 注記:T-Nグラフでは、ジョブに関連した時間だけが評価されます。
注記:T-Nグラフでは、ジョブに関連した時間だけが評価されます。
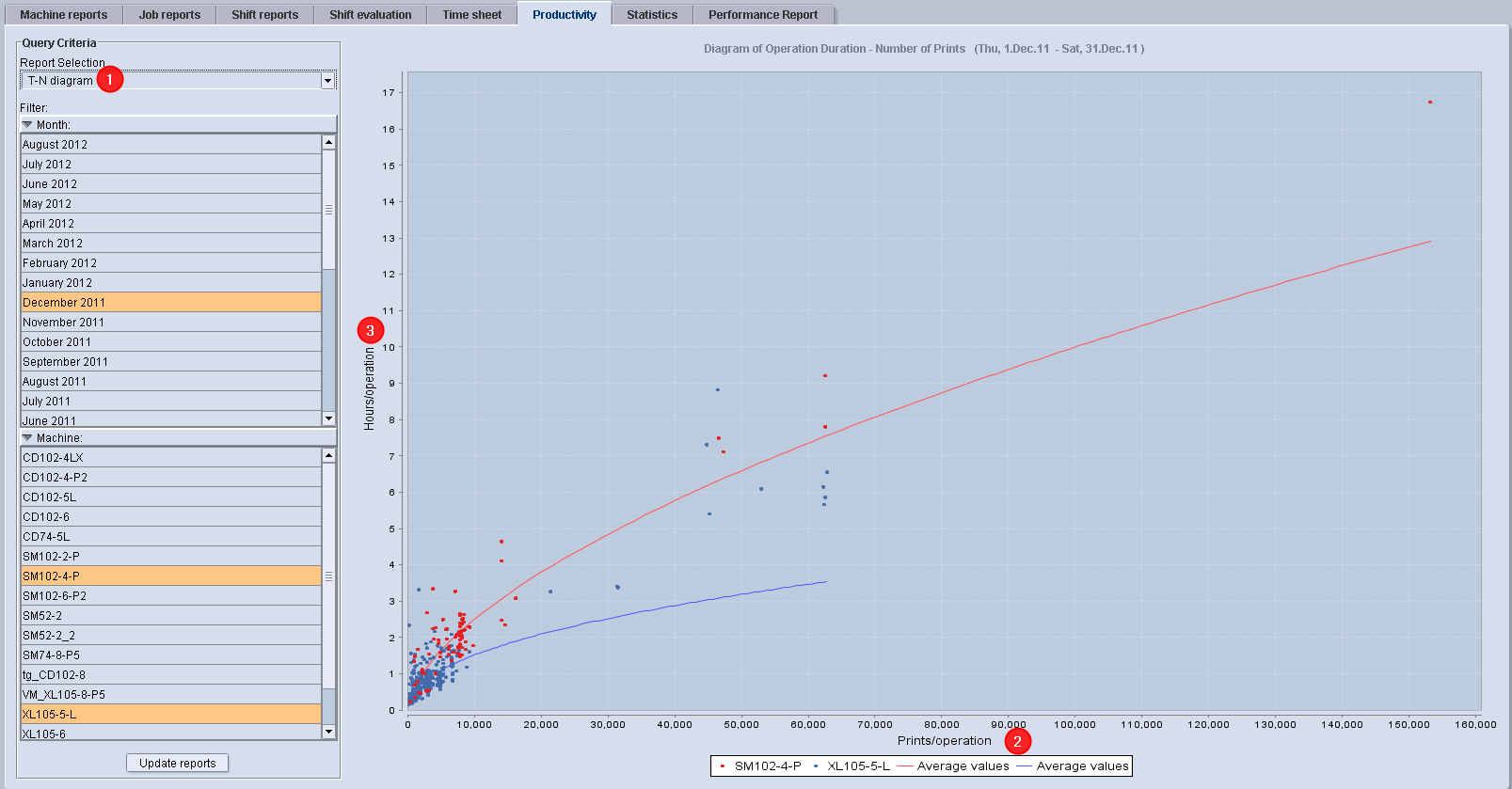
T-Nダイヤグラム(1)は、P-Nのグラフとまったく同じように使用される。ここでは、作業工程(3)の時間を作業工程(2)の刷了品との基準で評価する。
•作業工程ごとの時間 = 合計作業工程時間/作業工程 = 時間 = T
•作業工程ごとの通し = OK通し数/作業工程 = N
•各ポイントは、ジョブレポート(ポイントをクリックする)へリンクされた、設定された作業工程を意味しています。
•グラフによる関係の評価(曲線):
•時間単位の作業工程(合計作業工程時間 = 作業工程の開始から終了)
•作業工程ごとの通し(各作業工程のOK通し数)
•複数の機械を1つのダイアグラムで比較(印刷機はそれぞれ違ったカラーで示されます)
•生産性の高い作業工程は平均曲線の下領域に位置し、生産性の低い作業工程は平均曲線の上方に位置する。
注記:印刷機で2つの作業工程(表)を持つジョブはドット形状で表示される。
表のビューでは、選択された期間における1台または複数の印刷機の生産性が一覧表示されます。 表のビューは、他のすべての生産性レポートの基本です。考慮されるのは、選択した期間内の時間だけです。例えば、作業工程が定義された期間より前に開始された場合、この時間間隔より前の時間は評価されない。
表示値 | 注記 |
|---|---|
ヤレ紙 | ヤレ」とは、段取りヤレと生産ヤレの両方を指す。 |
速度指数 [14]、時間指数 [15]、および、品質指数 [16] | 表示される値は、生産性レポート「OEE指標」と同じです。個々の索引の計算に関する情報は、以下の OEE指標の計算にある。 |
プライバシーポリシー | インプリント | Prinect Know How | Prinect Release Notes