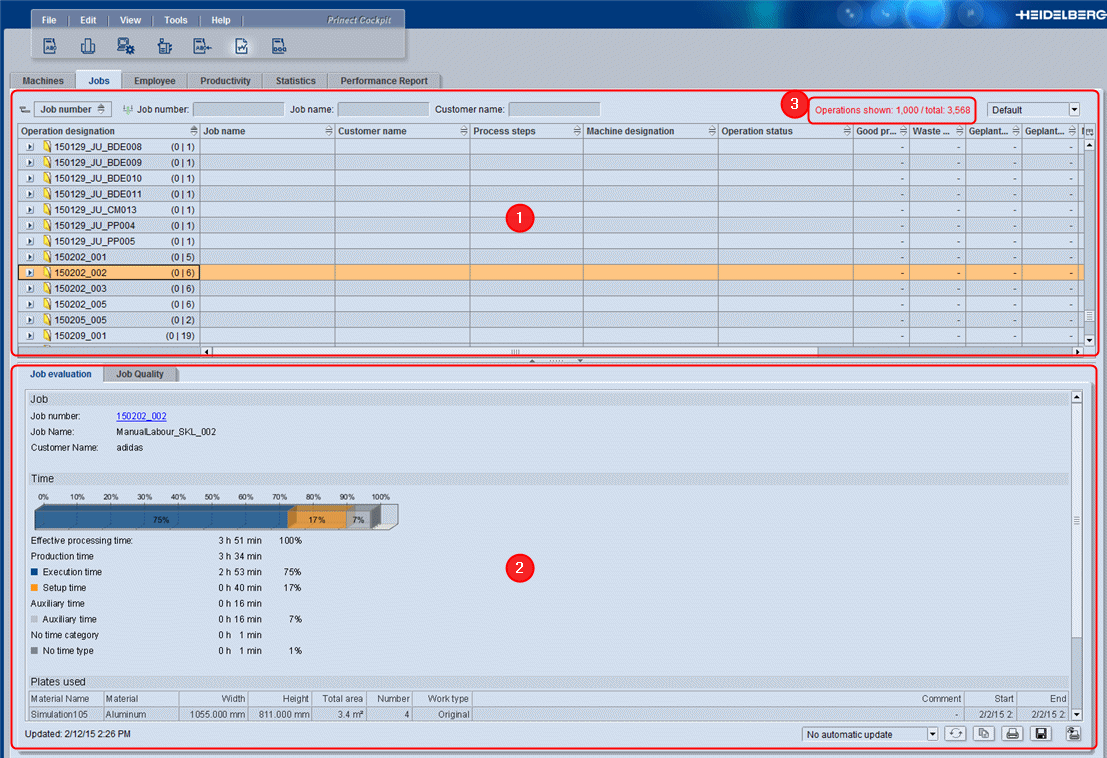
ジョブ表示では、ジョブ評価(2)を含むジョブ(1)のクイックビューが表示されます。ロード時間を素早く行うため、最大1000の作業工程が表示されます。データベースでそのほかの作業工程が全体として利用可能な場合は、注 (3) を参照してください。未処理の作業工程はAnalyze Pointからは把握されません。
最大1,000作業工程数を表示(3)
ジョブには最大1,000作業工程が表示されます。1000 を超える作業工程がある場合は、既存の作業工程数の総数と注が左下に表示されます。例えば顧客"Heidelberg"によりジョブをフィルタリングしたい場合、フィルター無しでは表示されなかったジョブも表示することができます。
量の違いによるカラー表示

前提条件:デフォルトでは、この機能はオフになっています。有効にするには、担当のサービス技術者にお問い合わせください。この違いがその後、計画された量が事前にMISから転送されるかプランニングアシスタントで入力された場合にのみ表示されます。
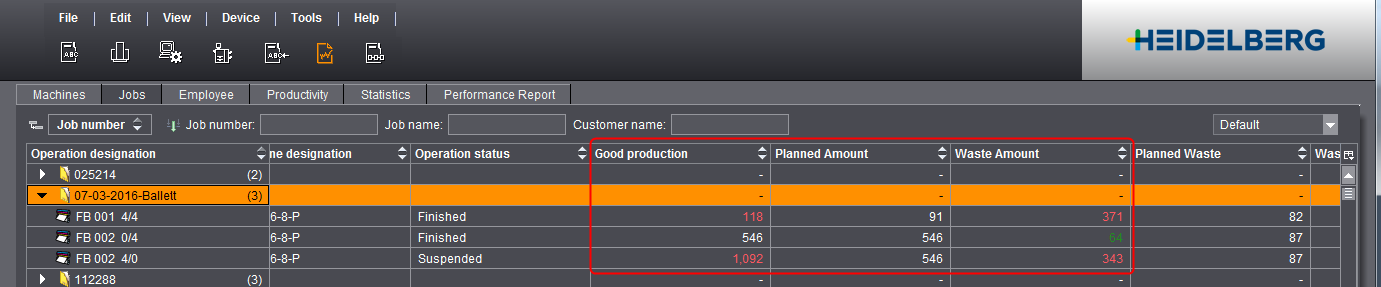
図は、作業工程のための緑色のヤレ紙量を示しています。これは、ヤレ紙の生産が計画より少ないことを意味しています。2作業工程はヤレ紙量と良品量で赤い値になっていますます。これは、ヤレ紙と良紙の生産が計画より多いことを意味しています。
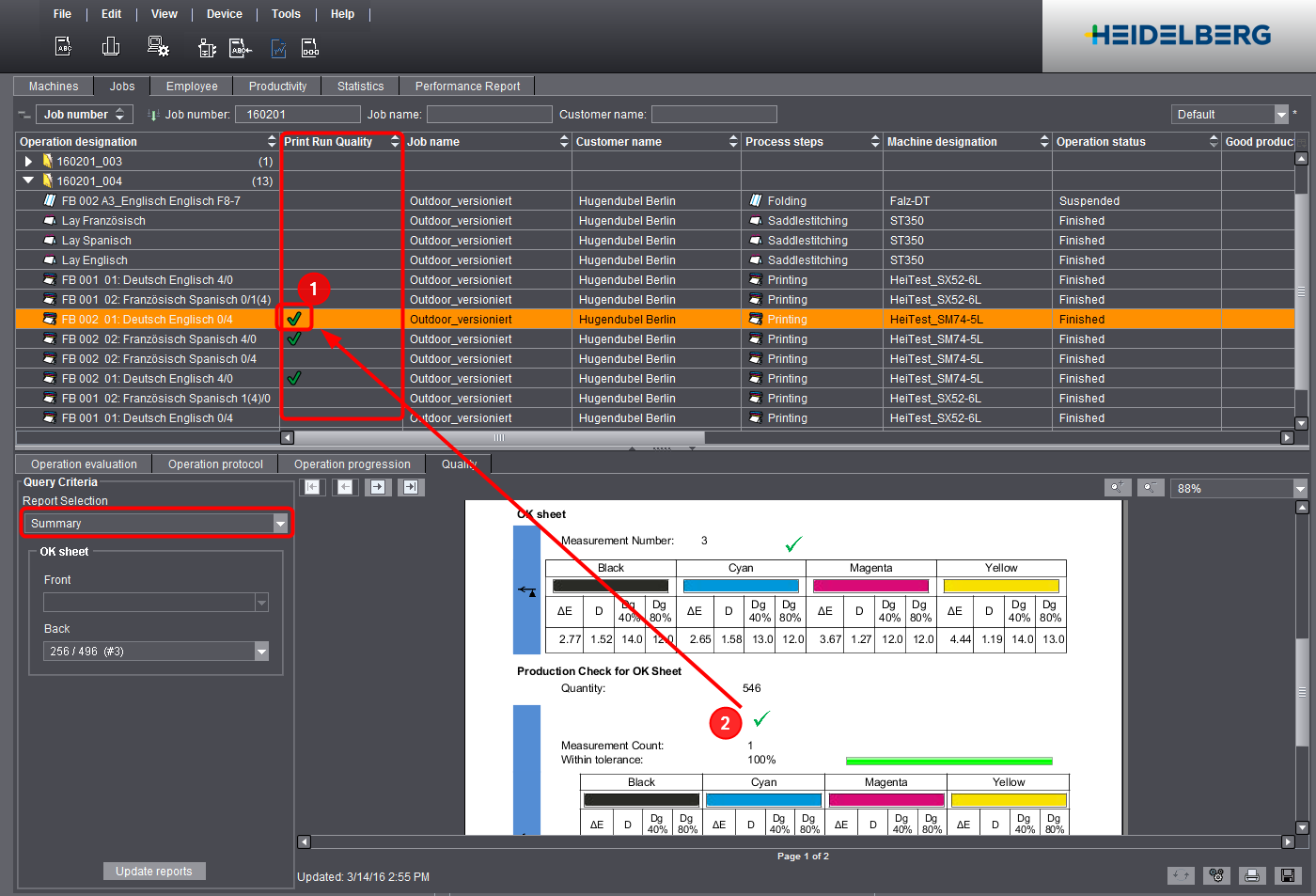
作業工程のカラー品質がすばやく確認できるよう、"ジョブ品質"の列に継続印刷コントロールの状態が表示されます (1)。これは、作業工程品質"サマリ" (2) に表示される状態です。作業工程レポート"サマリ" を参照してください。
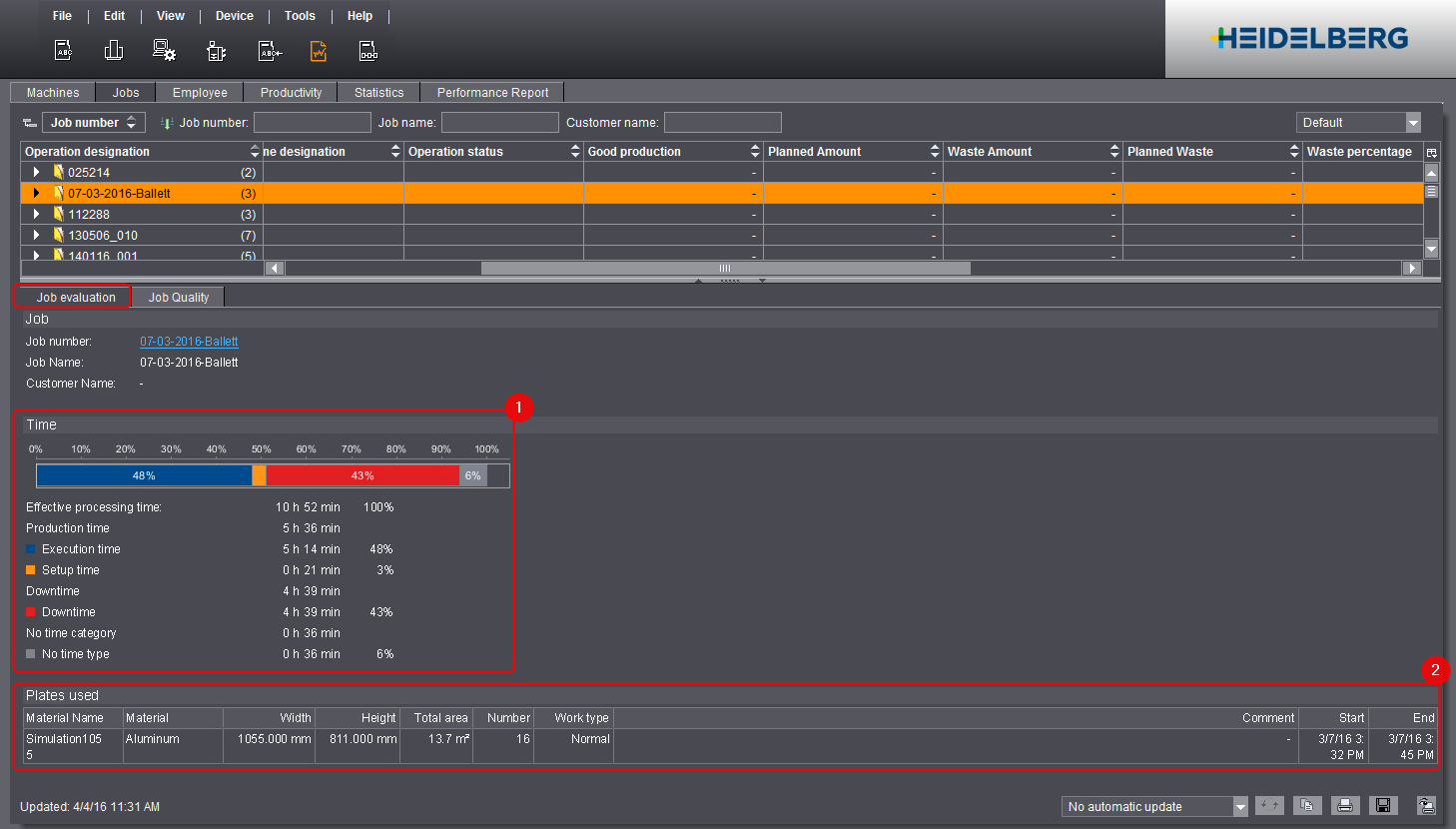
"ジョブ評価"タブでは、マークしたジョブのジョブデータ(ジョブ番号、ジョブ名、顧客名)、時間、消耗品が表示されます。時間に関する詳細説明は時間 (4)をご参照ください。
時間 (1)
棒グラフでは、生産時間のパーセント率が表示されます。個々の生産時間(パーセント値)は、いつも有効作業時間を基にしています。
有効な作業時間は常に100%になります(有効作業時間=該当ジョブの作業工程が機械でロードされた全時間の合計)。棒グラフの下に生産時間が絶対値とパーセントで再度個別に表示されます。
時間の設定と編集は、装置設定内の時間カテゴリと時間タイプの設定によって異なります。これに関しては、時間カテゴリ を参照してください。
ジョブに関して消耗品がリストされます。次の設定ができます:
•刷版の消費量
露光されたプレートの数を表示します。
•紙消費量
紙消費量は機械への消耗品メッセージで把握します。その際、機械で入力する材料番号が、予定した用紙の項目番号と一致する必要があります。作業工程に際してどの用紙が予定されているか、"印刷"作業工程で確認できます。("材料"タブを参照してください)。別の項目番号が入力されると、用紙は"その他の材料消費量"とされます。
•クリック数
接続済みデジタル印刷機の記録されたクリック数を表示します。清算方法は各機械によって異なります。
•その他の材料消費量
プレート、用紙、またはクリック数に割り当て不可能なその他の把握された材料すべてを示します。これには、例えばMDSで認識されているがジョブには割り当てられていない用紙がカウントされます。
ジョブ品質で、選択したジョブのすべての印刷工程の印刷品質の概要を、プリセットした印刷基準に従って迅速に確認できます。このレポートを使用して、お客様に色品質の総合的な評価を提供できます。
ジョブ品質には以下の評価が表示されます:
• OK シートは、測定装置のウェットカラーセットと比較して、印刷標準内の許容値を使って評価されます。
•継続印刷シートは、OK シートと比較して、印刷標準内の偏差を使って評価されます。
•OK シート評価と継続印刷用紙評価に基づいて、ジョブに総合品質評価が送られます。
作業工程レポート"サマリ"で、すべての作業工程の詳細をで評価できます。これに関しては、作業工程レポート"サマリ" を参照してください。

注記:プリセットした印刷標準は Analyze Point のプリセットで変更できます。プリセット – 品質レポート を参照してください。
ジョブ品質の表示は、測定装置に対する次のハードウェアの前提条件があります:
•Prinect Image Control I:
サポートされていません
•Prinect Image Control II:
I13A 以降
•Prinect Axis Control I:
サポートされていません
•Prinect Axis Control II:
S12B 以降
•Prinect Inpress Control:
S12B 以降
Prinect Axis Control II と Prinect Inpress Control の追加前提条件
品質レポートの表示には、次の前提条件を満たさなければなりません:
•Prinect Pressroom Manager/Prinect Integration Manager では、Prinect Axis Control II のある登録された印刷機毎に、オプション"カラー測定データの読み取りを有効にする"を有効にして、出力ディレクトリを定義しなければなりません。
•プリネクトプレスセンターの制御センターでは、カラー測定データソースディレクトリを定義する必要があります。出力ディレクトリは、登録した印刷機の入力ディレクトリと一致しなければなりません。
Prinect Axis Control の接続に関する詳細説明については Prinect Axis Control II を接続する を参照してください。
Prinect Inpress Controlの接続に関する詳細説明については Prinect Inpress Control を接続する を参照してください。
•Prinect Press Center で、接続した Prinect Pressroom Manager/Prinect Integration Manager の印刷所インターフェイスからジョブを読み込まなければなりません。

注記:ジョブを機械のローカルメモリから読み込む場合は、カラー測定データは Analyze Point に送信されません。
品質レポートの表示には、次の前提条件を満たさなければなりません:
•Prinect Pressroom Manager/Prinect Integration Manager に"Prinect Image Control"を PPF 出力装置として登録しなければなりません。ここで、カラー測定データ用の出力ディレクトリを定義します。
•Prinect Image Control と接続される印刷機は CDM に登録しなければなりません。
•Prinect Image Control に印刷機を接続して、印刷機パラメータをインポートしなければなりません。
•Prinect Image Control で Analyze Point データ用のフォルダを定義しなければなりません。フォルダは、PPFOut 装置を登録した際に登録したカラー測定データの出力ディレクトリと同一でなければなりません。
Prinect Image Control の接続に関する詳細説明については Prinect Image Control を接続する を参照してください。
カラーレポートの保存期間
最新のソフトウェアバージョンにもかかわらず、測定データが表示されない場合は、Analyze Pointから測定データが削除されている可能性があります。これに関しては、レポートの保存期間 を参照してください。
"ジョブ品質"と作業工程レポート"サマリ"、"経過"および"ゾーン評価"のために、表示と評価に影響を与えるグローバルプリセットがあります。
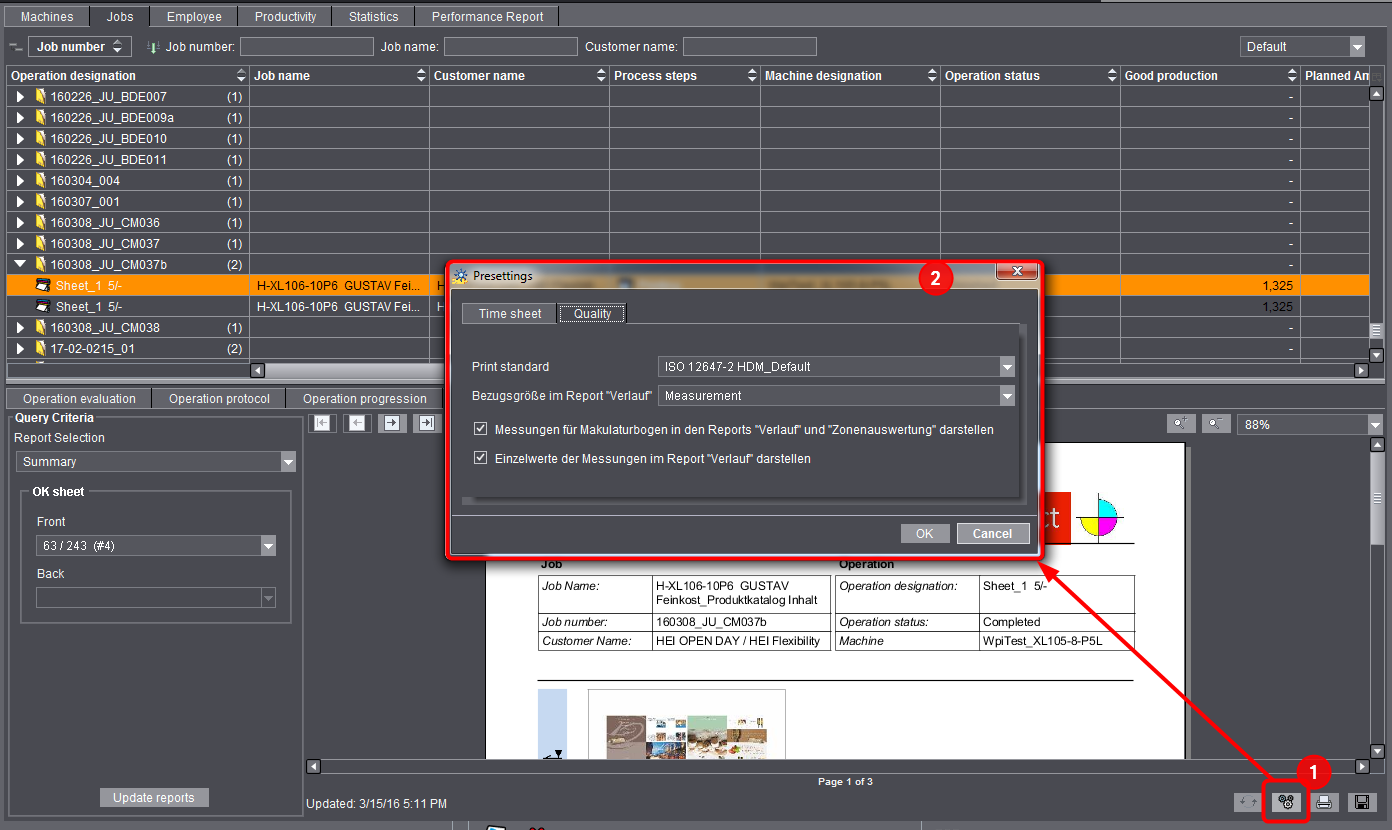
プリセットを呼び出すには以下の手順で行います。
1."Analyze Point > ジョブレポート"の領域に切り替えます。
2."プリセット"アイコンをクリックします (1)。
"プリセット"ダイアログが開きます (2)。
ここで、品質レポートのグローバルプリセットを行います。
"印刷標準"
設定された基準に基づいて、品質レポート"ジョブ品質"と"サマリ"でOK シートの品質をウェットカラーセットの値と比較して制御します。通常、印刷標準"ISO 12647-2 HDM_Default"が設定されています。
""経過"レポートの基準"
選択された基準サイズはx軸の"経過"レポートに表示されます。"進捗状況"レポート を参照してください。
"ヤレ紙の測定を"経過"および"ゾーン評価"レポートに表示する"
有効なオプションでは、"経過"および"ゾーン評価"レポート、並びに良好生産の測定とセットアップ処理中の測定が評価されます。
"測定の個々の数値を"経過"レポートに表示"
有効なオプションでは、"経過"レポートの最後のページにDelta E、濃度およびドットゲインの個々の測定値が表示されます。
3.[OK] をクリックして設定を保存します。
"ジョブ品質"レポート
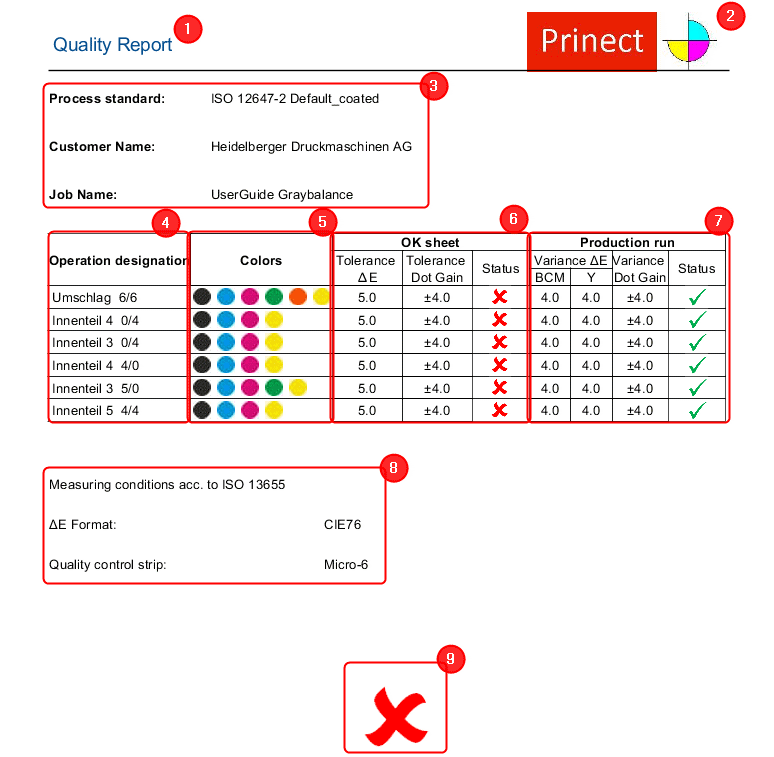
レポートのタイトル (1)
選択したロゴ (2)。ロゴ を参照してください。
ヘッドデータ (3):
•選択した印刷標準。プリセット – 品質レポート を参照してください。
•顧客名
•ジョブ名
作業工程テーブル:
•作業工程コード (4):
すべての印刷作業工程の一覧
表印刷と裏印刷が分割されている場合は、2 つの分離した作業工程として一覧表示されます。カラー測定データがない場合は、"OK シート"と"継続印刷"の列に、"データが見つかりませんでした"と表示されます。
•カラー (5):
作業工程の色調
•OK シート (6):

注記:OK シートを作業工程レポート"サマリ"で選択します。OK シート を参照してください。
·許容値 ΔE:
許容値 Delta E は OK シートに対して印刷標準に従って許容される値です。
·許容値 TWZ:
ドットゲインの許容値は OK シートに対して印刷標準に従って許容される値です。
·状態:
状態アイコンを使って OK シートを評価して、許容範囲内にあるかどうかを確認します。状態アイコン を参照してください。
•継続印刷 (7):
·偏差 ΔE (BCM):
印刷標準に従って本生産用に許可されるブラック、シアン、マゼンタ向けの偏差 Delta E。
·偏差 ΔE (Y):
印刷標準に従って本生産用に許可されるイエローの偏差 Delta E。
·状態:
状態アイコンを使って継続印刷を評価して、良紙少なくとも 68% が入力した偏差内にあるかないかを確認します。状態アイコン を参照してください。

注記:入力した許容値と変数値では、実際の測定値を取り扱うのではなく、印刷標準に従った許容偏差を意味します。
詳細情報 (8):
•測定条件:
使用した印刷標準
•使用した ΔE 形式。実際には標準"CIE76"を使用します。
•印刷コントロールバー:
すべての印刷作業工程の、カラー測定に使用するすべての印刷コントロールバーの一覧
総合評価 (9):
|
状態アイコン |
説明 |
|---|---|

|
OK シート 作業工程の品質は正常です。OK シートはプリセットした印刷標準に従った許容範囲内にありません。 継続印刷 継続印刷の品質は正常です。作業工程の本生産の 68% 未満が OK シートと比較して許容範囲内にあります。 総合結果 ジョブの品質は正常です。ジョブのすべての作業工程は OK シート評価と継続印刷評価のどちらでも問題ありません。 |

|
OK シート 作業工程の品質に問題があります。OK シートはプリセットした印刷標準に従った許容範囲内にありません。 継続印刷 継続印刷の品質に問題があります。作業工程の本生産の 68% 未満が OK シートと比較して許容範囲内にあります。 総合結果 ジョブの品質に問題があります。ジョブの少なくとも 1つの OK シート評価または継続印刷評価に問題があります。 |

|
総合結果 ジョブの少なくとも 1つの作業工程に適切な測定データがないか、または、少なくとも 1つの作業工程が印刷されませんでした。 |