![]() Videotutorial: El siguiente Vídeo muestra cómo realizar correctamente el Cronometraje en el Prinect Press Center: Analyze Point - Registro del tiempo y representación del tiempo.
Videotutorial: El siguiente Vídeo muestra cómo realizar correctamente el Cronometraje en el Prinect Press Center: Analyze Point - Registro del tiempo y representación del tiempo.
Con ayuda de la evaluación del tiempo usted recibe un informe con el que puede evaluar los procesos en su empresa. El Reporte muestra una completa Representación de todos los Tiempos incurridos en sus Máquinas. Esto le permite, por ejemplo, realizar un seguimiento preciso de los paros de máquina y tomar contramedidas en caso necesario.
La siguiente imagen muestra un ejemplo para una evaluación del tiempo. Tenga en cuenta que la Configuración subyacente Ejecutándose difiere de la configuración en su empresa.
Relación entre categorías de tiempo, tipos de tiempo, procesos de trabajo y operaciones.
Para una evaluación correcta del tiempo es importante no solo la correcta configuración sino sobretodo el método de trabajo en la empresa. Esto significa que el operario de la máquina debe comunicar correctamente todos los Tiempos a Analyze Point, por ejemplo, pulsando el Contador de pliegos buenos o el botón manual de la PDA, y que la Operación debe Finalizarse correctamente. Para entender cómo se traduce el Cronometraje en la Máquina para Analyze Point, a continuación se explica la relación entre los distintos Componentes.
Operaciones (Mensajes PDA) se transmiten a Analyze Point en la Máquina - bien manualmente por el operario de la Máquina o Automáticamente por la Máquina, p.ej. "Puesta a punto básica", "Producción buena".
Los intervalos entre las operaciones se "traducen" en procesos de trabajo. Si se notifica una Operación, Comienza un Nuevo Proceso de trabajo. Proceso de trabajo que finaliza en cuanto se señala la siguiente Operación en la Máquina. Una excepción son las operaciones a las que no se ha asignado ningún proceso de trabajo. Esto se considera, por lo general, en operaciones automáticas. En este caso, la Hora posterior a la activación del Proceso de trabajo se añade a la del Proceso anterior.
Los Procesos de trabajo son visibles posteriormente en la Ficha diaria del maquinista y proporcionan información sobre la duración de las actividades (véase Registro"Trabajadores").
Para la Evaluación de tiempo, los Procesos de trabajo se asignan a un Tipo de tiempo y a una Categoría de tiempo. Esta categorización es relevante en todas las partes de Analyze Point en las que se evalúan Tiempos, por ejemplo, en la Evaluación de la máquina, en la Evaluación de la operación, etc. De esta manera se distinguen los tiempos en tiempos productivos y no productivos. Esto ayuda a evaluar los procesos empresariales durante un periodo de tiempo prolongado.
Esta traslación del tiempo de la Máquina a la Evaluación de tiempo deja claro que los Tiempos deben ser comunicados correctamente en la Máquina, por ejemplo, Pulsando el Contador de pliegos buenos o el Botón manual de la PDA y Finalizando operaciones correctamente, etc. Sólo así Analyze Point puede ofrecer al final una Evaluación de tiempo significativa. Si los Tiempos se comunican demasiado tarde o no se comunican en absoluto, el Reporte no podrá utilizarse.
Explicación de las Categorías de tiempo y Tipos de tiempo
A continuación se explica el significado de las Categorías de tiempo y Tipos de tiempo. De acuerdo con las directrices de la Asociación Federal de Impresiones y Medios de Comunicación, aquí sólo se comentan los Tiempos preconfigurados.
Los siguientes tipos de tiempo, categorías de tiempo y procesos de trabajo están preconfigurados de forma estándar:
Categoría de tiempo | Tipo de tiempo | Proceso de trabajo |
|---|---|---|
Tiempo de producción | Tiempo de puesta a punto | Puesta a punto básica |
Tiempo de ejecución | Producción buena | |
Otros tiempos de producción | - | |
Tiempo de ayuda | Tiempo de ayuda | - |
Tiempo improductivo | Tiempo improductivo | Pausa |
Tiempo de producción
Tiempo de producción es el tiempo directamente relacionado con el Ejecutándose de Pedidos. Todos los Tiempos de producción son Tiempos productivos. Se diferencia entre tiempo de puesta punto, tiempo de elaboración y otros tiempos de producción.
•Tiempo de puesta a punto
Tiempo de puesta a punto necesario para configurar el sistema de producción para Modificar un Pedido.
•Tiempo de ejecución
El tiempo de elaboración se necesita para elaborar el producto.
•Otros tiempos de producción
Otros tiempos de producción no son los tiempos de puesta a punto ni los tiempos de elaboración, pero pueden ser asignados directamente a un pedido. Entre ellos se consideran, p. ej., los tiempos de secado o cuando se espera a un cliente.
Los tiempos de espera se consideran como "otros tiempos de producción" cuando han sido ocasionados por el cliente.
Tiempo de ayuda
Un tiempo de ayuda es el tiempo que se dedica para proporcionar y conservar la disponibilidad de servicio. Hora que no está directamente relacionada con un Pedido.
Ejemplos de tiempos de ayuda:
•Averías organizativas, como p. ej. cuando se está esperando a papel o esperando a planchas de impresión.
•Perturbaciones técnicas como Mantenimiento o Reparación de la Máquina En uso.
•Tiempos de ayuda relacionados al puesto de trabajo, como p. ej., cambio de la mantilla de caucho, puesta a punto y últimos trabajos.
Los tiempos de espera se considerarán tiempos de ayuda cuando ellos son ocasionados por fallos de disposición (esperando a papel o planchas de impresión).
Tiempo improductivo
Tiempos improductivos es la Hora durante la cual no se produce ninguno de los Turnos de trabajo.
Ejemplos de tiempos improductivos:
•Pausa
•Asamblea general de empresa
•Tiempos de parada debido a escasez de pedidos
Los tiempos de espera se consideran tiempos improductivos cuando ellos son ocasionados por la falta de pedidos.
Diferentes métodos para el registro de los tiempo de puesta a punto en un cambio de operación de impresión en la impresión Offset
Para la evaluación diferenciada de los tiempos para las operaciones de impresión existen dos métodos para registrar el momento para un cambio de operación en Analyze Point.
Usted puede elegir uno de estos dos métodos en el Asistente de dispositivo durante la configuración de la máquina de imprimir. Vea Lista de selección "Momento de inicio para nuevo pedido en la máquina".
Método 1: Nueva operación de impresión al sujetar la primera plancha de impresión de un juego de planchas (ajuste estándar)
En este método Press Center transmite a Analyze Point el momento en el que sujeta la primera plancha de impresión de un juego de planchas en la máquina de imprimir para una nueva operación de impresión. Este momento se registra como el desencadenante de un cambio de ciclo de trabajo en Analyze Point, es decir, se Finaliza el ciclo de trabajo anterior y Comienza el ciclo de trabajo siguiente.
En este proceso el tiempo de puesta a punto, es decir, p. ej. el lavado de la mantilla de caucho al final de la operación de impresión y/o el lavado completo de colores especiales, se añaden al cálculo de la operación de impresión precedente.
Efecto de esta asignación de tiempo:
En los casos en que el reequipamiento para el pedido siguiente requiere un mayor tiempo de puesta a punto, p. ej., porque se cambia de una impresión con solo colores primarios a una impresión con uno o varios colores especiales, este tiempo de puesta a punto se asigna a la operación de impresión precedente y por consiguiente al pedido precedente, a pesar de que el reequipamiento se necesita en el siguiente pedido.
 Nota: Este método está activado de manera estándar y está disponible para máquinas de imprimir antiguas como único método disponible. En estos casos no se muestra en el asistente de dispositivo la posibilidad de cambio.
Nota: Este método está activado de manera estándar y está disponible para máquinas de imprimir antiguas como único método disponible. En estos casos no se muestra en el asistente de dispositivo la posibilidad de cambio.
Método 2: Nueva operación de impresión cuando se inicia el cambio de pedido de Intellistart y cuando finaliza la impresión continua
 Requisito: Este método está disponible solo para nuevas máquinas de imprimir con software Press Center a partir de las versiones S21A.08.000_SFC, S21B.06.000_SFC, S22A.02.000_SFC y S22B.00 (y más recientes).
Requisito: Este método está disponible solo para nuevas máquinas de imprimir con software Press Center a partir de las versiones S21A.08.000_SFC, S21B.06.000_SFC, S22A.02.000_SFC y S22B.00 (y más recientes).
En este método se registra en Analyze Point el momento -en el que Intellistart activa un cambio de pedido- como inicio de la nueva operación.
Efecto y ventaja de esta asignación de tiempo:
Con este método se asigna el tiempo de puesta a punto hasta insertar la primera plancha al pedido siguiente que en un caso normal ha ocasionado el reequipamiento. De esta manera se asigna a los pedidos respectivos -p. ej. al inicio de un turno- el tiempo de puesta a punto adicional. Las evaluaciones en Analyze Point se basan en esta asignación.
Nota: Antes de cambiar del método 1 al método 2 en su empresa se debería tener en cuenta necesariamente las siguientes notas:
·Si en la ubicación de una empresa se utilizan simultáneamente los dos métodos antes mencionados, p. ej. cuando existen máquinas de imprimir que tienen diferentes versiones de Press Center, se generan entonces diferentes asignaciones de tiempos de procesamiento para los pedidos. Por esta razón, las evaluaciones para estas máquinas de imprimir se pueden comparar limitadamente. Dado el caso, para las diferentes máquinas de imprimir de su empresa (versiones de Press Center nuevas y antiguas) usted puede utilizar de manera consiente siempre el método 1, para obtener así evaluaciones de tiempo de procesamiento que se puedan comparar.
·Incluso cuando posteriormente se cambie de método 1 al método 2 para una máquina de imprimir, las evaluaciones actuales de los tiempos de procesamiento para cada pedido ya no se podrán comparar al cien por ciento con las evaluaciones anteriores.
Vea Generar un Reporte de Productividad de Máquinas.
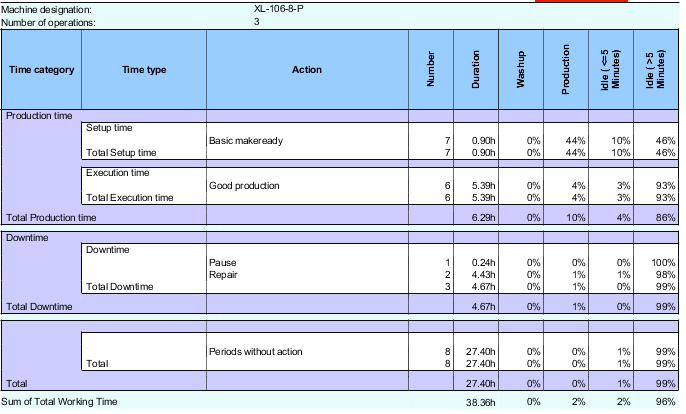
Después de Generar Informes, la Evaluación de tiempo aparece en la Página de la derecha. Cada tabla se refiere siempre a una sola máquina. Si en el lado izquierdo ha seleccionado varias máquinas, con las teclas con flecha puede pasar a la siguiente máquina.
![]()
Informaciones generales (cabecera de la tabla)
En la cabecera de la tabla se muestra el nombre de la máquina y el número de procesos de trabajo tratados en el periodo de tiempo elegido. Si el número de procesos de trabajo tiene una posición decimal significa que hay solo una parte del proceso de trabajo en el periodo de tiempo seleccionado. Solo esta parte se considera en la evaluación del tiempo.
Evaluación del tiempo para períodos con proceso de trabajo
Una recopilación correcta del tiempo tiene siempre una relación con un proceso de trabajo. Estos tiempos se agrupan en la tabla en tipos de tiempo y categorías de tiempo.
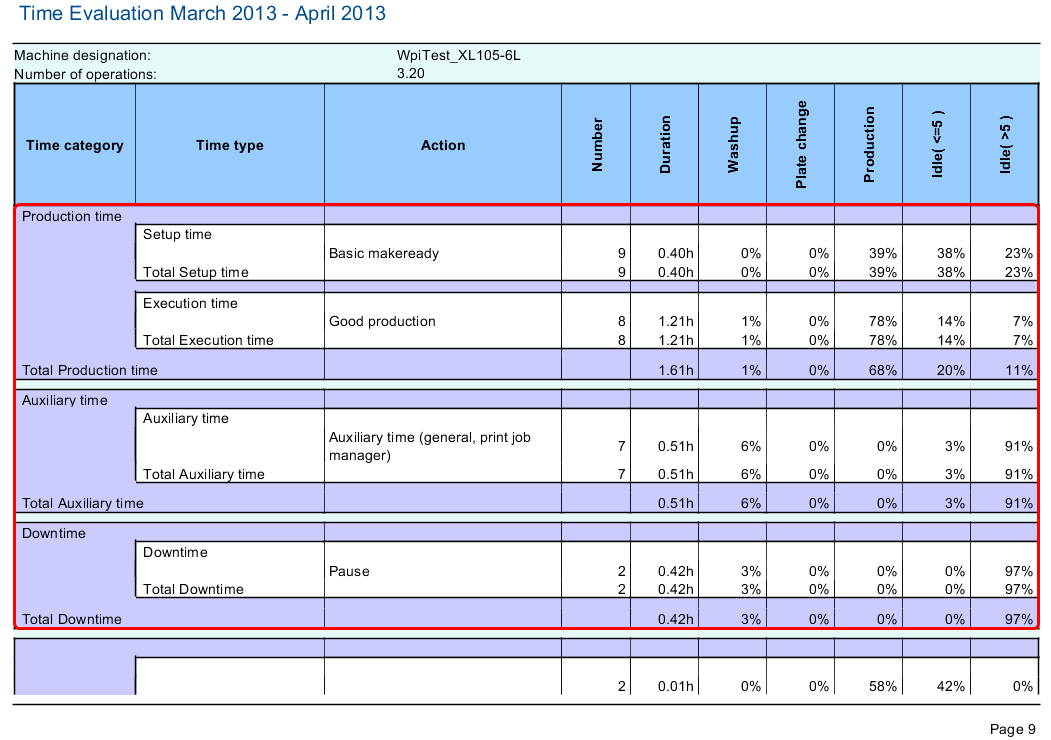
Los valores porcentuales en las columnas expresan el porcentaje del estado de la máquina.
Explicación de las columnas:
Nota: Los datos de los tiempos para lavar, cambio de plancha, producción, marcha en vacío <= 5 minutos y marcha en vacío > 5 minutos se realiza proporcionalmente para cada proceso de trabajo así como para cada tipo de tiempo y categoría de tiempo. De esta manera, p. ej., "lavar" se puede realizar en la puesta a punto o en la "producción buena". Evaluación del tiempo de lavado en relación con el Proceso de trabajo.
Columna | Indicación |
|---|---|
Categoría de tiempo | Grupo del tipo de tiempo. Indicación del Tiempo total para cada Categoría de tiempo. |
Tipo de tiempo | Indicación del tipo de tiempo asignado al proceso de tiempo recopilado. |
Proceso de trabajo | Nombre del proceso de trabajo recopilado. |
Número | Cantidad de sucesos de un proceso de trabajo en el período del informe. Cuando el comienzo o el final del proceso de trabajo están fuera del período del informe, se añadirá este proceso de trabajo. |
Duración | Duración de todos los Procesos de trabajo iguales registrados en el periodo de referencia, medidos en horas de trabajo. Cuando el comienzo o el final del proceso de trabajo están fuera del período del informe, se calculará el tiempo proporcionalmente. |
Lavado | Duración para la ejecución de programas de lavado automáticos. Nota: Cuando el lavado se realiza de forma paralela a otros procesos de trabajo, la suma de los valores porcentuales para los datos de tiempo de los estados de la máquina puede ser diferente a 100%. |
Cambio de plancha | Duración del cambio de plancha en sistemas de cambio de plancha que trabajan automáticamente. Nota: Cuando el cambio de plancha se realiza de forma paralela a otros procesos de trabajo, la suma de los valores porcentuales para los datos de tiempo de los estados de la máquina puede ser diferente a 100%. |
Producción | Duración para la producción de pliegos buenos y pliegos de maculatura. |
Marcha en vacío <= 5 minutos | Paro o marcha en vacío de la máquina hasta un tiempo de 5 minutos. El umbral de 5 Minutos es inalterable. |
Marcha en vacío > 5 minutos | Paro o marcha en vacío de la máquina mayor a 5 minutos. El umbral de 5 Minutos es inalterable. |
Evaluación del tiempo para períodos sin proceso de trabajo

Al final de la tabla se muestran todos los periodos sin proceso de trabajo. Valores elevados en esta área indican que la recopilación del tiempo no se ejecutó correctamente. Encontrará Información sobre las posibles Causas en la Sección siguiente. Vea ¿Porqué algunos periodos no se han asignado a ningún proceso de trabajo?.
¿Porqué algunos periodos no se han asignado a ningún proceso de trabajo?
Tiempos no Asignados a un Proceso de trabajo puede tener varias Causas. Entre ellos se consideran:
•Máquina Conectada sin haber Modificado Pedido u Operación.
•Procesos de trabajo no están Asignados a un Tipo de tiempo.
En este caso, el Proceso de trabajo ya ha sido Creado y debe asignar la operación a un Tipo de tiempo. Vea Asignar tipo de tiempo a una categoría de tiempo.
•Procesos de trabajo asignados a un Tipo de tiempo, pero ninguno asignado a una Categoría de tiempo.
En este caso, debe asignar el Tipo de tiempo a una Categoría de tiempo. Vea Asignar tipo de tiempo a una categoría de tiempo.
•Tiempos sin un Proceso de trabajo definido.
Explicación: Operaciones (Mensajes PDA) que son señaladas Automáticamente por la Máquina, por ejemplo Lavado automático, no suelen estar Asignadas a un Proceso de trabajo. Esto también es correcto, ya que tales mensajes no deben activar ningún proceso de trabajo sino deben ser sumados al anterior.
Sin embargo, si estas Operaciones se notifican sin Referencia a una Operación, falta la Asignación de la Operación para estos Tiempos. Ejemplo típico: Lavado completo de la Máquina al final de la semana.
Nota: Si Frecuencia sucede que el trabajo se notifica sin una referencia de orden, debe definir un Nuevo proceso de trabajo para estos casos.
Configuración de la evaluación del tiempo
HEIDELBERG suministra la siguiente distribución del tiempo preconfigurada:
Categoría de tiempo | Tipo de tiempo | Proceso de trabajo |
|---|---|---|
Tiempo de producción | Tiempo de puesta a punto | Puesta a punto básica |
Tiempo de ejecución | Producción buena | |
Otros tiempos de producción | - | |
Tiempo de ayuda | Tiempo de ayuda | - |
Tiempo improductivo | Tiempo improductivo | Pausa |
Valor prescrito: Si esta asignación de tiempo no satisface las necesidades de su Casillas, le recomendamos ampliarla en el marco de un proyecto de Recogida de datos de servicio. Póngase en contacto con el servicio Prinect de su Local HEIDELBERG.
Para definir un Nuevo Botones (Mensaje PDA) para la Evaluación de tiempo en el centro de control de la máquina, se requieren los siguientes Pasos:
1.Se debe definir un nuevo proceso de trabajo (p. ej. esperar a material).
Vea Generar o Modificar un Nuevo Proceso de trabajo (Mensaje CDP).
2.Proceso de trabajo asociado (Mensaje PDA) debe ser definido y Asignado a la operación creada previamente. Valor prescrito Valor prescrito El Nombre de la Operación debe ser idéntico al Nombre del Proceso de trabajo.
Vea Generar o Modificar un Nuevo Proceso de trabajo (Mensaje CDP).
(3).Puede que sea necesario Crear un Nuevo Tipo de Tiempo. Sólo es Obligatorio si el Nuevo Mensaje PDA no puede ser Asignado a un Tipo de tiempo existente.
Vea Asignar tipo de tiempo a una categoría de tiempo.
4.El nuevo mensaje RDS se debe asignar a las máquinas respectivas.
Vea Paso de configuración "Asignación de Operaciones"eisung der Operationen.
(5).Si el Mensaje de la PDA no aparece en la Máquina, Vuelva a sincronizar la Configuración de la PDA. Esta Acción sólo puede ser realizada por un técnico de servicio.
Vea Realizar la sincronización.
La Operación Nuevo Generada es ahora Visible como un Botón en la Máquina y el Remitente del Mensaje puede ser Activado por el Operador de la Máquina. El Mensaje de la PDA debe enviarse siempre a Analyze Point antes del Comienzo del respectivo proceso, para que los Tiempos respectivos se registren correctamente.
Privacy Policy | Impronta | Prinect Know How | Prinect Release Notes