión preajustado. Por un lado, el pliego bueno seleccionado se compara con el juego de colores húmedos del estándar de impresión y se evalúa en base a la tolerancia del estándar de impresión. Por otro lado, todas las mediciones siguientes que se hagan durante la impresión continua se comparan con el pliego bueno y se evalúan en base a la varianza del estándar de impresión.
A diferencia de la “Calidad del pedido”, el informe “Resumen” muestra los valores medidos realmente.
Requisitos
Vea Requisitos.
Criterios de consultas
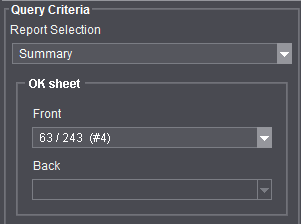
Aquí se elige el pliego de medición que se debe usar como pliego bueno para la evaluación de la calidad. Mientras la operación contenga impresión de blanco y retiración se podrá seleccionar para cada caso un pliego de medición.
El pliego bueno aquí seleccionado tiene la siguiente relevancia:
•En la “Calidad del pedido” y en el “Resumen” de la calidad de la operación se evalúa el pliego bueno según el estándar de impresión preajustado.
•En la “Calidad del pedido” y en el “Resumen” de la calidad de la operación se usan para el control de la impresión continua solamente pliegos de medición que fueron impresos según el pliego bueno seleccionado.
El siguiente pliego de impresión está seleccionado de manera estándar como el pliego bueno:
•Para Prinect Axis Control y Prinect Inpress Control se considera:
Hasta la versión Prinect 2017 se selecciona el primer pliego tras haber activado el contador de pliegos buenos. A partir de Prinect 2017 y con una versión 15B.02 de Prinect Press Center se selecciona el pliego de impresión que el operador ha definido como pliego bueno en el dispositivo de medición de color. Si no ha definido ninguno, se selecciona automáticamente el primer pliego tras haber activado el contador de pliegos buenos.
•Para Prinect Image Control se considera:
Se selecciona el primer pliego tras haber activado el contador de pliegos buenos.
Significado de los valores de un pliego bueno:

•Primer valor:
Cantidad de pliegos buenos en el momento de la medición.
•Segundo valor:
Cantidad de todos los pliegos de impresión (pliegos buenos y maculatura) en el momento de la medición
•El valor en paréntesis:
Número de medición
Lista de selección “Estándar de impresión”
Aquí también se puede modificar el estándar de impresión para la operación seleccionada. Vea Modificar estándar de impresión para una operación individual.
Informe “Resumen”
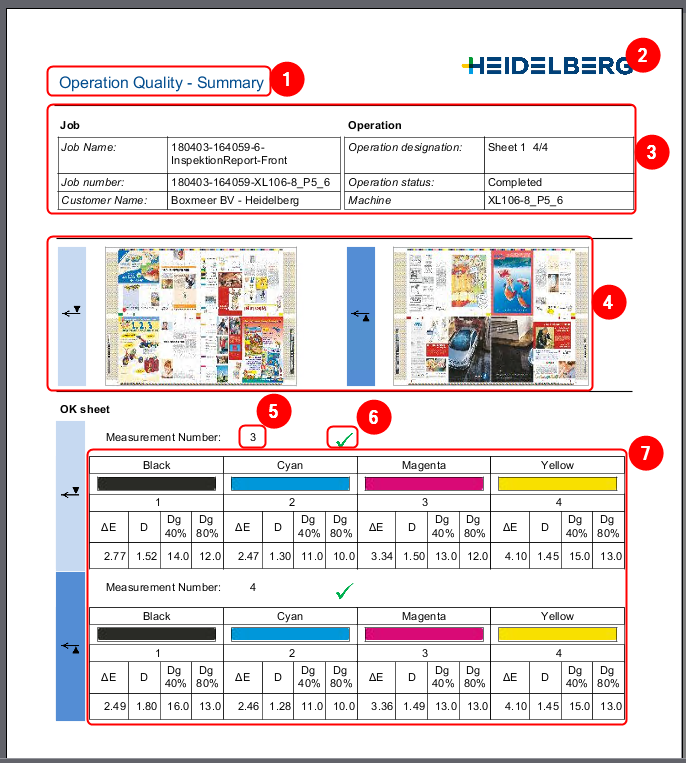
(1) Título del informe
(2) Logotipo que usted ha elegido. Vea Logotipo
(3) Datos de encabezado:
•Información sobre el pedido
•Información sobre la operación
(4) Thumbnails para la impresión de blanco y la retiración
Pliego bueno:
•(5) Número de medición:
Número del pliego de medición que se usa para la evaluación de la calidad. de manera estándar. Mediante el criterio de consulta “Pliego bueno” en la navegación del lado izquierdo se puede elegir manualmente otro pliego.
•(6) Evaluación del pliego bueno:
Evaluación del pliego bueno mediante el símbolo de estado (vea Símbolos de estado). Para la evaluación, el pliego bueno se compara con el valor del juego de colores húmedos del estándar de impresión.

Nota: Para la evaluación se toman solamente los valores de medición que están recopilados en esta tabla. Si p. ej. no hay valores para el aumento del valor tonal (rayita “-” en la celda), esto se evalúa automáticamente con “OK”.
•(7) Tabla con resultados de medición para cada color:
Resultados de medición para Delta E, densidad y aumento del valor tonal sobre cada color del pliego bueno.
·Número debajo del color
Número del cuerpo impresor.
·Valor de medición rojo
Este valor está fuera de la tolerancia permitida en el estándar de impresión elegido.
·Rayita “—” en la medición:
Este valor no ha sido medido por el operador en el dispositivo de medición.
·¡No se han encontrado datos Lab en las mediciones!:
El protocolo de medición no contiene los valores requeridos. Motivo: La medición de color se ha ejecutado con una versión de software que no se soporta. Vea Requisitos.
·¡No se han encontrado datos para el estándar de impresión!:
En el estándar de impresión no hay valores para los colores o la clase de papel.
•(8) Condiciones de medición:
Estándar de impresión utilizado y clase de papel utilizada
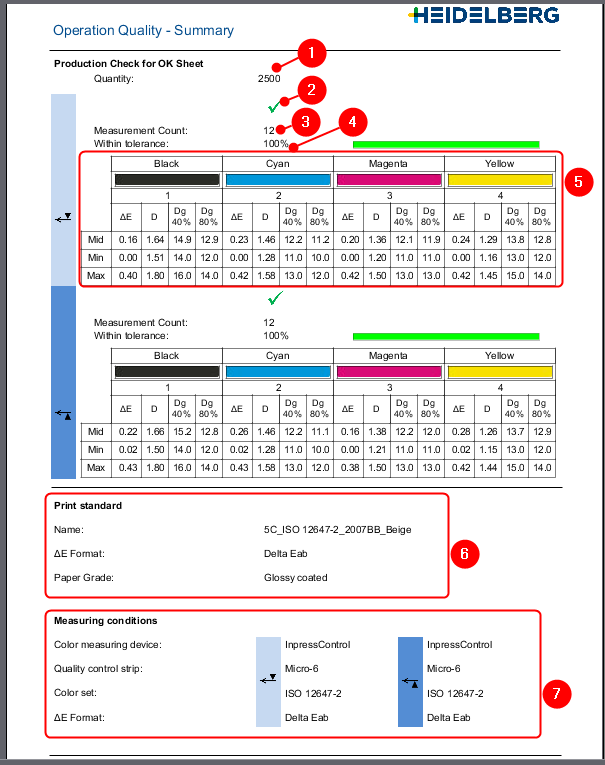
Control de impresión continua para pliego bueno:
•(1) Tirada:
Cantidad de pliegos buenos en total.
•(2) Evaluación de la impresión continua:
Evaluación de la impresión continua mediante el símbolo de estado (vea Símbolos de estado). Para hacer la evaluación, las mediciones durante la producción buena (contador de pliegos buenos activado) se comparan con el pliego bueno y se evalúan. Para tener una vista general rápida de la evaluación de la impresión continua de todas las operaciones se muestra también el símbolo de estado en la columna “Calidad de la tirada”. Vea Representación de la calidad de la tirada en la vista del pedido.

Nota: Para la evaluación se toman solamente los valores de medición que están recopilados en esta tabla. Si p. ej. no hay valores para el aumento del valor tonal (rayita “-” en la celda), esto se evalúa automáticamente con “OK”.
•(3) Número de mediciones:
Cantidad de pliegos de medición que se consideran en el control de impresión continua. Se consideran solamente mediciones que fueron hechas temporalmente según el pliego bueno seleccionado.
•(4) Dentro de la tolerancia:
Porcentaje de mediciones que, al ser comparadas con el pliego bueno, están dentro de la tolerancia según el estándar de impresión. Cuando por lo menos 68% están dentro de la tolerancia, la impresión continua se evalúa con “OK”.
•(5) Tabla con resultados de medición para cada color:
Promedio (Mid), mínimo (Min) y máximo (Max) para Delta E (ΔE), densidad (D) y aumento del valor tonal (TWZ) sobre cada color de las mediciones incluidas.
·Promedio (Mid)
Valor promedio de todos los valores de medición de los pliegos de impresión medidos
·Mínimo (Min) y máximo (Max)
Valor promedio menor y mayor de todos los pliegos de medición medidos.
Para hacer el cálculo primero se forma el valor promedio de cada pliego de medición. El siguiente ejemplo debe explicar esto en base a la densidad:
|
Pliego de medición |
Densidad promedio |
|---|---|
|
Pliego de medición 1 |
1,73 |
|
Pliego de medición 2 |
1,63 |
|
Pliego de medición 3 |
1,83 |
La densidad promedio del pliego de medición 2 (1,63) es en este ejemplo el mínimo, y la del pliego de medición 3 (1,83) es el máximo.
·Valor de medición rojo
Este valor está fuera de la tolerancia permitida en el estándar de impresión elegido.
·Rayita “—” en la medición:
Este valor no ha sido medido por el operador en el dispositivo de medición.
·¡No se han encontrado datos Lab en las mediciones!:
El protocolo de medición no contiene los valores requeridos. Motivo: La medición de color se ha ejecutado con una versión de software que no se soporta. Vea Requisitos.
·¡No se han encontrado datos para el estándar de impresión!:
En el estándar de impresión no hay valores para los colores o la clase de papel.
(6) Estándar de impresión
•Estándar de impresión utilizado y clase de papel utilizada. El estándar de impresión puede modificarse posteriormente (lista de selección “Estándar de impresión” en la navegación izquierda). Vea también Lista de selección “Estándar de impresión”.
(7) Condiciones de medición
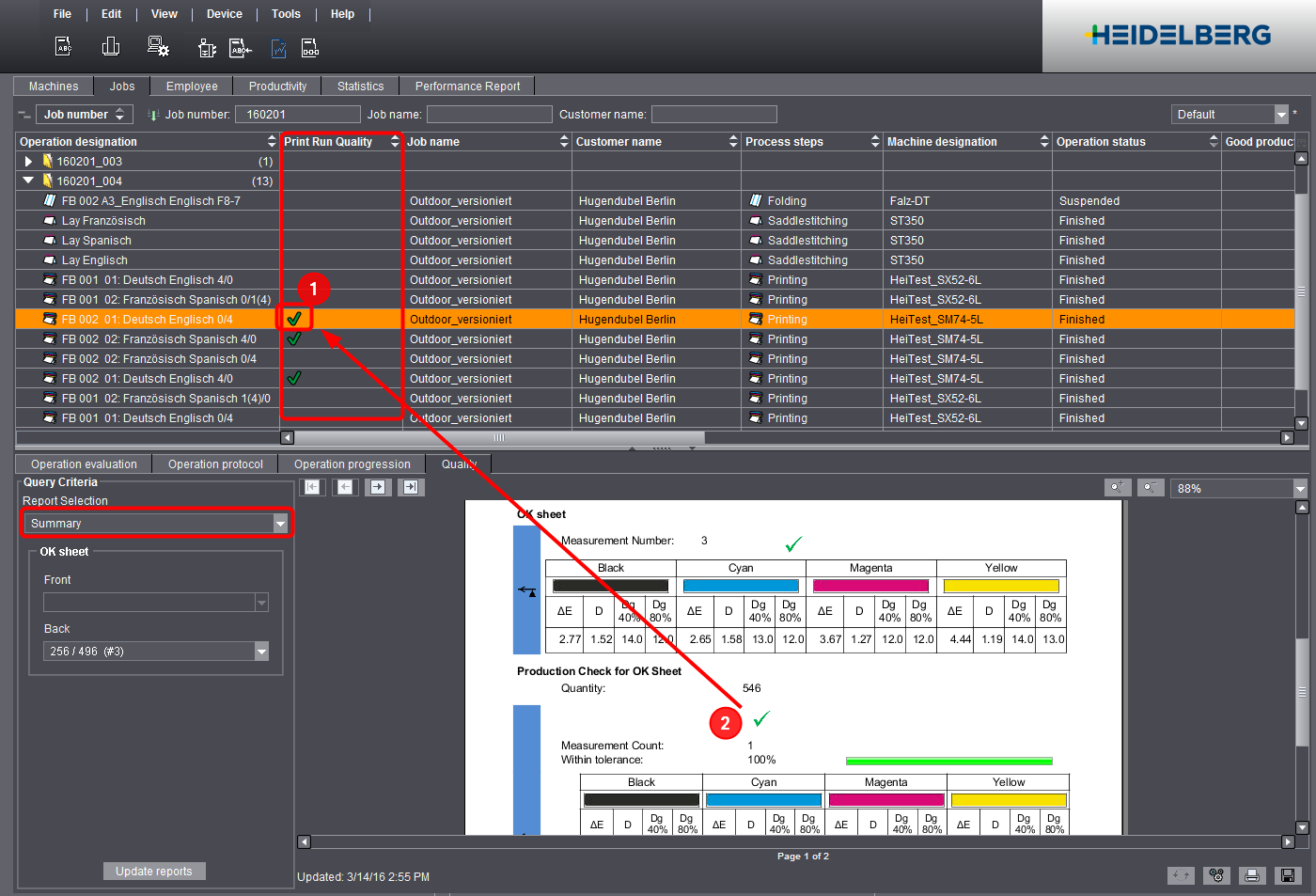
Representación de la calidad de la tirada en la vista del pedido
Para verificar rápidamente la calidad del color de una operación se muestra en la columna “Calidad de la tirada” el estado de los controles de impresión continua (1). Este es un estado que se muestra en el informe ““Resumen” de la calidad de la operación”(2).