이 구성 단계에서는 기기의 일반적인 속성을 고정합니다. 이 정보는 각 기기 유형에 따라 요구됩니다.
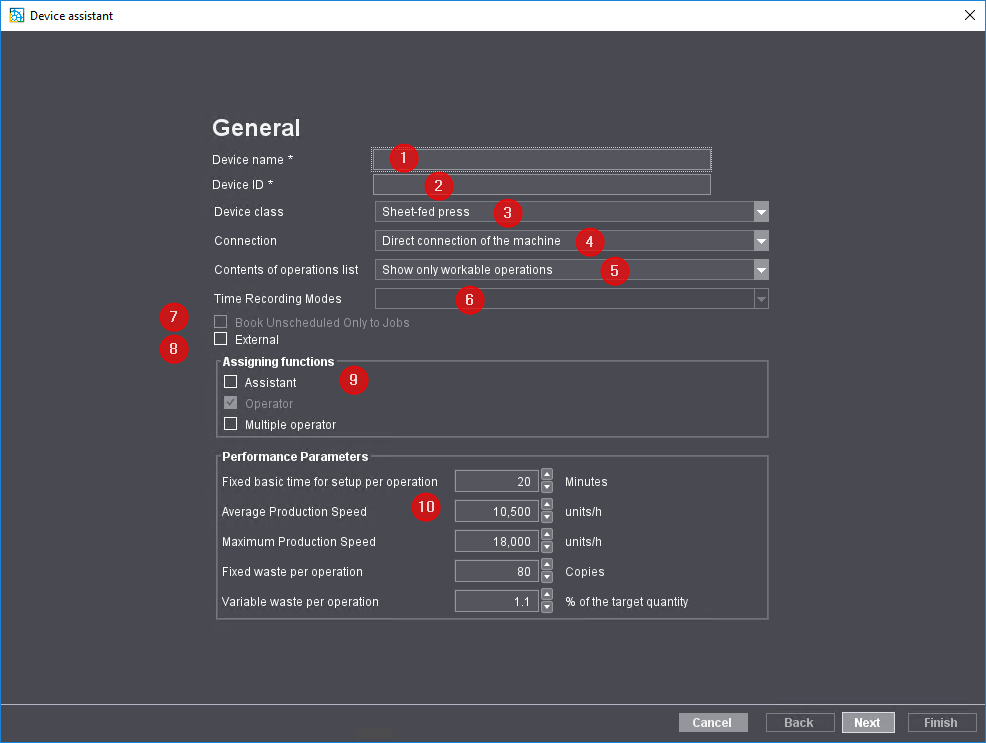
이 보기에서 다음 파라미터를 구성합니다:
기기 번호는 프린트 워크플로에서 기기의 식별자입니다. 여기에 가능하면 기기 유형 및 가능한 경우 기계 컨피규레이션에 대한 정보를 제공하는 의미 있는 이름을 입력해야 합니다(예: 52*28인치 형식에 8개의 인쇄유니트가 있는 Speedmaster 102의 경우 "SM102-52-28-8-P").
기기 번호는 프린트 워크플로에서 고유해야 합니다. 최대한 30자를 사용할 수 있습니다. 기기 번호는 전체 Prinect 워크플로(예: 스케줄러 및 Analyze Point)에서 기계를 식별합니다.
기기 표지 (2)
여기에 기계의 원본 장치 번호를 입력합니다. 오프셋 인쇄기의 경우 프레스 센터에서 장치 번호를 찾을 수 있습니다. 그렇지 않으면 번호가 기계에 직접 표시됩니다. 기기 표지에는 다음 조건이 적용됩니다:
•장치 ID에는 [a-z], [A-Z], [0-9] 문자만 포함할 수 있습니다.
•기기 표지가 이미 할당된 경우 지침이 표시됩니다. 그런 다음 다른 기기 표지를 입력해야 합니다.
•기기 표지는 Printect 워크플로에서 기계를 고유하게 식별하는 데 사용됩니다. 장치 ID를 MIS와 동기화해야 합니다.
여기에서 장치 등급을 지정합니다. 프린트 통합에서 지원하는 모든 기기 등급이 제공됩니다. 기기 등급은 시트 공급 및 디지털 프레스 외에도 주로 마감 기계를 설명합니다.
시스템 환경에서 사용할 수 있는 기기 등급은 라이센싱에 따라 다릅니다. 기기 등급은 생산데이터수집을 위해 기기에서 실행되는 활동을 분류하는 데 사용됩니다. 이 등급 분류는 보고된 활동이 개별 기기 또는 활동 유형에 할당된 것을 기준으로 합니다.
장치 등급 | 설명 |
|---|---|
인쇄 전 기타 작업장 | 이 기기 등급은 프리프레스 단계의 작업위치(예: 다른 기기 등급에 할당되지 않은 DTP 워크스테이션)에서의 활동을 설명합니다. |
디지털 인쇄 | 이 장치 등급은 HEIDELBERG 디지털 인쇄기에 대한 활동을 설명합니다. 이 장치 등급에 속하는 기기의 예입니다: "기계". |
시트 인쇄기 | 이 장치 등급은 오프라인으로 연결된 인쇄기의 활동에 대해 설명합니다.이 장치 등급에 속하는 장치의 예입니다: XL 105 프레스. |
인쇄 시 기타 작업장 | 이 장치 등급은 인쇄 프레스에서 직접 실행되지 않는 활동(예: '잉크 혼합')을 기록하는 데 사용됩니다. |
커팅기 | 이 장치 등급은 커팅기에 대한 활동을 설명합니다. 이 장치 등급에 속하는 기기의 예입니다: "극지 137". |
접지 설비 | 이 장치 등급은 접지 시스템에 대한 활동을 설명합니다. 이 장치 등급에 속하는 기기의 예입니다: "스탈폴더 KH 78". |
스티칭 | 이 장치 등급은 중철기에서의 활동에 대해 설명합니다. 이 장치 등급에 속하는 기기의 예입니다: "ST 450". |
장합기 | 이 장치 등급은 예를 들어 달력 제작과 같이 접히거나 느슨하게 인쇄된 시트를 대조하는 데 사용되는 기기들의 활동에 대해 설명합니다. |
무선철 | 이 장치 등급에서는 책을 완벽하게 제본하기 위한 기기들에 대한 활동을 설명합니다. 이 장치 등급에 속하는 기기의 예입니다: "유로바인드 1300". |
삼면 재단기 | 이 장치 등급에서는 삼면 재단기에 대한 활동을 설명합니다. 삼면 재단기는 일반적으로 별도의 기기로 사용되지 않고 중철기의 일부로 사용됩니다. 삼면 재단기는 3페이지의 브로슈어 또는 책블록을 트림합니다. |
실매기 장치 | 이 장치 등급은 책 실매기에 사용되는 책 재봉틀에 대한 활동을 설명합니다. |
책 표지 씌우기 | 이 장치 등급은 책 표지를 제작하기 위해 수행되는 활동에 대해 설명합니다. |
도서 생산 라인 | 이 장치 등급은 책을 제작하기 위해 수행되는 활동에 대해 설명합니다. 이를 위해서는 몇 가지 단계를 더 연속적으로 실행해야 합니다. |
다이컷팅 | 이 장치 등급은 인쇄쉬트를 펀칭하는 데 사용되는 다이컷팅기에 대한 활동을 설명합니다. 이 장치 등급에 속하는 기기의 예입니다: "다이매트릭스 106". |
접상자 접착기 | 이 장치 등급은 접이식 상자 생산을 위해 수행되는 활동에 대해 설명합니다. 이 장치 등급에 속하는 기기의 예입니다: "다이애나 X 115". |
인쇄 후 기타 작업장 | 이 기기 등급은 피니싱 처리에서 수행되는 활동 및 다른 기기 등급에 할당되지 않은 활동을 설명합니다. 이 장치 등급은 예를 들어 수동 워크스테이션에서 활동을 기록하는 데 사용됩니다. |
연결(4)
연결 유형의 선택은 구성된 기기의 속성에 따라 실제값이 달라지며 후행자 작업 단계에 영향을 줍니다. 연결 방식도 참조하십시오.
여기에서 사용 가능한 작업만 표시할지 또는 스케줄러에서 계획된 작업도 기계에 표시할지 또는 데이터 터미널에 표시할지 정의할 수 있습니다. 다음의 옵션 사이에서 선택할 수 있습니다.
•실행 가능한 공정만 표시.
작업선택 중에는 이전 작업이 이미 시작되었거나 완료된 공정만 기계 또는 데이터 터미널에 나타내기(값) 됩니다.
이 선택은 현재 처리할 수 있는 공정만 기계 또는 데이터 터미널에서 조작자에게 나타내기(값)를 의미합니다.
•실행 가능하고 예정된 공정 표시.
기기 또는 데이터 터미널에서 작업을 선택하면 이전 작업이 시작되거나 완료된 작업이 표시되고 스케줄러 또는 작업 목록에서 예약된 작업도 표시됩니다.
이 선택을 선택하면 기계 또는 데이터 터미널의 조작자에게 나중에 실행 중으로 예약된 공정도 나타내기(값)됩니다.
시간 레코딩 종류(6)
이 옵션은 데이터 터미널 기기에서만 사용할 수 있습니다.
생산 시간을 수동으로 기록하는 시간 레코딩 종류에는 여러 가지가 있습니다. 시간 기록 모드는 생산 시간이 기록되는 형태를 정의합니다. 모든 데이터 터미널 장치에 시간 감지 모드를 할당해야 합니다.
시간 기록 모드는 데이터 터미널에서 장치가 활성화될 때 할당되는 것이 아니라 CDM에서 데이터 터미널 장치를 만들 때 장치 마법사에서 중앙에서 할당됨. 다음 시간 레코딩 종류 중에서 선택할 수 있습니다:
시작 정지 합산된 분량
•작업(PDA 메시지)이 트리거되는 즉시 기계에 불러오기만 하면 공정이 시작됨.
•생산 시간은 실시간으로 기록됩니다.
•입력한 수량이 합산됩니다.
•여러 사용자가 동시에 1대 장치에 로그인할 수 있습니다.
•입력 수량은 기기 형식에 따라 다릅니다.
주문을 실행하는 동안 생산 시간을 '실시간'으로 기록하려면 이 시간 기록 모드를 선택합니다. 이 선택을 하면 시작 메시지가 녹음됩니다.
예시:
•"설정" 시작
•시작 "접지" > 정지 "준비"
•작업 종료 > 정지 "접지"
시간 지정
기기의 작업 시간은 시간 지정과 함께 기록됩니다. 다음 조건이 적용됩니다:
•카운터 박스가 있는 기기에서는 이 옵션을 사용할 수 없습니다.
•1명 사용자 1대 장치에만 로그인할수 있습니다.
•단일 활동의 총 시간만 기록됩니다.
•어시스턴트는 시간 레코딩을 위해 로그온할 수 없습니다.
•작업 시작은 수동으로 지정해야 합니다. 즉, 불러오기 후에도 공정은 여전히 수동으로 시작됨을 의미합니다.
•수량은 장치 유형에 따라 입력됩니다.
주문 실행 중 단일 활동의 소요 시간만 기록하려면 이 시간 기록 모드를 선택합니다. 처리 시간은 활동이 성공적으로 완료된 후에 기록됩니다. 예를 들어 기계를 준비한 다음 작업을 편집하는 경우, 준비에 필요한 총 시간(예: 15분)이 먼저 기록된 다음 제품 생산에 필요한 총 시간(예: 120분)이 기록됩니다.
스케줄 없이만 작업 예약 옵션(7)
이 옵션은 데이터 터미널을 통해 연결된 기기에만 사용할 수 있습니다. 이 옵션을 활성화하면 데이터 터미널의 "작업" 열에 계획되지 않은 주문만 나타내기(값)가 표시됩니다. 예를 들어 스케줄러에 공정이 예약되어 있지 않은 작업위치에 대해 이 옵션을 활성화할 수 있습니다.
"외부" 옵션(8):
이 옵션은 외부 인쇄소 또는 인쇄소 위치/주소에서 인쇄작업을 생성하고 이러한 작업이 스케줄러에서 계획됨을 위한 옵션입니다. 이 옵션이 작동시킴으로써 이러한 "외부" 작업은 스케줄러에서 색상으로 강조 표시됩니다.
기계 조작자 외에 어시스턴트도 인쇄기에서 작업할 수 있습니다. 원칙적으로 어시스턴트에게는 제한된 권한만 있습니다. 어시스턴트에 대한 권리는 다음 위치에서 정의됩니다.
•구성 단계 "작업의할당" 및
•조작자
"조작자"는 항상 작동시킴 및 사용 안함.
•다중 조작자
다중 조작자가 동시에 여러 기계에 로그온할 수 있습니다. 예를 들어 여러 대의 마감 기계로 작업할 때 더 자주 유용합니다. 다중 조작자가 동시에 여러 대의 기기에서 작업 공정 및 작업 보고를 시작할 수 있습니다.
다중 조작자가 다른 역할(다른 사용자 권한을 가짐)로 변경하고 동시에 여러 기계에서 여러 운영자로 로그온하는 것은 불가능합니다. 다중 조작자로 등록된 직원이 다른 역할의 기계에 로그온하려면 먼저 다중 조작자로 등록된 모든 기계에서 로그오프해야 합니다.
다중 조작자가 휴식을 취하기 위해 한 기계에서 로그 오프하면 로그 온된 모든 기계에서 동시에 로그 오프 됩니다. 그런 다음 다시 로그온하면 해당 제목의 기계에만 로그 온 되었음을 확인할 수 있습니다.
성능 값" 영역 (10)
선택한 장치 등급과 일치하도록 마스터 데이터 메모리(MDS)의 기본값이 여기에 항목으로 입력됩니다. 성능 값은 새로 생성된 공정의 생산 시간을 계산하기 위한 템플릿으로 사용됩니다. 성능 값으로 계산된 생산 시간은 스케줄러에서 공정을 계획할 때 고려됩니다. 연결된 MIS가 있는 Prinect 워크플로에서 생산 시간은 MIS에 의해 제공됩니다.
"성능 값"도 계획 도우미에서 중요합니다. MIS 정보를 사용할 수 없는 경우, 이 값은 공정 소요 시간을 계산하는 데 사용됩니다. 기획 도우미에 대한 정보는 다음 위치에서 확인할 수 있습니다: 계획 도우미.
작업 공정당 기본 판고르기 시간 수정
여기에서 각 작업 공정의 기본 시간으로 계산되는 고정 셋업 시간을 항목에 입력할 수 있습니다.
평균 생산 속도
여기에 생산 속도(시간당 견본 수)를 입력하면 생산된 작업의 평균값으로 계산됩니다.
최대 생산 속도
여기에 입력한 생산 속도는 속도 지표를 계산하기 위해 Analyze Point에서 용도로 사용됩니다. 속도 인덱스을(를) 참조하십시오.
공정 당 고정 여분
여기에서 각 공정에 추가됨 각 공정에 대한 고정 여분(견본)을 항목으로 입력할 수 있습니다.
작업 공정별 변수 여분
여기에서 각 공정에 추가됨 변수 여분(퍼센트 단위)을 항목에 입력할 수 있습니다.