Qualité de l’opération « Synthèse »
La qualité de l’opération « Synthèse » fournit une évaluation de la qualité d’une opération choisie, par rapport au standard d’impression prédéfini. Ce rapport fournit d’une part une comparaison entre le B.A.T. choisi et le jeu d’encres humides du standard d’impression. Comparaison dont le résultat est ensuite évalué par rapport aux tolérances admises par le standard d’impression en question. D’autre part, toutes les mesures suivantes effectuées lors du tirage d’impression sont comparées au B.A.T. et évaluées par rapport à la variance définie par le standard d’impression.
Contrairement au rapport « Qualité de la commande », le rapport « Synthèse » montre les valeurs qui ont été véritablement mesurées.
Conditions requises
Voir Conditions requises.
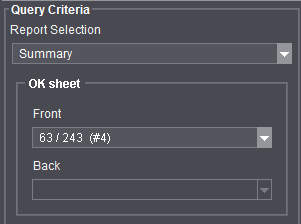
Critères d’interrogation
Permet de choisir la feuille à utiliser comme B.A.T. pour évaluer la qualité. Si l’opération comprend une impression recto et une impression verso, vous pouvez choisir une feuille de mesure pour chacune d’entre elles.
Le B.A.T. sélectionné ici sera utilisé de la manière suivante :
•Dans la « Qualité de la commande » et le « Résumé » de la qualité de l’opération , le B.A.T. est évalué selon le standard d’impression prédéfini.
•Dans la « Qualité de la commande » et le « Résumé » de la qualité de l’opération, seules les feuilles de mesure imprimées après le B.A.T. sélectionné seront prises en compte pour le contrôle du tirage d’impression.
Par défaut, la feuille d’impression suivante sera utilisée comme B.A.T. :
•Pour Prinect Axis Control et Prinect Inpress Control, la règle suivante s’applique :
Jusqu’à Prinect 2017, c’est la première feuille après l’activation du compteur de bonnes feuilles qui est sélectionnée. A partir de Prinect 2017 et d’une version Prinect Press Center 15B.02, c’est la feuille d’impression définie par l’opérateur comme B.A.T. au niveau du colorimètre qui est sélectionnée. Si l’opérateur n’a définit aucune feuille, ce sera la première feuille après l’activation du compteur de bonnes feuilles qui sera sélectionnée.
•Pour Prinect Image Control, la règle suivante s’applique :
C’est la première feuille après l’activation du compteur de bonnes feuilles qui est sélectionnée.
Signification des valeurs indiquées concernant le B.A.T. :

•Première valeur :
Nombre de bonnes feuilles au moment de la mesure
•Deuxième valeur :
Nombre total de feuilles imprimées (bonnes feuilles et gâche) au moment de la mesure
•Valeur entre parenthèses :
Numéro de la mesure
Liste déroulante « Standard d’impression »
Vous pouvez changer ici le standard d’impression à prendre en compte pour l’opération sélectionnée. Voir Modifier le standard d’impression pour une opération précise.
Rapport « Synthèse »
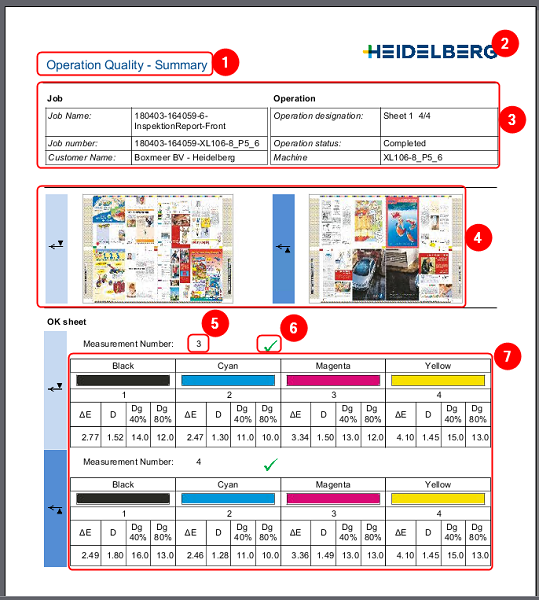
(1) Intitulé du rapport
(2) Logo que vous avez choisi. Voir Logo.
(3) Données de l’en-tête :
•Informations concernant la commande
•Informations concernant l’opération
(4) Vignettes du recto et du verso
B.A.T. :
•(5) N° de mesure :
numéro de la feuille de mesure utilisée pour évaluer la qualité. Par défaut, c’est la première feuille de mesure qui est toujours sélectionnée. Vous pouvez choisir manuellement un autre B.A.T. par le biais du critère d’interrogation « B.A.T. » disponible dans la barre de navigation de gauche
•(6) Evaluation du B.A.T. :
Evaluation du B.A.T. sous forme de pictogramme (voir Pictogrammes d’état). Pour l’évaluation, le B.A.T. est comparé à la valeur du jeu d’encres humides issue du standard d’impression.

Remarque : Pour l’évaluation, seules les mesures figurant dans le tableau sont prises en compte. Si, par exemple, aucune mesure n’est disponible pour l’engraissement (mention « — » dans la case), cela sera évalué automatiquement comme étant « OK ».
•(7) Tableau avec résultats de mesure pour chaque couleur :
résultats des mesures pour delta E, densité et engraissement pour chaque couleur du B.A.T.
·Numéro en-dessous de la couleur
Numéro du groupe d’impression.
·Mesure inscrite en rouge
La valeur se situe hors de la tolérance admise par le standard d’impression choisi.
·Mention « — » dans la partie Mesure :
cette valeur n’a pas été mesurée par l’opérateur sur le colorimètre.
·Aucune donnée Lab trouvée dans les mesures ! :
Le procès-verbal de la mesure ne contient pas les valeurs requises. Motif : la mesure colorimétrique a été réalisée avec une version logicielle non prise en charge. Voir Conditions requises.
·Aucune donnée trouvée pour un standard d’impression ! :
aucune valeur n’est disponible pour la couleur ou la catégorie de papier concernée dans le standard d’impression.
•(8) Conditions de mesure :
standard d’impression et catégorie de papier utilisés
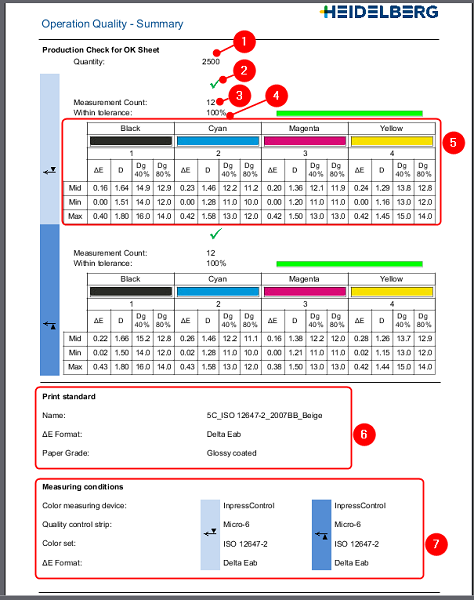
Contrôle du tirage d’impression par rapport au B.A.T. :
•(1) Tirage :
Nombre total de bonnes feuilles.
•(2) Evaluation de la production :
évaluation du tirage d’impression sous forme de pictogramme (voir Pictogrammes d’état). Les mesures réalisées au cours de la production des bonnes feuilles (compteur de bonnes feuilles activé) sont comparées au B.A.T. et analysées. Pour pouvoir juger rapidement de la qualité du tirage d’impression de toutes les opérations, une icône d’état est affichée dans la colonne « Qualité du tirage ». Voir Représentation de la qualité du tirage dans l’écran Commandes.

Remarque : Pour l’évaluation, seules les mesures figurant dans le tableau sont prises en compte. Si, par exemple, aucune mesure n’est disponible pour l’engraissement (mention « — » dans la case), cela sera évalué automatiquement comme étant « OK ».
•(3) Nbre de mesures :
nombre de feuilles de mesure prises en compte pour le contrôle du tirage d’impression. Seules les mesures effectuées après le B.A.T. sélectionné sont prises en compte.
•(4) Dans la tolérance :
proportion de mesures qui, comparées au B.A.T. se situent dans les tolérances du standard d’impression. Lorsque au moins 68 % des mesures se situent dans la tolérance, le tirage d’impression est considéré comme étant « OK ».
•(5) Tableau avec résultats de mesure pour chaque couleur :
Moyenne (Mid), minimum (Min) et maximum (Max) pour delta E (ΔE), densité (D) et engraissement (engr.) pour chaque couleur des mesures prises en compte.
·Moyenne (Mid)
valeur moyenne de toutes les valeurs mesurées sur les feuilles d’impression
·Minimum (Min) et maximum (Max)
Plus petite et plus grande valeur moyenne de toutes les feuilles d’impression mesurées.
Pour le calcul, on commencera pas calculer la valeur moyenne de chaque feuille mesurée. Voici un exemple pour vous permettre de mieux comprendre (Densité) :
|
Feuilles mesurées |
Densité moyenne |
|---|---|
|
Feuille mesurée 1 |
1,73 |
|
Feuille mesurée 2 |
1,63 |
|
Feuille mesurée 3 |
1,83 |
Dans cet exemple, la densité moyenne de la feuille 2 (1,63) est la densité minimale et celle de la feuille 3 (1,83), la densité maximale.
·Mesure inscrite en rouge
La valeur se situe hors de la tolérance admise par le standard d’impression choisi.
·Mention « — » dans la partie Mesure :
cette valeur n’a pas été mesurée par l’opérateur sur le colorimètre.
·Aucune donnée Lab trouvée dans les mesures ! :
Le procès-verbal de la mesure ne contient pas les valeurs requises. Motif : la mesure colorimétrique a été réalisée avec une version logicielle non prise en charge. Voir Conditions requises.
·Aucune donnée trouvée pour un standard d’impression ! :
aucune valeur n’est disponible pour la couleur ou la catégorie de papier concernée dans le standard d’impression.
(6) Standard d’impression
•Standard d’impression et catégorie de papier utilisés. Le standard d’impression peut être modifié a posteriori (liste déroulante « Standard d’impression » dans le volet de navigation de gauche). Voir aussi Liste déroulante « Standard d’impression ».
(7) Conditions de mesure
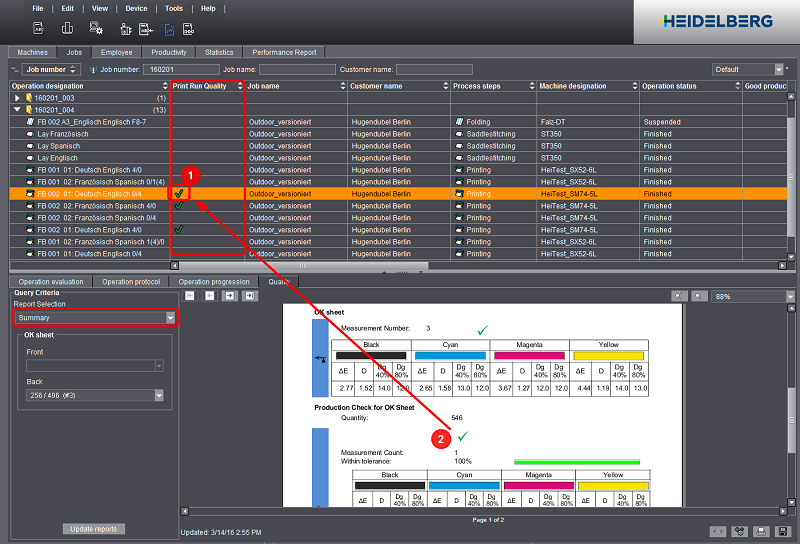
Représentation de la qualité du tirage dans l’écran Commandes
Pour contrôler rapidement la qualité d’encrage d’une opération, la colonne « Qualité du tirage » indique l’état du contrôle du tirage (1). Il s’agit de l’état indiqué dans le rapport « Qualité de l’opération ‘Résumé’ » (2).