"Optimization" Step
Multiple Sheet Optimization without Layout Default
The "Optimization" step contains a great number of possible settings. As a basic principle, we recommend that you set known cost data once in the Preferences and apart from that try to find better placements only for a specific job, for example, using the slider. You can collapse the cost data for a better overview (with the triangle button).
You always work with multiple sheet optimization when you are handling gang jobs.
The parameters that you can set differ slightly according to the type of multiple sheet optimization.
You can type in the sheet optimization parameters for the job or load them using a selected parameter set ("Sheet Optimization Setup" button). You can also set certain parameters in the "Plate Template" and "Papers (Printing Materials)" resources and then import them from there ("Use Optimization Parameters from Plate Template" option). This option of combining data does away with creating great numbers of parameter sets and the cost and conditions for certain plates and papers are entered directly at the source.
Another benefit is that you can set up several plate templates in the job that are then all included in optimization. In this case, you should define the optimization parameters in the plate template. The plate template with the best optimization results is then used accordingly and displays in the "Results" step.
In the sections below, you will find a description of the functions in the "Optimization" step or notes on handling them.
Input List for Sheet Optimization (grouping table)
List of the imported single jobs or PDFs with the option of sorting them.
Double-clicking the box in the "Delivery Quantity" column lets you specify a different delivery quantity for every single job. Clicking the "Optimize" button again causes the screen contents in the graphic window to change accordingly and also the "Optimization Result" to be recalculated.
The columns that display in the table depend on the selected optimization mode (without layout default, with layout default, packaging).
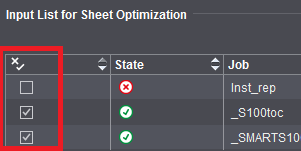
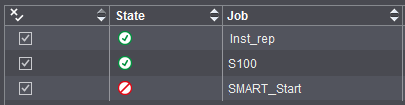
In the "State" column, you can view the latest details about placement of all single jobs after each optimization run:
|
|
The single job is optimized and placed on one or more press sheets.
|
|
|
Not all of the 1ups of the single job are placed as intended during optimization because 1ups were removed manually. It is possible that the quantity of the other sheets may change.
|
|
|
The single job was not placed on one of the press sheets because it was set to "inactive".
|
|
|
The single job was not placed because the related press sheet was deleted because of a poor evaluation.
|
|
|
A 1up of this single job is no longer placed.
|
You can disable single jobs from optimization and enable them again through the "Active" column.
"Process Order" column
The gang parts are sorted in the gang job in the order in which you selected them for import. The process order defines the order in which each of the gang parts will be submitted to the Optimizer after you click "Optimize".
In the field, the process order does not influence the optimization result or only negligibly especially where gang parts with different sizes and delivery quantities are concerned because other criteria like optimal utilization of plates and sheets are more important.
In the case of uniform jobs, on the other hand, the arrangement of the 1ups on the optimized sheets can differ, depending on the process order.
If the "Process Order" column is selected, you can move the gang part you just marked using the arrow button and, by doing so, change the process order.
Other functions:
•Using "Remove Single Job from Gang Job" in the context-sensitive menu, you can move single jobs or folding sheets back to the gang job folder (gang pool) again. For details, see the description in the header below or in Job Import for Gang Job... .
•Double-click the delivery quantity to open a window where you can edit the delivery quantity.
•Drag-and-drop a single job to the graphic window in the "Press Sheet" tab.
See Working with Grouping Tables for details about sorting a grouping table.
Ganging...
You can use the "Ganging..." button to import customer jobs at any time from the gang pool.
Single jobs that were removed from the press sheet in the grouping table (see above) automatically display again in the gang pool ("Job Import for Gang Job" dialog).
List of packaging jobs
In packaging jobs, the table also shows the assigned shape. A preceding "0" indicates that a cutting die with this shape is not loaded at present. When you press the Optimize button "General" in such a case, optimization is impossible with the current settings, and an error message appears.
Prinect Signa Station then offers the option of looking for a suitable cutting die. To do so, the folder selected last in the "Open Cutting Die" dialog is searched for an exactly matching cutting die. If the search is successful, optimization is run; if not, a note appears in the "Optimization Result" indicating that shapes are not assigned to all packaging articles.
You can perform the assignment using the context menu invoked on the table row in question when cutting dies are loaded but some articles do not have an assignment.
You can change the order of the articles in the table using the buttons to the right of the table. The order of articles in the table determines how they are arranged on the press sheet. If you change the order of articles, you must run optimization after that for the change to be applied.
Combi button: Import PDF...
Select this option if you want to import PDF files to a gang job.
Combi button: Import CAD...
Select this option if you want to import cutting dies to a gang job.
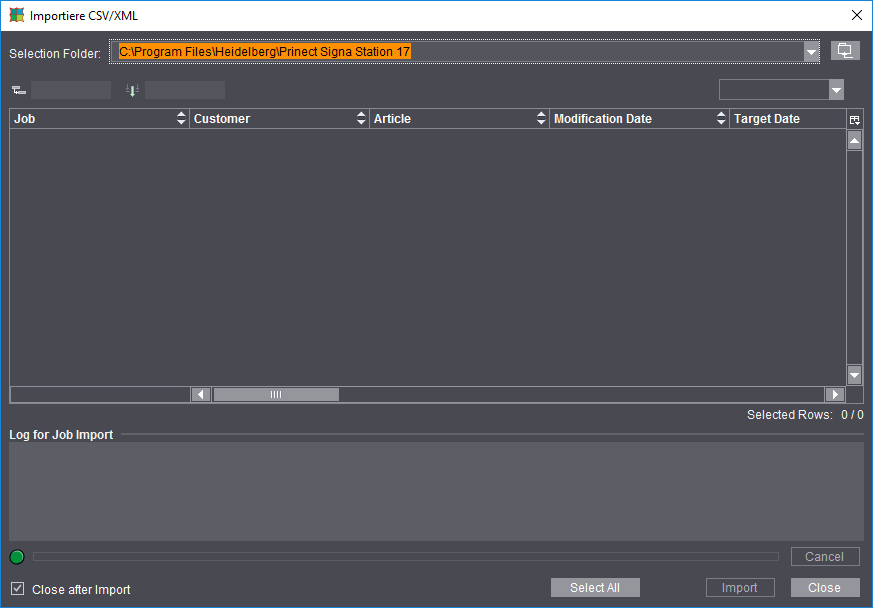
Combi button: Import CSV/XML...
Job description files as CSV or XML files and content files (PDF files) in defined structures must be available in order to work with a hotfolder.
Normally, these data are generated and made available by the "MIS" or the Prinect Integration Manager.
Combi button: Create New ...
Define a new assembly block for the PDF import and import it.
Edit Deadline
The deadline is included in optimization if the "Deadline:" option is enabled. When the option is enabled, the currently used deadline is indicated beside it.
When the option is enabled, you can open the "Edit Deadline" dialog with the "Edit" button. Your input can be relative or absolute.
•In the "Number of Days" box, your input is relative to the current date. Positive values are for days in the future, negative values for days in the past.
•Use the calendar to select a specific data for an absolute input.
Both input variants influence each other mutually, with one variant always matched according to the input of the other variant.
The greatest value possible for days is 99 days or -99 days.
The set deadline is persistent relative to the current date. This means that when you enter a deadline of "in 2 days", for example, "2" is saved as the value. As a result, the deadline is pushed back accordingly if the job is used again at a later date.
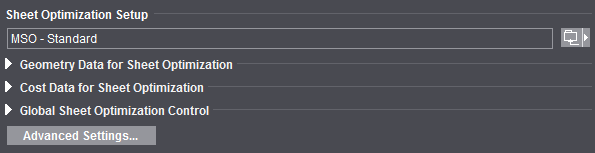
Sheet Optimization Setup
By default, the optimization set in the "Preferences" in "Default for Sheet Optimization" is used for all jobs. Use the combi button on the right to display predefined sheet optimization setups for use specifically on the job currently open.
The name of the selected setup displays in italics. In this way, you always know which resource is being used for optimization.
The key data are divided into the following groups:
•"Geometry Data" (margins)
•"Cost Data" (print preparation in general and per separation, cost per 1000 sheets)
•"Global Control" (slider "less plates" <> "less sheets")
In the "Preferences" in "User Interface", you can set whether the groups will display either closed or open by default. This is where you can also set whether one or more groups will be fully hidden.
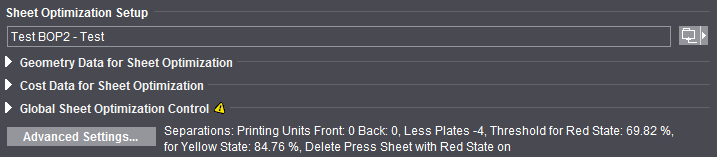
When a group is closed, a yellow warning triangle displays if the setup should deviate from the default.
In addition, all the parameters of the resource in use that deviate from the default display beside the "Advanced Settings..." button. The setup in italics becomes obsolete and no longer displays when you modify one of the boxes or change the position of the slider. The modified data are used for optimization for the active job and are retained.
More details about each of the data:
Geometry Data for Sheet Optimization
Cost Data for Sheet Optimization
Global Sheet Optimization Control (less plates/less sheets slider)
Advanced Settings
Geometry Data for Sheet Optimization
Left Margin / Right Margin / Top Margin / Bottom Margin
By defining these margins, you create a bounding box within which the 1ups can be positioned. If you leave the default values of "0" as they are, the bounding box is the same size as the paper. By entering values for the margins, you shrink the size of the bounding box accordingly.
If you set marks at the left, right and top, you must set a margin for these marks.
Cost Data for Sheet Optimization
When you enter cost values, optimization will give you the most cost-effective result.
Example:
If the cost for print preparation (with setup of the press) is higher than comparable paper costs, then optimization provides a result with as few press sheets as possible but perhaps with more paper waste.
Fixed and variable costs can be taken into account with these parameters.
The values are to be entered by the user and can also have just material data. What is entered in this group can vary according to the economic philosophy of the company.
Note: These costs are not costs in a specific currency but only relative costs.
Print Preparation (global)
The cost of a complete plate set should include the plate material, imaging and checking the plate as well as washing, loading and proof printing for print preparation.
Print Preparation (per separation)
At this point, the colors are not always known, and, consequently, a finer distinction of the cost is possible only through the operator.
Printing Material (per 1000 sheets)
The cost for 1000 unprinted sheets that have run through the press.
Global Sheet Optimization Control (less plates/less sheets slider)
The slider lets you weight the priority, in other words whether less plates or less press sheets will be used. The digits only portray the weighting for the algorithm and are not important otherwise.
Note: The slider does not necessarily improve optimization in every job. In some cases, the result is identical.
Advanced Settings
The "Advanced Settings" button lets you invoke all additional settings like the ones also available in the "Sheet Optimization Setup Editor" for creating templates. The "Sheet Optimization Setup" is divided into the "General", "Geometry", "Cost" and "Rating" tabs.
Changes in this dialog are implemented directly. In other words, the values entered are applied immediately without confirmation through the OK button. The dialog must be exited with "OK" if the values are to be kept. The changes are discarded if you exit the dialog with "Cancel" or with the "Close" icon.
"General" Tab
Use Optimization Parameters from Plate Template
The optimization parameters from the "Plate Template" and "Papers (Printing Materials)" resources are used and display accordingly when you enable this option. If a number of plate templates or papers are set in your job, proceed as follows:
•Plate templates
The values in each parameter are checked for validity in all plate templates defined in the job and compared with each other. If the values from all the plate templates are valid and identical, the same value displays in the relevant box.
If a value is invalid or different, the word "various" displays in the box instead of a value.
The tooltip of the box also shows all different values of the parameter.
You cannot edit the values.
The value from the job data displays if there are no plate templates.
•Papers
The values in each parameter are checked in all papers to see that they are available. If a value is set each paper, one of these values is used during optimization. To make this clear, the value in the box is blue. However, the value shown is not used for optimization.
If a value is missing in one or more papers, an existing value displays in the standard color in the box and is used if the paper provides the best optimization result.
The tooltip of the box also shows all different values of the parameter.
You can edit the values. Edited parameters are not kept in the paper entered in the plate template but in the job data.
Optimize
Depending on the templates, you can set the preferred orientation by default.
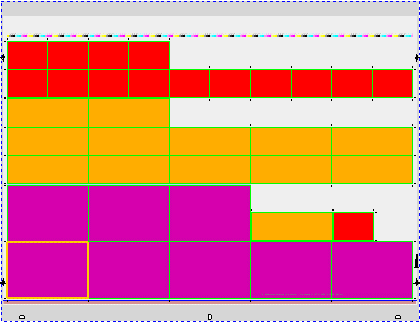
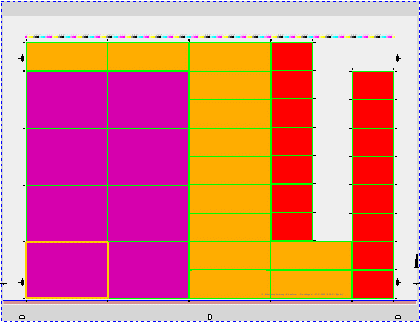
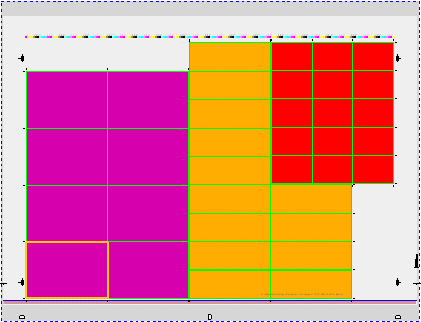
During optimization, the assembly blocks are grouped by size. Assembly blocks of the same size placed side by side make up what is known as a "ribbon". If possible, the bigger assembly blocks are always positioned more to the left. Positioning always begins at the bottom left.
"Horizontal": Sheet optimization is in horizontal ribbons. The ribbons begin at the bottom left. They always fill the entire space between the margins before a new ribbon begins.
"Vertical": Sheet optimization is in vertical ribbons. The ribbons begin at the bottom left. They always fill the entire space between the margins before a new ribbon begins.
"General": Sheet optimization is in rectangles (or rectangular ribbons). In other words, assembly blocks of the same size are grouped together to form rectangles if possible. The rectangle begins at the bottom left. In most cases, the rectangular ribbons don't fill the entire space between the margins.
Max. No. Articles
The "Max. No. Articles" box lets you restrict the number of articles on the press sheets to take into account restrictions in finishing (e.g. sorting equipment with a limited number of trays). When you enable the option, the box first displays 1,000,000 by default to avoid operator errors. You can then match this value to suit your needs.
When the number of articles to be placed is greater than the maximum number you defined, the articles are split into partitions, optimization is calculated separately for each partition and finally these single results are added together. For example, for 20 articles and a limitation to five articles, this produces four press sheets each with five articles instead of one press sheet with 20 articles.
Quantity as Multiple of
The quantity is to be a multiple of the number entered in this box. The quantity can be less than this value in the case of an odd number of remaining copies.
Overproduction
You can enter a percentage for overproduction in this box if the calculated overproduction for a job was not specified.
Allow 1up on Different Press Sheets
A check is run to see whether a better result can be obtained by placing the same 1up on different press sheets.
Press Sheet Allowance
Allowance for the press sheet quantity, either as a fixed value (base) and/or as a percentage.
For example, waste allowance for finishing
1up Allowance
Allowance for the 1ups/gang job objects; the delivery quantity is taken as the basis.
Include Separations
Optimization with "Include Separations" gives you only press sheets where the placed documents of a press sheet do not have more colors in total than available printing units. This makes it possible to avoid multiple runs (for details, see Include Separations).
Slider for less plates / less sheets
The slider lets you weight the priority, in other words whether less plates or less press sheets will be used. The digits only portray the weighting for the algorithm and are not important otherwise.
Note: The slider does not necessarily improve optimization in every job. In some cases, the result is identical.
"Geometry" tab
Left Margin / Right Margin / Top Margin / Bottom Margin
By defining these margins, you create a bounding box within which the 1ups can be positioned. If you leave the default values of "0" as they are, the bounding box is the same size as the paper. By entering values for the margins, you shrink the size of the bounding box accordingly.
If you set marks at the left, right and top, you must set a margin for these marks.
Distance
Spacing between the folding sheets/assembly blocks. You must set the value to "0" for a separating cut.
Sheet Brake Total
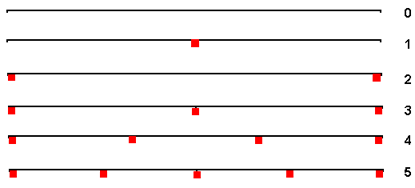
In optimization, you can reserve spaces on the sheet for any sheet brakes that may be required. You can set up to 12 sheet brakes.
The standard width of a sheet brake is 7 mm. In addition to this value, one or two standard trims are kept free so that no trim juts into the sheet brake.
In case of 2 or more sheet brakes, one brake each is expected on the left and right margin respectively; should the space be insufficient, it will be expanded internally
For single surfaces, sheet brakes do not require any free space and for that reason are ignored by Prinect Signa Station. For this reason, you could also use parameter sets with sheet brakes for single surfaces
There is no horizontal centering for (effective) sheet brakes because otherwise the positions of the free spaces would be unpredictable.
Schematic view of assumed positions for 0-5 sheet brakes:
Note: For "Single-sided work-and-turn", the meanings of left and right margin apply analogously to the sheet halves. This may also result in increased margins because of the sheet brakes to consider. A peculiar situation arises with even sheet counts of 4 and more since a smaller strip is formed on the sheet half.
"Cost" Tab
Is equivalent to the cost data for sheet optimization (see Cost Data for Sheet Optimization) with an additional input option for the press for hourly rate and performance (sheets per hour).
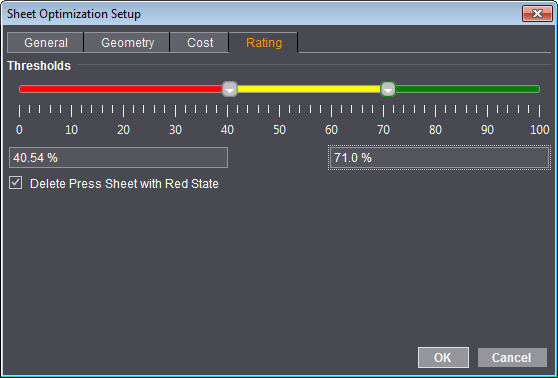
"Rating" Tab
In the "Rating" tab, you can set thresholds for a "yellow" traffic light state and a "red" traffic light state. The rating corresponds to utilization of the sheet (printed area/total area in percent).
The slider has two handles, only one of which can be active at a time. The active handle is highlighted by a colored border. A handle becomes active by moving it, by a click on it or a click in the relevant text box.
In addition to moving the active handle, you can change its position by clicking somewhere on the slider.
Use the left handle to change the threshold for the red state and the right handle to change the threshold for the yellow state.
The positions of the slider and the values in the text boxes correspond to each other.
The traffic light position and the values display in the press sheet lists of the HTML report and in the "Results" step.
Display in the "Results" step in the press sheet list:
Display in the HTML report:
If "Delete Press Sheet with Red State" is enabled, press sheets that are below the left threshold, i.e. in the red, are removed automatically from the gang job.
During optimization, a warning message is issued and the removed jobs are highlighted accordingly in the "Results" step in the "State" column in the 1up list:
Optimization Result
The preliminary results of optimization display without having to go to another step. Go to the "Results" step if you wish to view the full results.
Optimize
Optimizes the press sheet(s) taking into account the assigned folding sheets/assembly blocks and the data set in the "Optimization" step.
Report (Optimization Result)
Display of the results of optimization The optimization result is output as text in your default browser when you click "Report".