 注記:P-Nグラフでは、ジョブに関連した時間だけが評価されます。
注記:P-Nグラフでは、ジョブに関連した時間だけが評価されます。
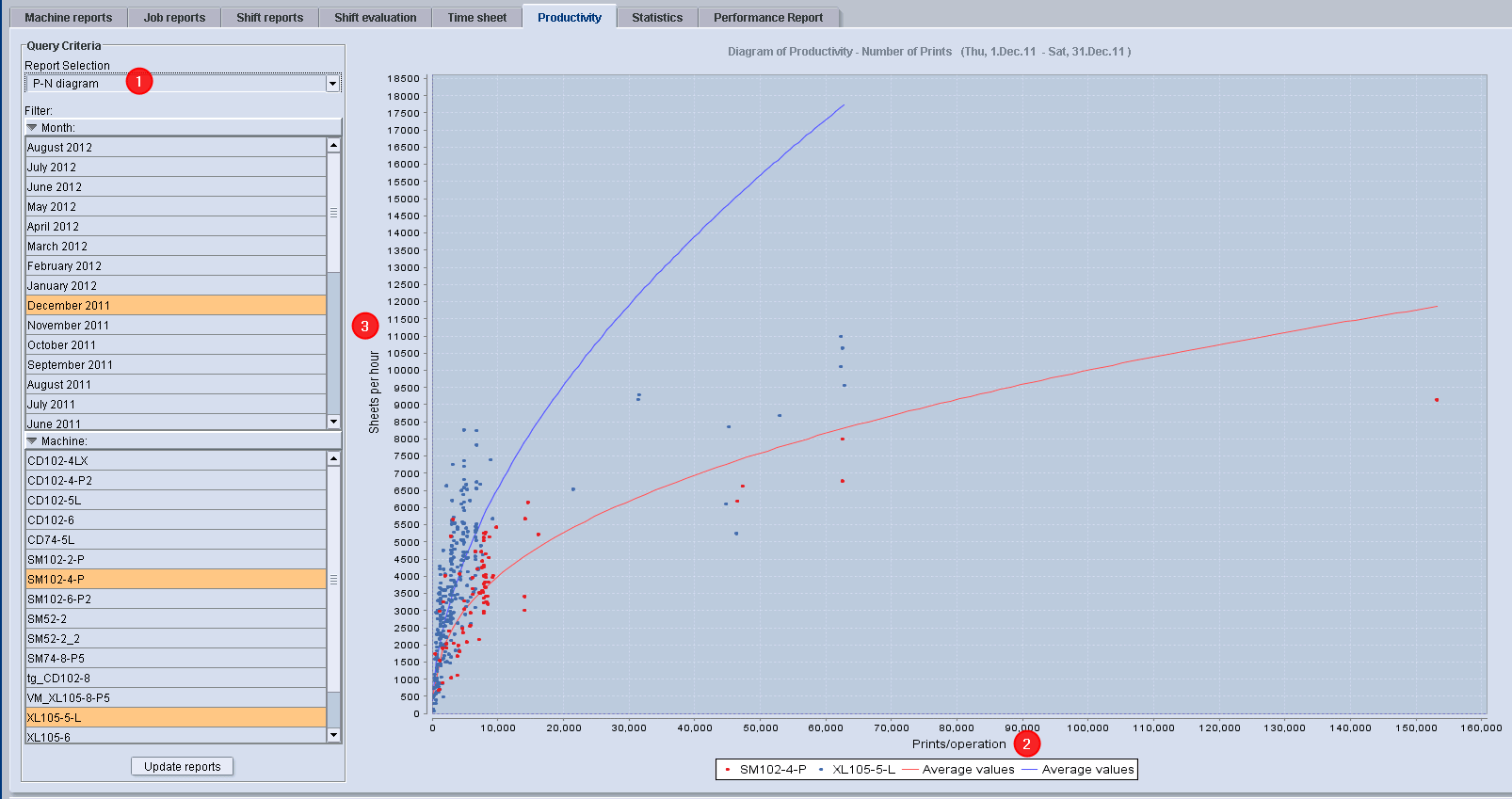
P-Nのグラフ(1)は、選択された期間および選択された機械(複数可)の各ジョブについて、時間当たりのOK通し数(Y軸; 2)と作業工程当たりのOK通し数(X軸; 3)の依存関係を示している。
P-N グラフを使用して、生産性の高いジョブと低いジョブを見分けることができます。また、通し枚数の多いジョブと少ないジョブを簡単に識別できます。
•時間ごとの通し = OK通し数/時間 = 生産性 = P
•作業工程ごとの通し = OK通し数/作業工程 = N
•各ポイントは、ジョブレポート(ポイントをクリックする)へリンクされた、設定された作業工程を意味しています。
•次のサイズを比較するグラフ評価(曲線):
•時間平均印刷速度通し(OK通し数/合計作業工程時間数 = 作業工程の開始から終了)
•作業工程ごとの通し(各作業工程のOK通し数)
•複数の機械を1つのダイアグラムで比較(印刷機はそれぞれ違ったカラーで示されます)
•生産性の高い作業工程は平均曲線より上に位置し、生産性の低い作業工程は平均曲線より下に位置する。
注記:印刷機で2つの作業工程(表)を持つジョブはドット形状で表示される。
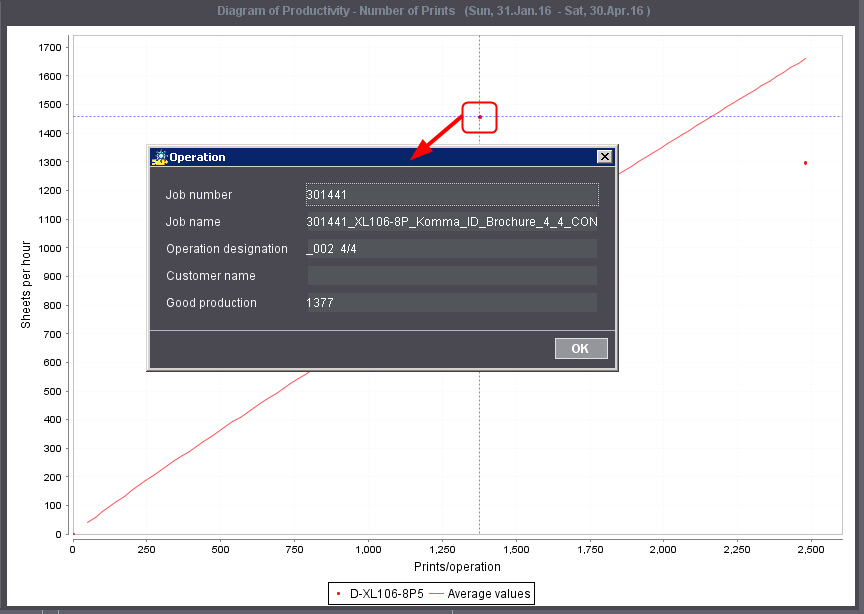
各ポイントは、処理された作業工程を示しています。1 箇所をクリックすると、"現在のジョブ"ダイアログ内のこの個所にジョブが表示されます。対応するジョブレポートを直接開くことができます。
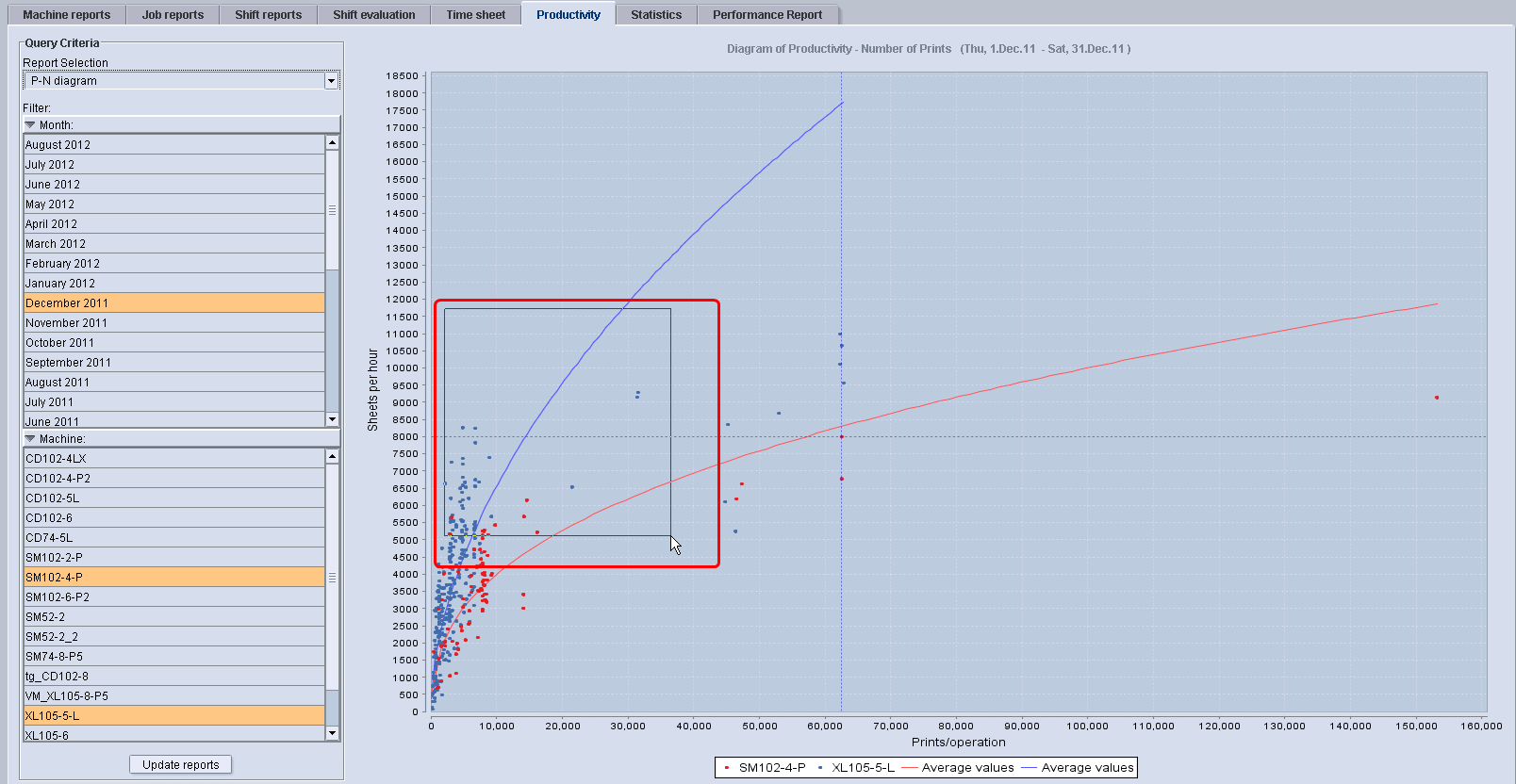
1.ダイアグラムで、希望するカットの左上をマウスでクリックし、マウスの左ボタンを通し続ける。
2.次にマウスで左上から右下へ矩形をドラッグし、もう一度マウスボタンを離す。これはカット倍率を定義するものである。
プライバシーポリシー | インプリント | Prinect Know How | Prinect Release Notes