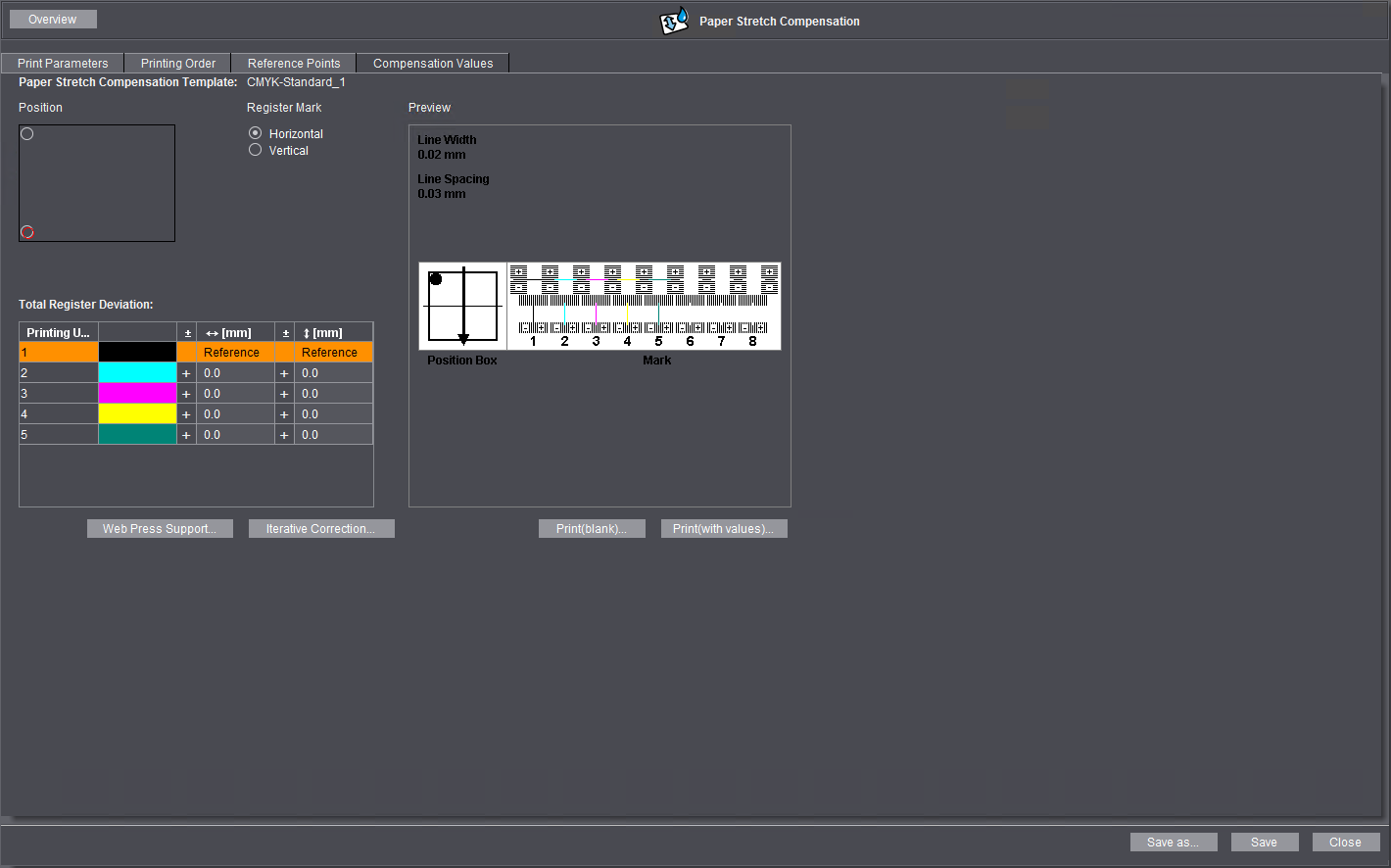
基準点を確定したのち、[総見当誤差]表に各々の基準点の測定値を記入します。
調整値を正確に読むためには拡大鏡または顕微鏡が必要です。もし、(オフィス-) プリンタがメタディメンジョン-PC に接続されていれば、ボタン"印刷"で表を印刷して、これに読んだ値を手書きで記入します。このようにして、いちいちメタディメンジョン-PCに入力しなくても値を把握できます。.測定マークは原則的にはプレビューグラフィックでの描写と同じように構成されています。
 注記: 測定マークの正確な外観および、測定値の割り出しに関する説明は、マークに付随した別のドキュメンテーションをご参照ください。
注記: 測定マークの正確な外観および、測定値の割り出しに関する説明は、マークに付随した別のドキュメンテーションをご参照ください。
測定マークには8色ユニットまで、それぞれ1つの水平方向の目盛り、1つの縦方向の目盛りが(正と負の値の)含まれています。例では 4 色(K、C、M、Y)が印刷されます。黒は基準カラーです。目盛、および、同じ印刷ユニットの黒色の測定線はどちらも印刷されません。黒色の測定線は常に"ゼロライン"になります。表示された例では他のカラーの測定ラインは常にプラスの値に移されます。印刷機の基準カラーの場所によって、マイナスの値が出ることもあります。ゼロラインの測定線を逸れた黒色の目盛り線の数は整数の読み取り値になります。測定線が2本の目盛り線の間にあると、この中間値は小数点の読み取り値になります。.
現行のHEIDELBERG測定マークはすべて次の目盛り配分を適用しています:
•線幅:0.02 mm
•行間隔:0.03 mm。
注記: マークおよび測定値の読み取りに関する詳細説明については、マークに付随した別のドキュメンテーションをご参照ください。
注記: 達成された調整値が十分でないときは反復式(インタラクティブ)修正を行うことができます (反復修正を参照)。
測定値の記入は以下の様に行います。
1.まず、グラフィックの"位置"、つまり、現在読み込まれている測定マークの位置に印を付けます。
2.適切なオプションをクリックし、[見当マーク] で測定マークが水平、縦のどちらに並んでいるか示します。(印刷用紙の調整に相対的に)このパラメータはサムネイルで表示されます。
3.算出された測定値 (調整値を読み取るを参照)を、[総見当誤差]表に入力してください。基準カラーは誤った測定値が入力されないように、表には自動的に目印が付けられます。他のすべての印刷カラーに各々水平、縦での測定値を記入します。水平、縦の測定値はプレビューのグラフィックで示された通りに記入することにご注意ください。符号列で、符号をクリックして切り替えることができます。
4.次の測定マークの位置をマークして相応する測定値を記入します。
5.全てのマークの測定値を入力するまで、このステップを繰り返します。
全ての測定値を入力した後、ボタン[印刷(値)] をクリックして調整値の入った表をチェックのために印刷します。このために、コックピットを使用するPCにふさわしい印刷機が接続されている必要があります。H
簡易な調整値測定方法での精密度が十分でない場合は、反復修正測定(一回または複数回)で測定の精密度を高めることができます以下の手順で行います:
1.調整値測定を行い、調整テンプレートに保存します。.
2.この用紙膨張補正テンプレートを"ページ出力"又は"ImpositionOutput"シーケンスに割り当て、各シーケンスを保存してください。
3.基準用紙を再びこのシーケンスを使用して出力します。そして基準用紙をカラー印刷します。
4.コックピットで"リソース>用紙伸び補正"ペーンを開き、既に保存してある補正テンプレートを開きます。
5."修正値"タブに切り替えて、"反復修正"ボタンをクリックします。"反復修正"ウインドウが開きます。

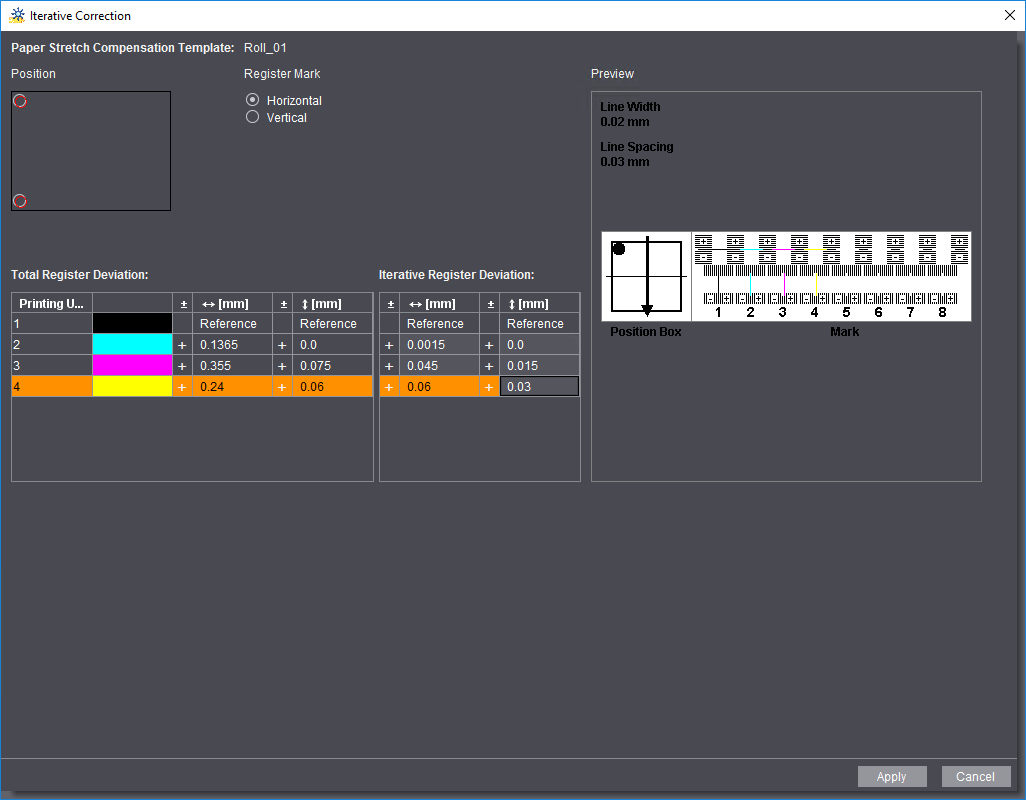
6."反復見当誤差" の表に測定値を記入します (を参照)。チェックのために、"総見当誤差"表に既に保存してある測定、およびインタラクティブ修正測定の合計値が表示されます。
7.[適用] をクリックして、記入された測定値を適用します。[インタラクティブ 修正] のウインドウが閉じます。タブ[補正値] で、[総見当誤差] 表にはインタラクティブ修正で得られた値が表示されます。
8.[保存]をクリックします。調整テンプレートはインタラクティブ修正測定で得られた値で修正を行います。
9.印刷出力用補正テンプレートを利用するには、印刷用"ページ出力"又は"ImpositionOutput"シーケンスに割り当ててください。
輪転印刷機の場合は、必要なのは、X 方向、および、Y 方向の補正値だけです。印刷調整値は、パーセント値(絶対パーセント値)で記入することもできます。
 前提条件: 輪転オフセット印刷には一番外側の角に置かれた測定マークのみが使用されます。左周辺に置かれたマークの水平間隔値はゼロに当たります。;右周辺に置かれたマークの水平間隔値は全用紙幅に等しいです。上のマークの縦間隔値は用紙の縦の高さ一杯に等しいです。下のマークの縦間隔値はゼロです。測定マークの位置がこの基準値に適合する場合は、タブ[調整値] で、ボタン[Webプレスサポート]で[Webプレスサポート]ウィンドウを開きます。
前提条件: 輪転オフセット印刷には一番外側の角に置かれた測定マークのみが使用されます。左周辺に置かれたマークの水平間隔値はゼロに当たります。;右周辺に置かれたマークの水平間隔値は全用紙幅に等しいです。上のマークの縦間隔値は用紙の縦の高さ一杯に等しいです。下のマークの縦間隔値はゼロです。測定マークの位置がこの基準値に適合する場合は、タブ[調整値] で、ボタン[Webプレスサポート]で[Webプレスサポート]ウィンドウを開きます。
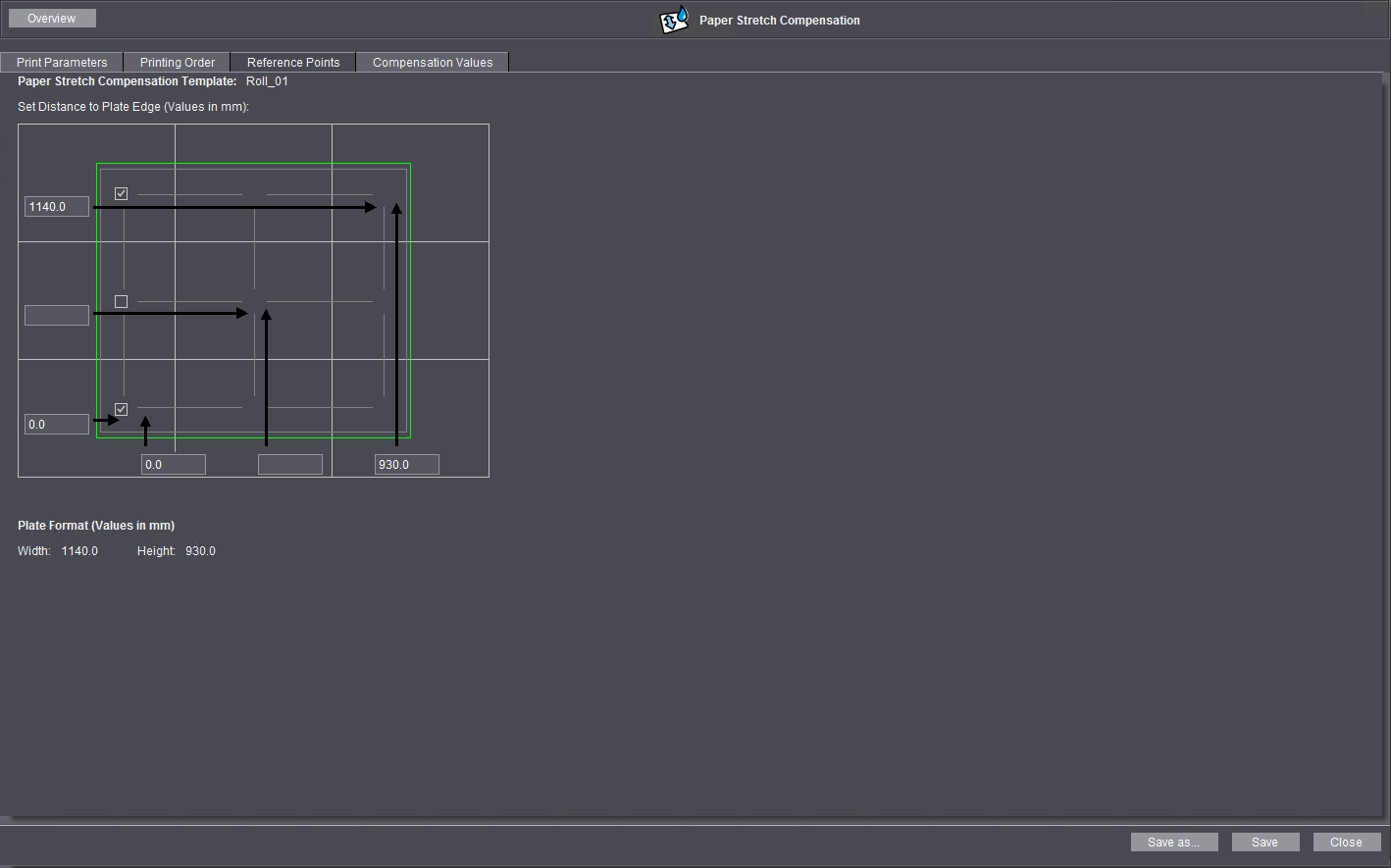
マークの位置が正しく入力されていれば、タブ[調整値] でボタン[Webプレスサポート]が操作できます。ボタンをクリックして測定値を入力します。
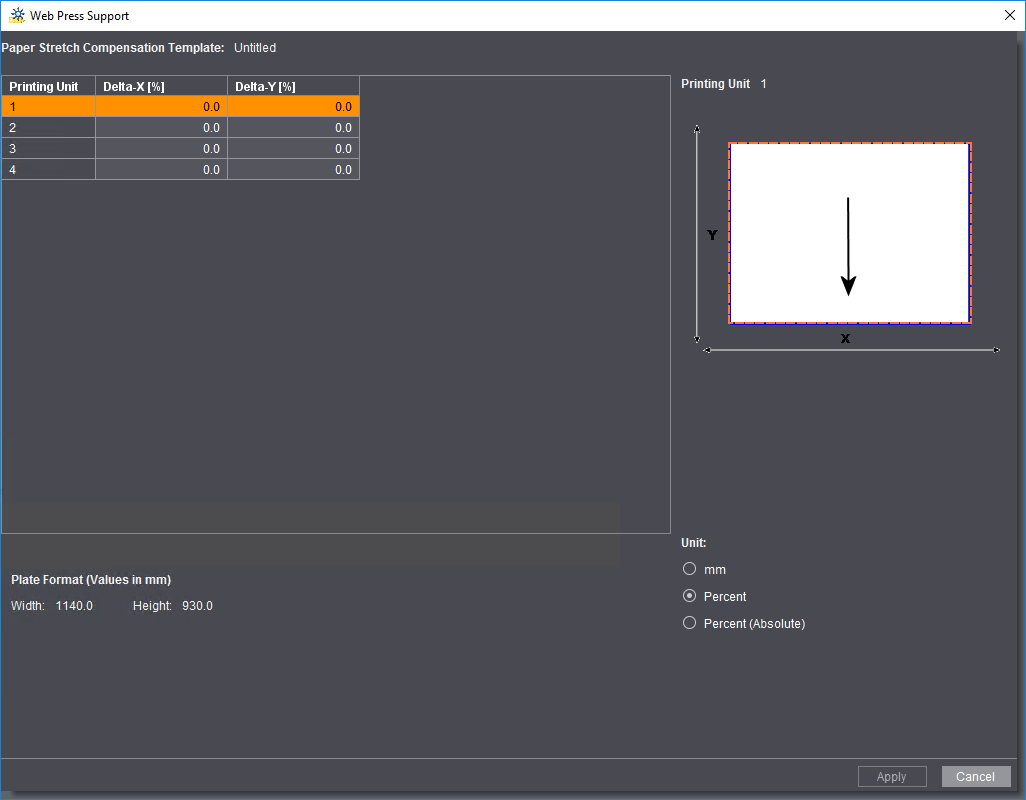
輪転オフセット印刷の印刷調整には、調整値はパーセント値が使われることが多く、mm を使いません。[測定単位] セクションで以下の測定単位から選択できます。:
•mm
補正値は第 調整値を読み取る 章に記載されている方法で求めます。
•パーセント
調整値は"Delta パーセント値"として入力されます。この設定では、"Delta 0%"の値は、用紙が膨張していないことを意味します。第二番目の印刷ユニットで、用紙の伸びが 0.05% と測定されると、この値は測定値として記入されます。
•パーセント(絶対値)
この設定で、"100%"の値は、用紙が膨張していないことを意味します。2 番目の印刷ユニットで、用紙の膨張が 0.05% と測定されると、測定値"100.05% 絶対値"として記入されます。
プライバシーポリシー | インプリント | Prinect Know How | Prinect Release Notes