Alignement des blocs positionnés sur les traits de coupe
Les dimensions des blocs de montage/cahiers ne sont pas toujours identiques aux bords de coupe. D’une part, la géométrie du cahier est déterminée par le schéma de pliage, ce qui fait qu’elle peut différer du rectangle de découpe. D’autre part, dans le cas de blocs de montage, des marges peuvent être définies autour des poses dans le modèle de partie du produit.
Tant que les écarts entre les bords des cahiers/blocs de montage et les rectangles de découpe sont tous identiques, cela ne pose aucun problème puisque les bords communs des blocs de positionnement et les rectangles de découpe restent dans ce cas toujours sur une même ligne et sont interdépendants.
Toutefois, dès que l’on mixte des cahiers et des blocs de montage ou que l’on paramètre des marges différentes sur les blocs de montage, les bords des blocs et les traits de coupe auront des espacements différents et il n’y aura pas de bords communs. Dans ce cas, il n’est plus possible d’effectuer une découpe optimale.
A partir de la version 2019 , ces situations sont prises en compte lors de l’optimisation :
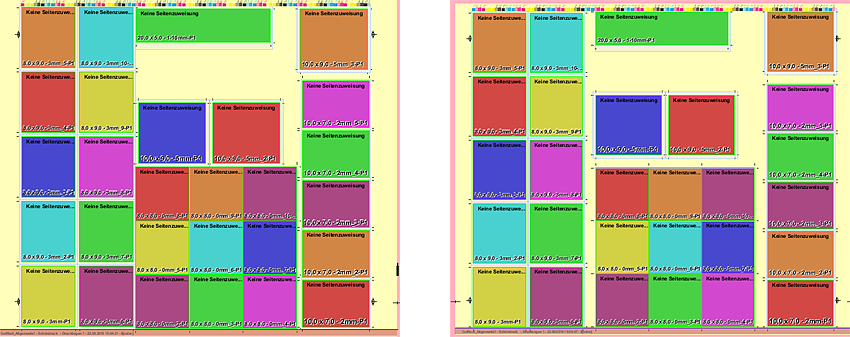
Cahiers/Blocs de montage avec des marges différentes sans (à gauche) et avec optimisation de la découpe
Si l’optimisation de la découpe conduit à une diminution du nombre de poses pouvant être disposées sur la feuille d’impression, c’est l’optimisation de la surface de la feuille qui sera prioritaire.
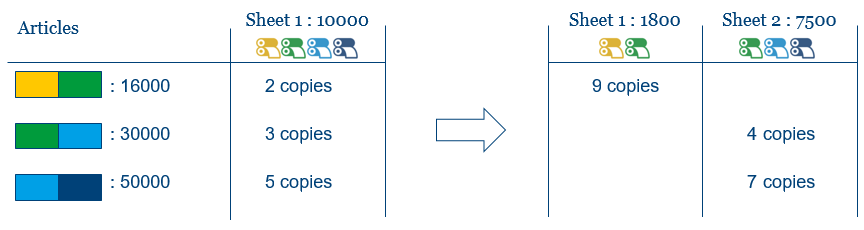
L’optimisation tient compte de la répartition des poses à une et deux faces pour que, lorsqu’il y a peu de poses à double face, celles-ci ne soient pas dispersées sur plusieurs feuilles d’impression, ce qui obligerait à avoir un jeu de plaques complet supplémentaire pour l’impression du verso.
Cette fonction sera particulièrement efficace si les coûts pour les séparations ne sont pas définis sur « 0 ».
L’optimisation avec la fonctionnalité « Séparations prises en compte » a pour résultat des feuilles d’impression dont les documents placés sur une feuille ne possèdent pas plus de couleurs que le nombre de groupes d’impression disponibles. Cela permet d’éviter les passages multiples. En plus des informations habituelles, le rapport fournit une liste des séparations rencontrées, identifiées selon le recto ou le verso.
Le nombre de groupes d’impression disponibles se définit dans l’éditeur de gabarit de plaque. Pour utiliser ces valeurs à partir du gabarit de plaque, dans les paramètres d’optimisation de la feuille, l’option « Utilise les paramètres d’optimisation du gabarit de la plaque » ainsi que l’option « Séparations prises en compte » doivent être activées.
Cette fonctionnalité peut être activée aux endroits suivants :
•« Ressources > Editeur de paramètres d’optimisation de la feuille »
•Etape « Optimisation », « Autres réglages > Paramètres d’optimisation feuille »
Lors de l’importation des données d’entrée pour l’optimisation, à l’étape « Job », dans l’onglet « Couleurs », la liste des couleurs est déjà renseignée. Toutes les couleurs rencontrées dans les données d’entrée y sont listées. Les propriétés de ces couleurs peuvent être modifiées dans les colonnes « Utilisation » et « Sortir comme ». Les couleurs dont l’« Utilisation » est définie comme « Outil » ou « Epreuve » ne seront pas prises en compte lors de l’optimisation.
Au démarrage de l’optimisation avec option « Séparations prises en compte » activée, l’application vérifie si la liste d’entrée pour l’optimisation de la feuille comporte des documents possédant sur la face recto ou verso plus de couleurs que le nombre de groupes d’impression définis pour le gabarit de plaque concerné. Si c’est le cas, et si aucun gabarit de plaque adéquat n’est trouvé, un message d’erreur s’affichera. En revanche, si au moins un gabarit de plaque convient, un avertissement sera émis.
En plus du nombre de groupes d’impression pour l’impression recto et verso, il est possible d’indiquer également le nombre de groupes de vernissage pour l’impression recto et verso.
Dans ce cas-là, en plus de vérifier le nombre de groupes d’impression par rapport au nombre de couleurs dans le PDF, on comparera également le nombre de groupes de vernissage par rapport au nombre de vernis.
Ces valeurs peuvent être saisies dans les paramètres d’optimisation et/ou dans le modèle du gabarit de plaque. Ce dernier sera employé pour l’optimisation si l’option « Utilise les paramètres d’optimisation du gabarit de la plaque » est activée.
Le nombre de groupes d’impression et le nombre de groupes de vernissage utilisés et/ou évalués lors de l’optimisation dépendent du type de forme paramétré (pour plus de précisions, voir Dépendance du type de forme :).
Dans le rapport HTML qui fait état du résultat de l’optimisation, les groupes d’impression et les groupes de vernissage sont listés séparément.
Dans le rapport HTML, les couleurs qui, dans la commande, sont paramétrées sur des groupes de vernissage sont identifiées dans les en-têtes du tableau des feuilles d’impression et dans le tableau des commandes individuelles par un « V » pour « Vernis », ajouté derrière le nom de la couleur.
L’assignation d’une couleur ou d’un vernis à un groupe d’impression ou à un groupe de vernissage se définit dans Cockpit ou peut aussi s’effectuer manuellement à l’étape « Job » sous « Couleurs > Usage ».
Dans les cas suivants, le réglage « Groupe de vernissage » sera automatiquement repris dans le tableau « Couleurs » dans Signa Station :
•Une séparation présente dans le PDF est aussi présente dans le MDS où l’option « Groupe de vernissage » lui est assignée comme « Usage ».
•Sans MDS : dans le PDF, via PDF Toolbox, le « Type » de la séparation est paramétré sur « Transparent ».
Selon le type de forme de la plaque utilisée pour l’optimisation, les valeurs saisies pour les paramètres d’optimisation « Nombre de groupes d’impression recto/verso » et « Nombre de groupes de vernissage recto/verso » donnent lieu à des évaluations différentes :
Presse sans dispositif de retournement (groupes d’impression verso=0, groupes de vernissage verso=0)
|
Plate Template workstyle |
Colors Front |
Varnishes Front |
Colors Back |
Varnishes Back |
|
Single-sided |
PF |
CF |
- |
- |
|
Work-and-turn |
PF |
CF |
- |
- |
|
Work-and-tumble |
PF |
CF |
- |
- |
|
Perfecting (perfector) * |
PF |
CF |
PF |
CF |
|
Sheetwise (front and back) |
PF |
CF |
PF |
CF |
* Type de forme « Retiration in-12 » n’a aucun sens pour une machine sans dispositif de retournement, c’est pourquoi ce sera le même traitement que pour « Retiration in-8 ».
Presse avec dispositif de retournement (groupes d’impression verso>0)
|
Plate Template workstyle |
Colors Front |
Varnishes Front |
Colors Back |
Varnishes Back |
|
Single-sided |
PF+PB |
CB |
- |
- |
|
Work-and-turn |
PF+PB |
CB |
- |
- |
|
Work-and-tumble |
PF+PB |
CB |
- |
- |
|
Perfecting |
PF |
CF |
PB |
CB |
|
Sheetwise (front and back) |
PF+PB |
CB |
PF+PB |
CB |
Abréviations :
PF=Printing Units Front, PB=Printing Units Back, CF=Coating Units Front, CB=Coating Units Back
Remarques concernant les commandes précédentes et/ou les gabarits de plaque définis avant l’introduction de cette fonction :
Avant qu’on ne fasse la distinction entre les groupes d’impression et les groupes de vernissage, le nombre total de couleurs et de vernis contenus dans les pages PDF était comparé au nombre total de groupes d’impression indiqué.
Afin de garantir le maintien de la fonctionnalité pour les commandes et les gabarits de plaques qui ne contiennent pas encore l’option « Nombre de groupes de vernissage », le système détecte automatiquement, lors du chargement des commandes et/ou des ressources en gabarits de plaque, si les paramètres sont déjà définis. Si ce n’est pas le cas, le texte « - » apparaîtra dans l’interface utilisateur et les vernis seront traités comme des couleurs d’impression en ce qui concerne l’optimisation.
Pour que les deux paramètres soient systématiquement activés, dès que l’un des paramètres est activé, l’autre reçoit automatiquement la valeur « 0 ». Il n’est pas possible de revenir au réglage « - ».
Recherche de partie du produit avec ShapeID plutôt que Code produit
Lors de l’optimisation « Optimisation feuille sans maquette prédéfinie » et « Optimisation feuille avec maquette prédéfinie », les modes de travail Montage et Etiquettes/Emballage sont convergents. Etant donné que les produits Etiquettes/Emballage sont décrits uniquement par le biais d’un ShapeID et pas par un code produit, Signa Station doit générer un code produit à partir de ce ShapeID. Nous allons expliquer cette procédure afin de trouver un modèle de partie du produit.
Optimisation feuille sans maquette prédéfinie
La recherche d’une partie de produit se déroule selon le schéma suivant. Les conditions suivantes doivent être remplies afin que ce modèle de partie du produit puisse être choisi :
•Le code produit inscrit dans le modèle de partie du produit correspond au string « ShapeID_$$ », $$ étant le ShapeID.
•Le modèle de partie du produit est un modèle de partie du produit de montage et a chargé un CF2.
•L’élément de liste ShapeID concorde avec le ShapeID du modèle de partie du produit.
Typiquement, le ProductCode est renseigné en intégralité (pas d’utilisation de caractères de remplacement). Exemple :
ProductCode=« ShapeID_circle » pour ShapeID=circle.
Si la recherche n’a pas abouti, elle se poursuit avec les conditions suivantes :
•Le code produit inscrit dans le modèle de partie du produit correspond au string « ShapeID_$$ », $$ étant le ShapeID.
•Le modèle de partie du produit est un modèle de partie du produit de montage et n’a pas chargé de CF2.
Typiquement, le modèle de partie du produit est un joker pour tous les blocs de montage basés sur un CF2 (un modèle de partie du produit de montage restreint, du type « Bloc de montage » suffit). Dans ce cas, le code produit peut être « ShapeID_* ».

Précaution : Dans ce cas, aucune découpe du contenu le long du filet de découpe ne pourra se faire. Par ailleurs, aucune information sur le ShapeID ne sera inscrite dans le produit de sortie.
Si la recherche n’a toujours pas abouti, elle se poursuit avec les conditions suivantes : Mais uniquement s’il ne s’agit PAS d’un élément de liste provenant de la section « Assemblage industriel » (en font partie : traitement du dossier d’assemblage, commande en amalgame et commande en amalgame Business Manager).
Motif : Dans le cas d’un assemblage industriel, la recherche du code produit doit impérativement aboutir. Le modèle de partie du produit de montage paramétré dans le job ne doit pas être appliqué.
•C’est le modèle de partie du produit de montage actuellement paramétré pour « CF2 » qui sera utilisé.
•Le modèle de partie du produit de montage a chargé un CF2.
•L’élément de liste ShapeID concorde avec le ShapeID du modèle de partie du produit.
Typiquement, le code produit est saisi dans son intégralité, p. ex. ProductCode=« ShapeID_circle » pour ShapeID=circle.

Remarque : Ce scénario est très spécifique et uniquement utilisable lorsque l’on travaille quasiment exclusivement avec des éléments de liste ShapeIDs identiques.
Si la recherche n’a toujours pas abouti, essayez ceci :
•C’est le modèle de partie du produit de montage actuellement paramétré pour « CF2 » qui sera utilisé.
•Le modèle de partie du produit de montage n’a aucun CF2 chargé.
Typiquement, le modèle de partie du produit est un joker pour tous les blocs de montage basés sur un CF2 (un modèle de partie du produit de montage restreint, du type « Paramètres bloc de montage » suffit).
Attention : Dans ce cas, aucune découpe du contenu le long du filet de découpe ne pourra se faire. Par ailleurs, aucune information sur le ShapeID ne sera inscrite dans le produit de sortie.
Optimisation feuille avec maquette prédéfinie :
Des modèles de partie de produit sont recherchés dans la grappe. Si les conditions suivantes sont remplies, c’est ce modèle de partie du produit qui gagne.
•Le code produit concorde avec « ShapeID_$$ », $$ correspondant au ShapeID.
•Le modèle de partie du produit de montage a chargé un CF2.
•L’élément de liste ShapeID concorde avec le ShapeID du modèle de partie du produit.
Typiquement, le code produit est saisi dans son intégralité, p. ex. ProductCode=« ShapeID_circle » pour ShapeID=circle.
Aucune autre vérification n’est effectuée concernant l’élément de liste Taille de la page avec celui des modèles de partie de produit dans la grappe.
Si la recherche n’a pas abouti, elle se poursuit avec les conditions suivantes :
•Le code produit concorde avec « ShapeID_$$ », $$ correspondant au ShapeID.
•Le modèle de partie du produit de montage n’a aucun CF2 chargé.
•L’élément de liste Taille de la page est comparé à la taille de la page du modèle de partie du produit dans la grappe.
Typiquement, le modèle de partie du produit est un joker pour tous les blocs de montage basés sur un CF2 (un modèle de partie du produit de montage restreint, du type « Paramètres bloc de montage » suffit). Dans ce cas, le code produit peut être « ShapeID_* ».

Précaution : Dans ce cas, aucune découpe du contenu le long du filet de découpe ne pourra se faire. Par ailleurs, aucune information sur le ShapeID ne sera inscrite dans le produit de sortie.

Remarque : Il n’est pas possible d’utiliser l’« Optimisation feuille avec maquette prédéfinie » sans utiliser de code produit (tout du moins « ShapeID_* »).