この設定ステップでは、装置の一般プロパティを固定します。この情報は装置タイプごとに指定される。
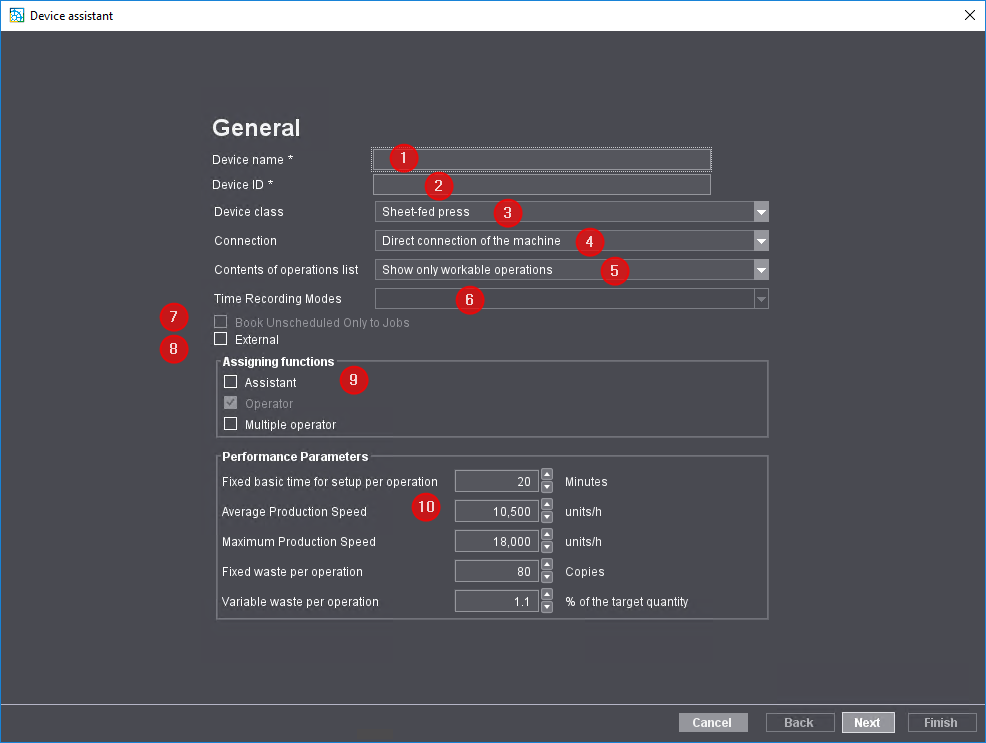
この表示では、以下のパラメータを構成する:
装置名は、Prinectワークフローにおける装置の名称です。ここでは、可能であれば、装置の種類と場合によっては環境設定に関する情報を提供する、意味のある名前を入力してください。例えば、8つの印刷ユニットを持つ52*28インチフォーマットのスピードマスター102の場合は "SM102-52-28-8-P "となります。
装置名はPrinectワークフロー内で一意でなければなりません。最大文字数は 30 です。装置名は、スケジューラやAnalyze Pointなど、Prinectワークフロー全体で機械を識別します。
装置ID (2)
ここに機械のオリジナル機器番号を入力します。オフセット印刷機の場合、デバイスIDはプレスセンターで確認できますが、それ以外の場合は印刷機で直接確認できます。装置IDには以下の条件が適用される:
•デバイスIDは文字[a-z][A-Z][0-9]のみを含みます。
•すでに装置IDが割り当てられている場合は、注 が表示されます。その際、別の装置IDを入力する必要がある。
•装置IDは、Prinectワークフローで機械を一意に識別するために使用されます。デバイスIDはMISと一致させてください。
ここでデバイスクラスを割り当てます。Prinect 統合がサポートするすべてのデバイスクラスが提供されます。用紙印刷機とデジタル印刷機に加えて、デバイスクラスは主に仕上げ機を記述している。
システム環境でどのデバイスクラスが有用かは、ライセンス付与によって異なります。デバイスクラスは、運転データの収集のためにデバイス上で実行されるアクティビティを分類するために使用される。この区分は、報告された活動を個々の装置または活動の種類に割り付けたものである。
デバイスクラス | 説明 |
|---|---|
その他のプリプレス | このデバイスクラスは、プリプレス段階のワークプレイス、例えば他のデバイスクラスに割り付けられていないDTPワークステーションでの活動を説明する。 |
デジタル印刷 | このデバイスクラスは、HEIDELBERG デジタル印刷機での活動について説明します。例:このデバイスクラスの装置:"機械". |
枚葉印刷機 | このデバイスクラスは、オフライン接続されている印刷機での活動を説明する:XL 105印刷機。 |
その他のプレス | このデバイスクラスは、「特色作成」など、印刷機上で直接実行されない活動を記録するために使用される。 |
断裁機 | このデバイスクラスは、断裁機での活動を説明します。例:このデバイスクラスの装置:「極137」。 |
折り機 | このデバイスクラスは、折り機での活動を説明します。例:このデバイスクラスの装置:「Stahlfolder KH 78」。 |
中綴じ機 | このデバイスクラスは、中綴じ機の動作を説明します。例:このデバイスクラスの装置:「ST 450」。 |
丁合機 | このデバイスクラスは,カレンダーの生産などで,折り畳まれた又はばらばらの印刷用紙を丁合するのに使用される機械での活動を説明する。 |
無線綴じ機 | このデバイスクラスでは、本を無線綴じする機械の活動について説明する。例:このデバイスクラスの装置:「ユーロバインド1300 |
三方断裁機 | このデバイスクラスは、三方断裁機の活動について説明します。三方断裁機は規則上、独立した機械として使用されることはなく、中綴じ機の一部として使用される。三方断裁機は本やカタログの三側面の仕上げ裁ち用です。 |
糸かがり機 | このデバイスクラスでは、本の縫製に使用される糸かがり機の活動について説明します。 |
表紙貼り機 | このデバイスクラスは、ブックカバーを製作するために実行されるアクティビティを説明する。 |
書籍製造ライン | このデバイスクラスは、本を作るために実行される活動を説明する。そのためには、いくつかのステップを連続して実行する必要がある。 |
打ち抜き機 | このデバイスクラスは、印刷用紙の打ち抜きに使用される打ち抜き機での活動を説明します。例:このデバイスクラスの装置:「ダイマトリックス106 |
製函機 | このデバイスクラスは、紙器製造のために実行される活動を説明する。例:このデバイスクラスの装置:「ダイアナ×115」。 |
その他のポストプレス | このデバイスクラスは、ポストプレスで実行され、他のデバイスクラスに割り付け済でない活動を説明する。このデバイスクラスは、例えば、マニュアルワークステーションでの活動を記録するために使用される。 |
接続 (4)
接続タイプの選択は、構成された装置のプロパティ値に依存し、後任者の作業ステップに影響する。接続方法も参照。
ここでは機械/データターミナルに使用可能な作業工程のみを表示させるか、スケジューラーで計画されている作業工程も表示させるかどうかを定義できます。次のオプションから選ぶことができます:
•実行可能な作業工程のみ表示。
ジョブの選択中、前任者の作業が開始または完了している作業工程のみが機械またはデータターミナルに表示されます。
この選択により、現在処理可能な作業工程のみが機械上またはデータターミナル上にオペレータに表示されます。
•実行可能およびスケジューリングされた作業工程を表示。
機械/データターミナルにはジョブ選択時に、前の作業工程が開始されたか、終了された作業工程に加え、スケジューラーまたは操作リストで計画されている作業工程も表示されます。
この選択により、機械上またはデータターミナル上のオペレータには、後で作動中となる作業工程も表示されます。
時間記録の種類 (6)
このオプションはデータターミナル装置でのみ有効です。
生産時間を手作業で記録するための時間記録には、さまざまな種類がある。時間記録モードは、生産時間を記録する形式を定義します。どのデータターミナル装置にも、時間記録モードを 1 つ割り当てる必要があります。
時間記録モードは、データターミナルで装置をオンしたときに割り当てられるのではなく、CDMでデータターミナル装置を作成するときに装置アシスタントで一元的に割り当てられます。時間記録の種類は以下の中から選べます:
"スタートストップ合計量"
•作業工程は、機械読み込み後、操作(PDA メッセージ)がトリガーされると直ちに開始される。
•生産時間は、リアルタイムで記録されます。
•入力された量は合計される。
•一つの装置で何人かのユーザーが同時にログインできます。
•量の入力は装置のタイプによって異なる。
ジョブ作動中の生産時間を "リアルタイム "で記録したい場合は、この時間記録モードを選択してください。この選択により、開始メッセージが録音される。
例:
•"前準備"のスタート
•"折り"開始>"前準備"停止
•ジョブの終了>"折り"停止
時間表示
装置の作業時間は日付とともに記録される。以下の条件が適用される:
•このオプションはカウンターボックスのある装置では使用できません。
•1つの装置にユーザーはいつも一人だけしかログインできません。
•一つの活動のトータル時間のみが記録される。
•補助スタッフは時間記録のログインができません。
•作業工程は手動で指定します。つまり、読み込み後に手動で作業工程を開始しなければならない。
•装置のタイプによって入力数量が違います。
ジョブの作動中、単一のアクティビティの時間のみを記録したい場合は、この時間記録モードを選択します。処理時間は、活動が成功した後に記録される。例えば、機械が前準備され、その後ジョブが編集される場合、前準備に要したトータル時間、例えば15分が最初に記録され、次に本生産に要したトータル時間、例えば120分が記録される。
"計画されていないジョブのみを予約する"オプション (7)
このオプションは、データターミナル経由で接続されている装置にのみ有効です。このオプションをオンにすると、データターミナルの「ジョブ」欄に予定外のオーダーのみが表示されます。このオプションは、例えば、作業工程がスケジューラでスケジューリングされていないワークプレイスに対してオンすることができます。
"外部"オプション(8):
このオプションは、印刷ジョブが外部の印刷所または印刷所所在地で作成され、これらのジョブがスケジューラで計画される場合を想定しています。このオプションがオンになっている場合、このような「外部」ジョブはスケジューラで色付きで強調表示されます。
アシスタントは機械のオペレータに付いて印刷機で仕事をすることができます。規則として、アシスタントには限られた権利しかない。スタッフの権限は以下の場所で定義されます。
•設定ステップ "操作の割り当て"および
•オペレータ
オペレータ」は現在常時オン値であり、無効化することはできない。
•マルチオペレータ
マルチオペレータは同時に複数の機械でログインして仕事することができます。これは、例えば複数の仕上げ機で作業する場合に現在値として有効である。複数のオペレータが同時に複数の機械の作業工程を開始し、操作を報告することができる。
マルチオペレータが別のロール(別のユーザー権限)に切り替え、同時にマルチオペレータとして他の機械にログオンすることはできません。複数のオペレータとしてログイン済み(スタッフ)が、別の役割の機械にログオンする前に、まず、複数のオペレータとして登録されているすべての機械からログオフする必要があります。
複数のオペレータが、例えば休止のために機械からログオフした場合、そのオペレータは、ログオンしているすべての機械から同時にログオフされる。その後、再びログオンすると、主題の機械にのみログイン済みとなる。
パフォーマンスパラメータ」領域 (10)
選択されたデバイスクラスに合わせて、マスターデータメモリ(MDS)からのデフォルト値がここにエントリされます。パフォーマンスパラメータは、新作業工程の生産時間を計算するためのテンプレートとして使用される。パフォーマンスパラメータで計算された生産時間は、スケジューラで作業工程に反映される。接続されたMISを搭載するプリネクトワークフローでは生産時間はMISから送られます。
「出力値」はさらにスケジュールアシスタントで有用です。MIS情報が有用でない場合、これらの値が作業工程の時間計算に使用される。プランニング・アシスタントに関する情報は下記で入手可能:スケジュールウィザード。
作業工程ごとの固定の装備基本時間
ここでは、各作業工程の基本時間として計算される固定前準備時間を項目として入力できます。
平均生産速度
生産速度(時間あたりの部数)をここに入力します。これは生産されたジョブの平均値として計算されます。
最大生産速度
ここで入力された生産速度は、Analyze Pointでスピード索引の計算に使用される。速度指数を参照。
作業工程ごとの固定アロワンス
ここでは、作業工程ごとに追加された固定アロワンス(部数)をエントリできます。
作業工程ごとのバリアブル手当
ここでは、作業工程ごとに追加されたアロワンス(単位:パーセント)をエントリできます。
プライバシーポリシー | インプリント | Prinect Know How | Prinect Release Notes