![]() Tutorial video: In questo video vi mostriamo come effettuare correttamente un rilevamento dei tempi nel Prinect Prepress Center:
Tutorial video: In questo video vi mostriamo come effettuare correttamente un rilevamento dei tempi nel Prinect Prepress Center:
Analyze Point - Rilevamento dei tempi e rappresentazione dei tempi
Con l’ausilio della valutazione dei tempi ricevete un rapporto con il quale potete valutare i processi nella vostra azienda. Il rapporto vi fornisce una rappresentazione completa di tutti i tempi relativi alle vostre macchine. In questo modo potete p.es. tenere esattamente traccia degli arresti macchina e, se necessario, prendere delle contromisure.
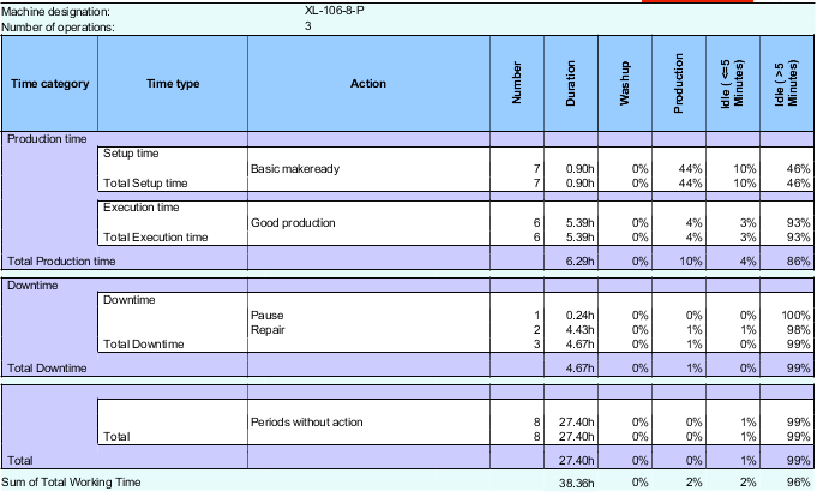
La seguente figura mostra un esempio di valutazione dei tempi. Tenete presente che la configurazione può essere differente dalla configurazione della vostra azienda.
Relazione tra categorie di tempo, tipi di tempo, processi di lavoro e operazioni
Per una corretta valutazione dei tempi, oltre alla configurazione corretta, è importante il metodo di lavoro in azienda. Ciò significa che tutti i tempi devono essere definiti correttamente dall’operatore di macchina (p.es. premere il contatore dei fogli buoni, premere il pulsante RDE manuale, finire un’operazione). Per comprendere come il rilevamento dei tempi viene tradotto sulla macchina, di seguito viene descritta la relazione tra i singoli componenti.
Alla macchina le operazioni vengono inviate sia manualmente dall’operatore di macchina sia automaticamente dalla macchina (messaggi RDE) (p.es. avvio avviamento di base, avvio produzione fogli buoni).
Gli intervalli tra le operazioni vengono «tradotti» in processi di lavoro. Se viene definita un’operazione, inizia un nuovo processo di lavoro. Questo processo di lavoro termina non appena viene creata l’operazione successiva sulla macchina. Eccezioni: le operazioni alle quali non è assegnato alcun processo di lavoro. Questo vale generalmente per le operazioni automatiche. In questo caso, il tempo dopo l’attivazione dell’operazione viene addizionato al processo di lavoro precedente.
Successivamente, i processi di lavoro sono visibili nel foglio giornaliero dell’operatore di macchina e forniscono indicazioni sulla lunghezza delle attività (vedi Collaboratori).
Per la valutazione dei tempi, i processi di lavoro vengono assegnati a un tipo di tempo ed a una categoria di tempo (questa suddivisione è utile in tutte le parti di Analyze Point nelle quali vengono valutati i tempi, p.es. nella valutazione macchina, nella valutazione dell’operazione ecc.). In questo modo, i tempi vengono codificati in tempi produttivi e non produttivi. Ciò è di aiuto nella valutazione dei processi aziendali per un periodo di tempo piuttosto lungo.
In base a questa traduzione dei tempi dalla macchina fino alla valutazione del tempo, risulta chiaro che è necessario definire correttamente i tempi sulla macchina (premere il contatore dei fogli buoni, premere il pulsante RDE, finire un’operazione ecc.). Solo in questo modo, al termine, in Analyze Point è possibile visualizzare una valutazione dei tempi significativa. Se i tempi vengono definiti troppo tardi o non lo vengono affatto, il rapporto non è utilizzabile.
Spiegazione delle categorie di tempo e dei tipi di tempo
Di seguito spieghiamo il significato delle categorie di tempo e dei tipi di tempo. A questo riguardo tratteremo dettagliatamente solo i tempi preconfigurati. Questa configurazione si rifà alle direttive di Bundesverband Druck und Medien (Associazione Stampa Media).
Di standard sono preconfigurati i tipi di tempo, le categorie di tempo e i processi di lavoro seguenti:
Categoria di tempo | Tipo di tempo | Processo di lavoro |
|---|---|---|
Tempo di produzione | Tempo di avviamento | Avviamento di base |
Tempo di esecuzione | Produzione fogli buoni | |
Altro tempo di produzione | - | |
Tempo ausiliario | Tempo ausiliario | - |
Tempo di inattività | Tempo di inattività | Pausa |
Tempo di produzione
Il tempo di produzione corrisponde al tempo direttamente correlato alla produzione degli ordini presenti. Tutti i tempi correlati sono tempi produttivi. Si distingue tra Tempo di preparazione, Tempo di esecuzione e Altri tempi di produzione
•Tempo di avviamento
Il tempo di preparazione è il tempo necessario per la messa in funzione dell’impianto di produzione per l’esecuzione di un ordine.
•Tempo di esecuzione
Il tempo di esecuzione è il tempo necessario per la fabbricazione del prodotto.
•Altri tempi di produzione
Con altri tempi di produzione non si intendono né tempi di preparazione né tempi di esecuzione, ma possono essere assegnati direttamente ad un ordine. Ad esempio ne fanno parte tempi di essiccazione o l’attesa cliente.
I tempi di attesa vengono contabilizzati come «Altri tempi di produzione» qualora vengano causati dal cliente.
Tempo ausiliario
Il tempo ausiliario è il tempo impiegato per l’applicazione e il mantenimento dello stato di pronto. Questo tempo non è in correlazione diretta con un ordine.
Esempi di tempi ausiliari:
•Anomalie organizzative quali p.es. attesa della carta o attesa delle lastre da stampa.
•Anomalie tecniche quali p.es. manutenzione e riparazione della macchina.
•Tempi ausiliari specifici al posto di lavoro, quali p.es. sostituzione dei tessuti gommati, aggiornamento e smantellamento.
I tempi di attesa sono conteggiati come tempi ausiliari, se sono dovuti ad errori di disposizione (attesa della carta o delle lastre da stampa).
Tempo di inattività
Il tempo di inattività è il tempo durante il quale il rendimento dei turni di lavoro è uguale a zero.
Esempi di tempi di inattività:
•Pausa
•Riunione di lavoro
•Tempi di arresto causati da mancanza di ordini
I tempi di attesa sono conteggiati come Tempi di inattività se sono da ricondursi a mancanza di ordini.
Differenti procedimenti per la registrazione dei tempi di preparazione durante un cambio di operazione di stampa nella stampa offset
Per la valutazione differenziata dei tempi relativi alle operazioni di stampa, esistono due procedimenti per registrare in Analyze Point il momento nel quale si effettua un cambio di operazione.
Nell’Assistente periferica potete scegliere tra questi due procedimenti durante la configurazione della macchina da stampa. Vedi Lista a discesa «Momento di avvio per il nuovo ordine sulla macchina».
Procedimento 1: Nuova operazione di stampa per il montaggio della prima lastra da stampa di una serie di lastre (impostazione standard)
In questo procedimento, Press Center trasmette all’Analyze Point il momento nel quale la prima lastra da stampa di una serie di lastre viene montata sulla macchina da stampa per una nuova operazione di stampa. Nell’Analyze Point, questo momento viene registrato come attivatore per un cambio di operazione, ciò significa che l’operazione precedente viene terminata e l’operazione seguente inizia.
Il tempo di preparazione, p.es. il lavaggio del tessuto gommato alla fine dell’operazione di stampa e/o il rilavaggio dei colori pantone, viene attribuito all’operazione di stampa precedente.
Effetto di questa assegnazione di tempo:
Nei casi in cui è necessario un tempo di preparazione più lungo per la preparazione all’ordine successivo, p.es. poiché si passa dalla stampa con colori primari alla stampa con uno o più colori pantone, questo tempo di preparazione viene attribuito all’operazione di stampa precedente e quindi all’ordine precedente, anche se la preparazione è necessaria per l’ordine successivo.
 Nota: Questo procedimento è attivato standard ed è l’unico disponibile per le macchine da stampa più vecchie. In questi casi, la possibilità di commutazione non viene visualizzata nell’Assistente periferica.
Nota: Questo procedimento è attivato standard ed è l’unico disponibile per le macchine da stampa più vecchie. In questi casi, la possibilità di commutazione non viene visualizzata nell’Assistente periferica.
Procedimento 2: Nuova operazione di stampa all’avvio del cambio di ordine Intellistart e alla fine della tiratura di produzione
 Condizione: Questo procedimento è disponibile solo per le nuove macchine da stampa dotate del software Press Center a partire dalle versioni S21A.08.000_SFC, S21B.06.000_SFC, S22A.02.000_SFC e S22B.00 (e più recenti).
Condizione: Questo procedimento è disponibile solo per le nuove macchine da stampa dotate del software Press Center a partire dalle versioni S21A.08.000_SFC, S21B.06.000_SFC, S22A.02.000_SFC e S22B.00 (e più recenti).
In questo procedimento, il momento in cui Intellistart attiva un cambio di ordine viene registrato in Analyze Point come inizio della nuova operazione.
Effetto e vantaggio di questa assegnazione di tempo:
Con questo procedimento, il tempo di preparazione fino al montaggio della prima lastra viene sempre attribuito all’ordine successivo che ha generalmente reso necessaria la preparazione. Pertanto — p.es. all’inizio di un turno — il tempo di preparazione supplementare viene assegnato agli ordini corrispondenti. Le valutazioni nell’Analyze Point si basano allora su questa assegnazione.
Nota: Prima di commutare dal procedimento 1 al procedimento 2 nella vostra azienda, tenete assolutamente conto delle note seguenti:
•Se in un luogo di produzione, i due procedimenti descritti sopra vengono utilizzati contemporaneamente, p.es. se sono disponibili macchine da stampa con differenti versioni di Press Center, le assegnazioni dei tempi di elaborazione agli ordini non saranno identiche. Di conseguenza, le valutazioni per queste macchine da stampa possono essere confrontate tra loro solo in maniera limitata. Se necessario, per ottenere delle valutazioni di tempi di elaborazione confrontabili, potete attivare il procedimento 1 per diverse macchine da stampa all’interno di una stessa azienda (versioni nuove e più vecchie di Press Center).
•Anche se per una macchina da stampa si commuta in un secondo tempo dal procedimento 1 al procedimento 2, le valutazioni attuali dei tempi di elaborazione per i singoli ordini non sono più confrontabili al 100% con le valutazioni precedenti.
Vedi Crea rapporto per la produttività macchina.
«Leggere» la valutazione dei tempi
Dopo la creazione di un rapporto, sul lato destro viene rappresentata la valutazione dei tempi. Ogni tabella si riferisce esattamente a una macchina. Se sul lato sinistro avete selezionato più macchine, tramite i tasti freccia potete spostarvi alla macchina successiva.
![]()
Informazioni generali (intestazione tabella)
Nell’intestazione della tabella vengono visualizzati il nome della macchina e il numero di processi di lavoro elaborati nel periodo selezionato. Se il numero di processi di lavoro ha una posizione decimale, solo una parte del processo di lavoro è compresa nel periodo selezionato. Solo questa parte viene considerata nella valutazione dei tempi.
Valutazione dei tempi per periodi con processo di lavoro
Un rilevamento dei tempi corretto fa sempre riferimento ad un processo di lavoro. Questi tempi vengono raggruppati nella tabella relativa i tipi di tempo ed alle categorie di tempo.
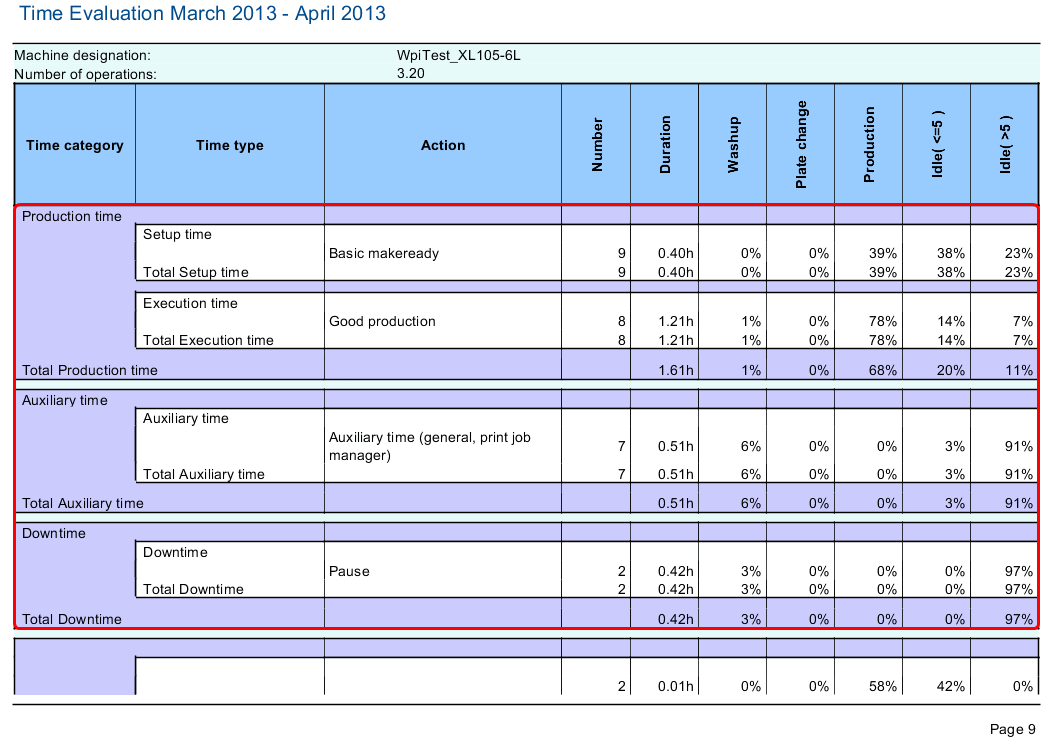
I valori percentuali nelle colonne indicano la parte dello stato macchina.
Spiegazione delle colonne:
Nota: Le indicazioni dei tempi per lavaggio, cambio lastra, produzione, funzionamento a vuoto <= 5 minuti e funzionamento a vuoto > 5 minuti avviene proporzionalmente in percentuale per ogni processo di lavoro e per ogni tipo e categoria di tempo. In questo modo p.es. «Lavaggio» può avvenire durante l’avviamento di base o nella «Produzione di fogli buoni». Il tempo di lavaggio viene poi valutato in relazione al processo di lavoro.
Nome colonna | Spiegazione |
|---|---|
Categoria di tempo | Gruppo del tipo di tempo. Per ogni categoria di tempo viene rappresentato il tempo totale. |
Tipo di tempo | Indicazione del tipo di tempo che è assegnato al processo di lavoro registrato. |
Processo di lavoro | Nome del processo di lavoro registrato. |
Numero | Numero di ricorrenze di un processo di lavoro nel periodo relativo al rapporto. Se l’inizio o la fine del processo di lavoro sono al di fuori del periodo relativo al rapporto, questo processo di lavoro viene aggiunto al conteggio. |
Durata | Durata di tutti i processi di lavoro identici registrati nel periodo relativo al rapporto in ore industriali. Se l’inizio o la fine del processo di lavoro sono al di fuori del periodo relativo al rapporto, il tempo viene conteggiato proporzionalmente. |
Lavaggio | Durata del periodo dei programmi di lavaggio automatici. Nota: Se il lavaggio si effettua parallelamente ad altri processi di lavoro, il totale dei valori percentuali per le indicazioni di tempo degli stati macchina può essere differente dal 100% |
Cambio lastra | Durata del cambio lastra con sistemi di cambio lastra automatici. Nota: Se il cambio lastra si effettua parallelamente ad altri processi di lavoro, il totale dei valori percentuali per le indicazioni di tempo degli stati macchina può essere differente dal 100% |
Produzione | Durata per la produzione di fogli buoni e fogli di scarto. |
Funzionamento a vuoto <= 5 minuti | Fermo o funzionamento a vuoto della macchina fino a un periodo di 5 minuti. Il periodo di 5 minuti è invariabile. |
Funzionamento a vuoto > 5 minuti | Fermo o funzionamento a vuoto della macchina per un periodo superiore a 5 minuti. Il periodo di 5 minuti è invariabile. |
Valutazione dei tempi per periodi senza processo di lavoro

Alla fine della tabella vengono riportati tutti i periodi senza processo di lavoro. Valori elevati in questa zona indicano che il rilevamento dei tempi non è stato eseguito correttamente. Per le possibili cause vedi Perché alcuni periodi non sono assegnati a nessun processo di lavoro?.
Perché alcuni periodi non sono assegnati a nessun processo di lavoro?
Tempi senza assegnazione ad un processo di lavoro possono avere diverse cause. Questo include:
•La macchina era accesa senza che alcun ordine venisse elaborato o un’operazione fosse stata creata.
•I processi di lavoro non hanno alcuna assegnazione a un tipo di tempo.
In questo caso, il processo di lavoro è già creato e voi dovete procedere alla sua assegnazione ad un tipo di tempo. A questo riguardo, vedi Assegnare un tipo di tempo ad una categoria di tempo.
•I processi di lavoro hanno un’assegnazione a un tipo di tempo ma nessuna assegnazione a una categoria di tempo.
In questo caso dovete assegnare il tipo di tempo a una categoria di tempo. A questo riguardo, vedi Assegnare un tipo di tempo ad una categoria di tempo.
•I tempi non hanno alcun processo di lavoro definito.
Spiegazione: Generalmente, le operazioni (messaggi RDE), che vengono definite automaticamente dalla macchina (p.es. lavaggio automatico), non sono assegnate a nessun processo di lavoro. È altresì corretto, poiché tali messaggi non devono attivare nessun altro nuovo processo di lavoro, bensì essere aggiungi ai precedenti.
Se tuttavia questi messaggi vengono definiti senza riferimento all’operazione, i tempi non hanno assegnazione. Un esempio tipico è il rilavaggio della macchina al termine della settimana.
Nota: Se lavorate spesso senza riferimento all’ordine, dovreste definire un nuovo processo di lavoro.
Configurazione della valutazione dei tempi
HEIDELBERG fornisce la seguente suddivisione dei tempi preconfigurati:
Categoria di tempo | Tipo di tempo | Processo di lavoro |
|---|---|---|
Tempo di produzione | Tempo di avviamento | Avviamento di base |
Tempo di esecuzione | Produzione fogli buoni | |
Altro tempo di produzione | - | |
Tempo ausiliario | Tempo ausiliario | - |
Tempo di inattività | Tempo di inattività | Pausa |
Se la vostra azienda non dovesse riuscisse a lavorare con questa suddivisione dei tempi, nel quadro del progetto del rilevamento dati d’esercizio raccomandiamo di ampliare questa suddivisione. A questo riguardo vi invitiamo a consultare il Prinect Service di SSU.
In linea di principio, i seguenti passi sono necessari per definire un nuovo pulsante (messaggio RDE) sulla console di comando della macchina per la valutazione dei tempi:
1.È necessario definire un nuovo processo di lavoro (p.es. attesa di materiale).
Vedi Creare un nuovo processo di lavoro (messaggio RDE).
2.Un’operazione corrispondente (messaggio RDE) deve essere definita e assegnata al processo di lavoro creato in precedenza (il nome dell’operazione dovrebbe essere identico a quello del processo di lavoro).
Vedi Creare un nuovo processo di lavoro (messaggio RDE).
(3)Può essere necessario creare un nuovo tipo di tempo. Ciò è necessario solo se il nuovo messaggio RDE non può essere assegnato ad alcun tipo di tempo esistente.
Vedi Assegnare un tipo di tempo ad una categoria di tempo.
4.Il nuovo messaggio RDE deve essere assegnato alle macchine corrispondenti.
Vedi Assegnazione di operazioni.
(5)Se il messaggio RDE non compare sulla macchina, risincronizzate la configurazione RDE. Questo passo può essere effettuato solo da un tecnico dell’assistenza.
Vedi Esecuzione della sincronizzazione.
Ora, il messaggio RDE è visibile sulla macchina e può essere definito dall’operatore di macchina. L’operazione deve sempre essere definita prima dell’inizio del relativo lavoro, in modo che i tempi vengano registrati correttamente.
Privacy Policy | Impronta | Prinect Know How | Prinect Release Notes