Dependiendo del modo de trabajo es posible parametrar en Analyze Point diversas preferencias. Ellas están divididas en las siguientes áreas:
•Pestañeta “General”
P. ej. cambiar la indicación de la hora de hora normal a hora industrial.
•Pestañeta “Ficha diaria”
P. ej. activar la marcación de horas no específicas.
•Pestañeta “Calidad”
P. ej. modificar el estándar de impresión global.
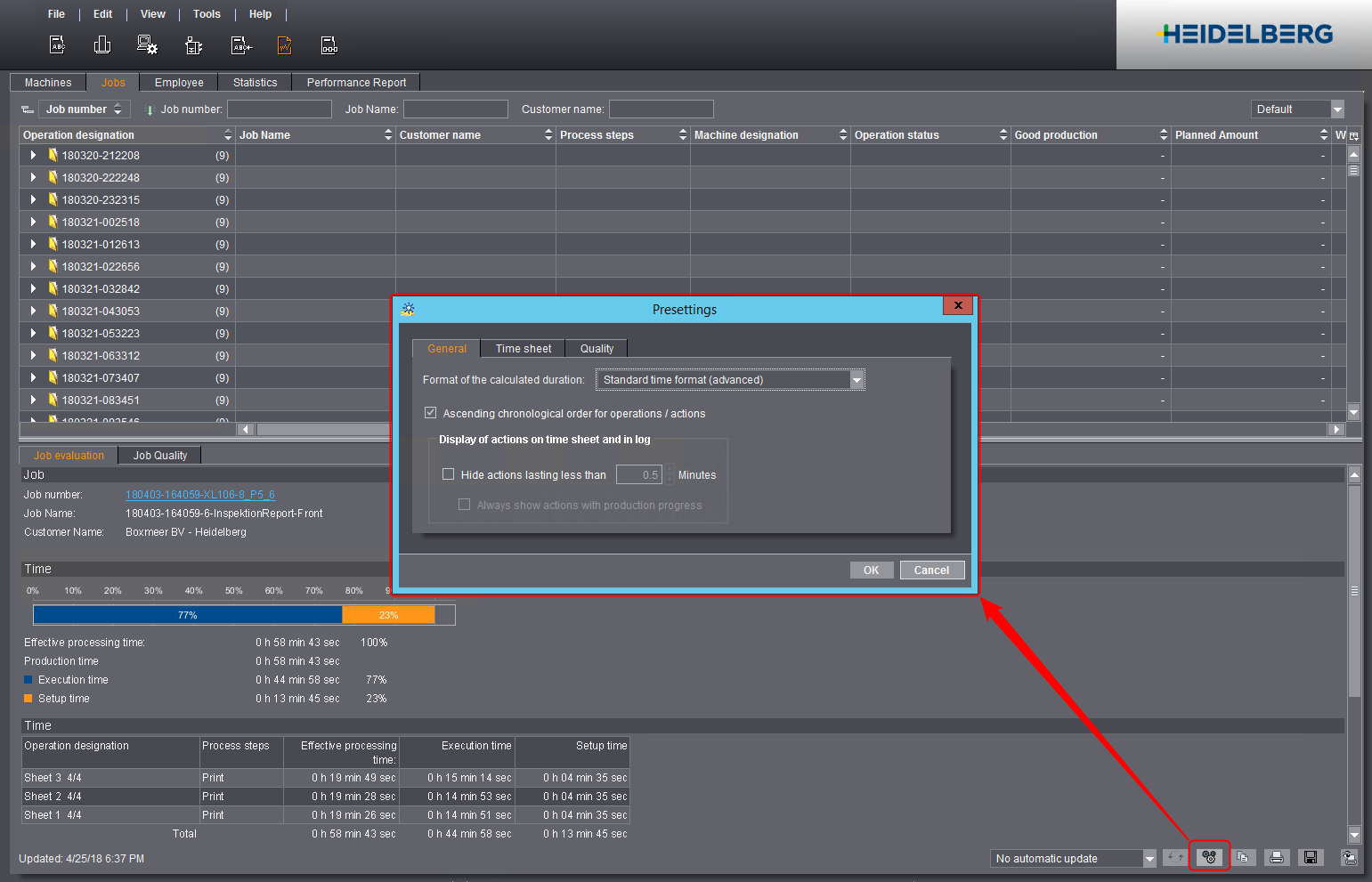
Para parametrar preferencias, cambie al área “Analyze Point” y haga clic en el botón “Rueda dentada”:
Formato de la duración calculada
Todas las indicaciones de tiempo en Analyze Point se realizan en una hora industrial o en una hora normal ampliada.
Hora industrial:
Hora normal:
Tiempo normal (avanzado):
Orden cronológico ascendente para operaciones / procesos de trabajo
Todos los protocolos en Analyze Point (fichas diarias, protocolo de máquina, etc.) se pueden clasificar en el tiempo de manera ascendente o descendente.
Opción activada: la entrada más antigua se muestra arriba.
Indicación de procesos de trabajo en la ficha diaria y en el protocolo
•“Ocultar procesos de trabajo de un tiempo menor a n minutos”:
Cuando la opción está activada se ocultan en los protocolos “Ficha diaria”, “Protocolo de máquina” y “Protocolo de operación” los procesos de trabajo cuyos tiempos de procesamiento son menores al intervalo de tiempo definido. De esta manera el protocolo respectivo es más sinóptico.
•“Representar siempre procesos de trabajo con progreso de producción”:
Cuando la opción está activada se mostrarán también los procesos de trabajo con progreso de producción cuando sus tiempos de procesamiento sean menores al intervalo de tiempo definido.
Mostrar informaciones detalladas
Cuando la opción está activada se representan en la ficha diaria, además del protocolo, diagramas de barras para los tiempos y cantidades. Vea Tiempos y cantidades (2).
Marca de intervalos de tiempo no específico mayor o igual a n minutos
Especialmente en dispositivos conectados mediante un Data Terminal sucede a veces que el operador de una máquina se registra pero se olvida de recopilar operaciones (mensajes RDS). En este caso, Analyze Point no “sabe” lo que se hizo en ese momento y no puede asignar ningún proceso de trabajo.
En este caso es útil que los tiempos se muestren como una línea vacía en la ficha diaria. El operador de la máquina puede posteriormente escribir en la ficha diaria impresa los trabajos que ha realizado en estos periodos de tiempo.
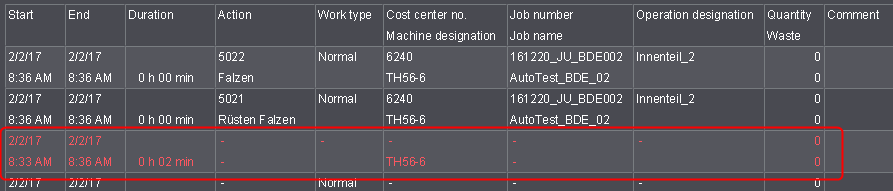
Los tiempos que la máquina no contabiliza automáticamente ni el operador de la máquina recopila manualmente se pueden representar de color rojo en la ficha diaria.
Cuando la opción “Marca de tiempo no específico mayor o igual a n minutos” está activada se mostrarán huecos temporales en la ficha diaria. Introduciendo los minutos se define a partir de qué momento se recopila el hueco temporal. Como máximo se puede visualizar un hueco temporal a partir de 59 minutos.
Estándar de impresión
Aquí puede definir el estándar de impresión global para la evaluación de datos de medición de color en Analyze Point. Este estándar de impresión se aplica tan pronto como se reciban los datos de calidad para una operación. Una modificación posterior del estándar de impresión tiene efecto solo en operaciones nuevas. Una excepción la forma el reporte de calidad “Resumen”. Aquí también se puede modificar posteriormente el estándar de impresión para cada operación. Vea Modificar estándar de impresión para una operación individual. Como estándar de impresión global está ajustado de fábrica el estándar “ISO 12647-2 HDM_Default”.
Tamaño de referencia en el informe “Progreso”
En el reporte de calidad “Progreso” se representa cada valor de medición de un aumento del valor tonal en relación a un tamaño definido. Por ejemplo, se puede representar a qué hora se realizó cada medición. Puede elegir entre tres magnitud de referencia:
•Medición
Se representa el número de medición de cada medición.
•Hora
Se representa a qué hora se realizó una medición.
•Impresiones
Se representa para qué pliegos de impresión se realizó una medición.
Representar mediciones para pliegos de maculatura en los informes “Progreso” y “Evaluación de zonas”
En los reportes de calidad “Progreso” y “Evaluación de zona” se pueden incluir ya sea solo las mediciones para pliegos buenos o bien todas las mediciones (pliegos buenos y pliegos de maculatura). Cuando la opción está activada se incluyen los pliegos de maculatura.
Representar valores individuales de mediciones en el informe “Progreso”
Cuando la opción está activada, en el reporte de calidad “Progreso” se representan los valores de mediciones individuales para Delta E, densidad y aumento del valor tonal.
Aumento del valor tonal máximo para reporte “Calidad” de máquina en porcentaje n
En el reporte “Calidad de máquina” se limita la indicación del aumento del valor tonal en el eje Y al máximo aquí ajustado. Esto mejora la visibilidad, ya que los valores del aumento del valor tonal están básicamente en el área entre 0% y 15%. El valor estándar es de 30% y se puede modificar a 40% o 50%. De esta manera se conserva un sector útil, incluso cuando una medición individual arroje un mayor valor.