Visualizzazione dell’operazione
Qui ricevete informazioni dettagliate sulla relativa operazione nelle seguenti schede:
Quali parametri devono essere definiti?
Per poter generare informazioni sull’operazione, dovete selezionare un’operazione nella lista degli ordini/delle operazioni.
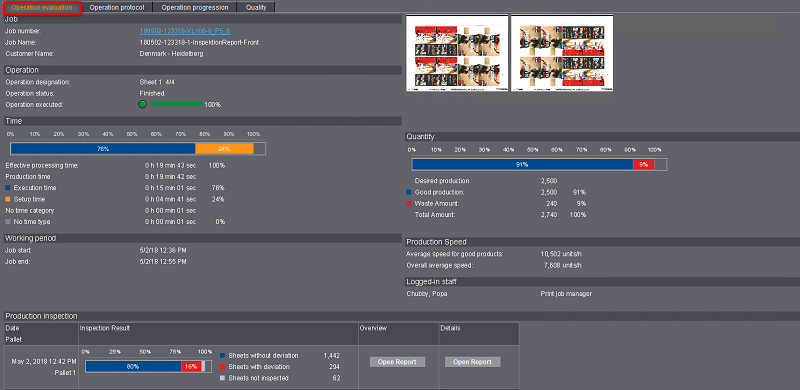
Nella scheda «Valutazione dell’operazione» ricevete informazioni dettagliate in merito ad un analisi dell’operazione selezionata. A seconda del tipo di operazione (stampa, stampa digitale, piegatura, taglio ecc.) vengono rappresentate informazioni differenti. La seguente illustrazione mostra un esempio di valutazione di un’operazione di stampa.
Le seguenti informazioni vengono rappresentate nella valutazione dell’operazione:
Area «Ordine»
Qui viene visualizzato l’ordine relativo. Tramite il menu contestuale dell’hyperlink del numero d’ordine potete passare a diverse visualizzazioni dell’ordine.
Area «Operazione»
Qui ricevete dettagli sull’operazione selezionata.
Anteprima foglio
Qui viene visualizzata un’anteprima del foglio.
Il diagramma a barre indica i rapporti dei tempi di produzione in percentuale. I singoli tempi di produzione (valori percentuali) si riferiscono sempre al tempo di elaborazione effettivo.
Tempo di elaborazione effettivo: Somma di tutti i tempi durante i quali l’operazione era caricata sulla macchina.
I tempi di produzione assoluti e percentuali vengono nuovamente visualizzati separatamente sotto il diagramma a barre.
La suddivisione e il rilevamento dei tempi dipende dalla configurazione delle categorie di tempo e dei tipi di tempo nella configurazione periferica. A questo riguardo, vedi Categoria di tempo.
Area «Quantità»
Il diagramma a barre indica quale percentuale della quantità totale è già stata prodotta. La quantità totale e la quantità buona prodotta come anche la quantità di scarti vengono nuovamente visualizzate individualmente, sotto il diagramma a barre, in valori assoluti e percentuali.
•Quantità buona
Numero di fogli stampati mentre il contatore dei fogli buoni era attivato.
•Quantità di scarti
Numero di fogli stampati mentre il contatore dei fogli buoni era disattivato (p.es. durante la configurazione della macchina).
•Quantità per macchine Versafire
Numero di esemplari stampati (p.es. opuscoli, duplicazioni ecc.)
Area «Velocità di produzione»
•Velocità di stampa media durante la produzione di fogli buoni
Fogli buoni / somma di tutti i tempi nei quali sono stati stampati fogli buoni (il contatore dei fogli buoni era attivato e la macchina ha effettivamente stampato).
I tempi nei quali sono stati stampati i fogli buoni non possono essere letti direttamente in Analyze Point.
•Totale velocità di stampa media
Fogli buoni / periodo del rapporto in ore (h)
Il periodo del rapporto è il periodo che è stato selezionato sopra il rapporto (p.es. «Oggi», «Ieri», «Mese attuale» ecc.). Il periodo del rapporto non va confuso con il «tempo di funzionamento». Questo non tiene in considerazione i tempi nei quali la macchina era spenta.
Velocità di produzione Labelfire
Velocità media in metri/minuti.
Area «Collaboratori connessi»
Qui vengono elencati tutti i collaboratori che hanno collaborato a questa operazione.
Impressioni (ColorImpressions e BlackImpressions)
Con «Impressioni» s’intende il numero di pagine stampate in stampa digitale. Una «impressione» corrisponde ad una pagina stampata su un lato. Viene fatta una differenza tra ColorImpressions e BlackImpressions: ColorImpressions sono tutte le impressioni che contengono almeno un colore. BlackImpressions sono impressioni che contengono solo il nero.
Numero di cambi di lastre
Indica il numero di cambi di lastre per tutte le macchine Prinect Press Center con cambio di lastra automatico. Un cambio di lastra viene contato non appena si colloca una lastra.
Area «Ispezione tiratura di produzione»

L’ispezione della tiratura di produzione è disponibile per le macchine da stampa equipaggiate con Prinect Inspection Control 2.

Condizione: Nelle impostazioni di sistema, l’opzione «Attiva lettura dei dati di ispezione» deve essere attivata. Effettuate questa impostazione nell’area «Amministrazione > Sistema > [server Prinect] > Servizio Analyze Point > Rapporti d’ispezione > Proprietà. Vedi Area «Servizio Analyze Point».
Al momento dell’ispezione della tiratura di produzione, Prinect Inspection Control 2 effettua una comparazione permanente tra il foglio stampato e il «foglio digitale di riferimento» creato nella macchina. Ogni foglio viene controllato al fine di evitare errori di stampa durante la produzione.
I rapporti vengono trasmessi ad Analyze Point, non appena un ordine è terminato sulla macchina, ha avuto luogo un cambio di ordine oppure l’operatore di macchina ha fatto uscire manualmente un rapporto.
|
Colonna |
Descrizione |
|---|---|
|
Data Pallet |
•Data e ora della misurazione •Numero di pallet |
|
Risultato del controllo |
Il diagramma a barre indica la valutazione percentuale dell’ispezione della tiratura di produzione. Tutti i fogli prodotti dopo l’attivazione del contatore dei fogli buoni vengono presi in considerazione. •Fogli non ispezionati •Fogli concordanti •Fogli con divergenze |
|
Vista d’insieme |
Tramite il pulsante «Apri il rapporto» ottenete un rapporto PDF contenente un riassunto dell’ispezione della tiratura di produzione. Vedi Rapporto vista d’insieme ispezione tiratura di produzione . Se i rapporti sono già stati cancellati, il pulsante viene rappresentato inattivo. Vedi I rapporti vengono rappresentati inattivi. |
|
Dettagli |
Tramite il pulsante «Apri il rapporto» ottenete un rapporto PDF contenente tutte le divergenze rilevate nell’ispezione della tiratura di produzione. Le prime tre pagine sono identiche al rapporto della vista d’insieme (vedi Rapporto vista d’insieme ispezione tiratura di produzione ). Le pagine seguenti elencano dettagliatamente tutte le divergenze con una foto ed un contrassegno. •Può succedere che il rapporto presenti spazi vuoti. Vedi Spazi vuoti nel rapporto «Dettagli». •Se i rapporti sono già stati cancellati, il pulsante viene rappresentato inattivo. Vedi I rapporti vengono rappresentati inattivi. |
I rapporti vengono rappresentati inattivi

Se i rapporti d’ispezione vengono rappresentati inattivi, questo significa che la banca dati è satura. Quando la banca dati è satura, il sistema cancella automaticamente i vecchi rapporti e questi non possono più essere richiamati in Analyze Point. Potete controllare nelle impostazioni del sistema se la banca dati è saturata. Per fare ciò, passate all’area «Amministrazione > Sistema > [server Prinect] > Servizio Analyze Point > Rapporti d’ispezione».
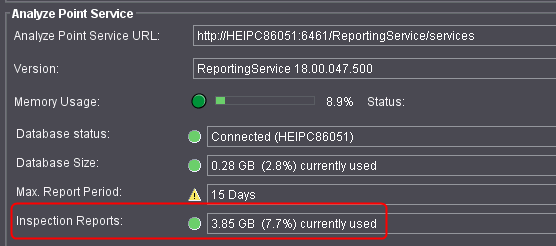
Se la banca dati è satura, il suo stato è giallo. Per poter salvare i vecchi rapporti per un più lungo tempo, avete bisogno di una banca dati più voluminosa. A tale scopo, contattate il Service Prinect.
Rapporto vista d’insieme ispezione tiratura di produzione
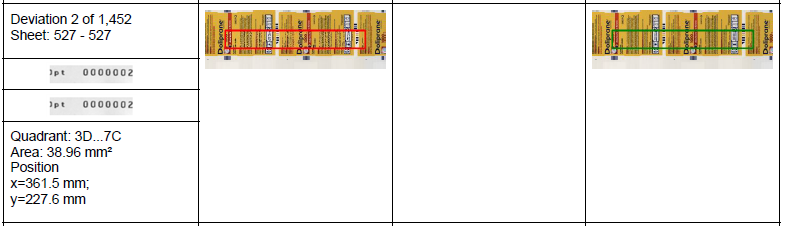
La seguente figura mostra ad esempio un rapporto dell’ispezione tiratura di produzione.
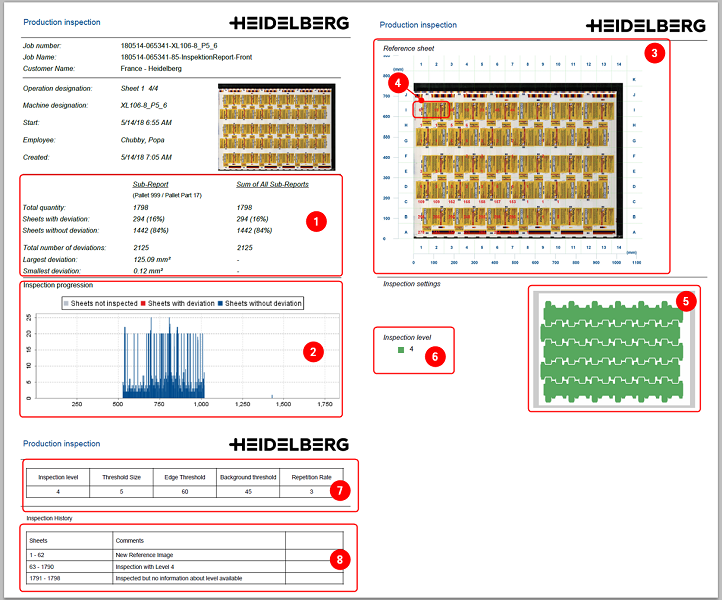
•(1) Riassunto dei fogli ispezionati.
•(2) Andamento dell’ispezione (istogramma).
Il grafico indica quanti errori sono stati riconosciuti per «Fogli con divergenze» (asse X = numero di foglio; asse Y = numero di errori). Per foglio vengono visualizzati massimo 100 errori poiché vengono trasmessi massimo 100 errori.
•(3) Immagine del foglio di riferimento digitale che è diviso in più quadranti (A1, B1, C1 ecc.).
•(4) Un numero rosso nel quadrante indica quanti fogli presentano una divergenza in questa area. Ogni divergenza può essere capita nel rapporto dettagliato.
•(5) Le aree che sono state controllate.
•(6) Livello di controllo con il quale è stato controllato.
Più la cifra è bassa, più il controllo è stato preciso. Sono possibili gradini da 1 a 5.
•(6) Impostazioni di misurazione nel sistema d’ispezione.
•(7) Osservazioni concernenti il foglio.
Per le macchine da stampa con il «CodeStar» a getto d’inchiostro, nella colonna destra appare il numero della marcatura del foglio Si tratta del numero del primo foglio dall’intervallo di controllo. Con l’aiuto di questa marcatura del foglio, potete facilmente identificare un foglio con errori o divergenze.
Rapporto dettagliato dell’ispezione della tiratura di produzione
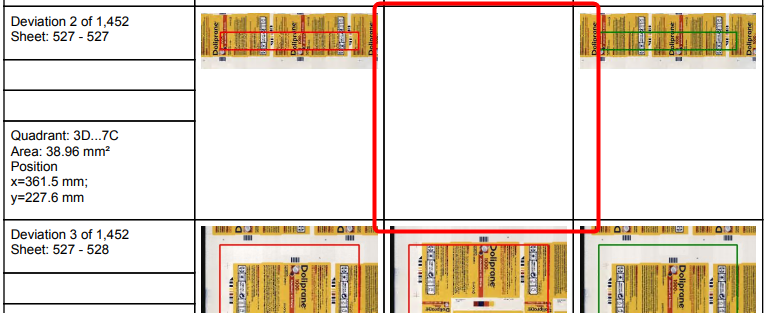
Nel rapporto dettagliato potete seguire esattamente ogni divergenza. Le prime tre pagine sono identiche al rapporto della vista d’insieme (vedi Rapporto vista d’insieme ispezione tiratura di produzione ). Le pagine seguenti elencano dettagliatamente tutte le divergenze con una foto ed un contrassegno.
Spazi vuoti nel rapporto «Dettagli»
Può succedere che nella lista delle divergenze manchino delle foto. La causa è, che la dimensione del file del rapporto è limitata. Se il numero delle divergenze è molto alto, il sistema d’ispezione non registra tutte le foto nel rapporto.
Marcatura del foglio tramite CodeStart getto d’inchiostro
Nelle macchine da stampa equipaggiate con la marcatura del foglio «CodeStar» getto d’inchiostro nel mettifoglio, tutti i fogli vengono contrassegnati e numerati consecutivamente. Nella stampa di sicurezza, questo permette un tracciamento totale del materiale. Questa marcatura del foglio viene ripresa dalla fotocamera del sistema d’ispezione. Nel rapporto appaiono il primo e l’ultimo numero della marcatura del foglio dell’intervallo di controllo.

Questo rapporto è disponibile in caso d’impiego di un Prinect Inspection Toolbox.

Condizione: Nelle impostazioni di sistema deve essere abilitata l’opzione «Attiva lettura dei dati di ispezione». Effettuate questa impostazione sotto «Amministrazione > Sistema > [server Prinect] > Servizio Analyze Point > Rapporti d’ispezione > Proprietà (vedi Amministrazione - Sistema).
Con Ispezione PDF, Prinect Inspection Toolbox confronta una scansione (di Prinect Inspection Control o Prinect Image Control) con un documento PDF/TIFF di un foglio intero dalla prestampa. L’ispezione PDF si utilizza per la convalida della stampa e garantisce che l’ordine di stampa corrisponde nel contenuto all’ordine del cliente.
Non appena l’operatore valuta un foglio come approvato o non approvato nell’Inspection Toolbox, il rapporto viene trasmesso ad Analyze Point.
•Colonna «Risultato del controllo»
Questa colonna indica la valutazione del foglio da stampa da parte dell’operatore nel sistema d’ispezione. Si tratta di una valutazione manuale indipendente dalle divergenze rilevate tramite il sistema d’ispezione. Se un foglio non è stato approvato (croce rossa), la colonna «Commento» potrebbe contenere una nota lasciata dall’operatore di macchina.
•Colonna «Protocollo»
Tramite il pulsante «Apri il rapporto» ottenete un rapporto PDF dell’ispezione PDF. Questo rapporto menziona tutte le divergenze accertate dal sistema d’ispezione. La struttura di questo rapporto è simile a quella del rapporto dell’ispezione della tiratura di produzione. Vedi Area «Ispezione tiratura di produzione».
•I rapporti vengono rappresentati inattivi
Vedi I rapporti vengono rappresentati inattivi.
•Commento
Qui trovate i commenti importati dell’operatore del sistema d’ispezione. Essi sono soprattutto importanti per i fogli da stampa non approvati.
Se si impiega Prinect Inspection Toolbox, questo rapporto è disponibile in combinazione con Prinect Image Control.

Condizione: Nelle impostazioni di sistema deve essere abilitata l’opzione «Attiva lettura dei dati di ispezione». Effettuate questa impostazione sotto «Amministrazione > Sistema > [server Prinect] > Servizio Analyze Point > Rapporti d’ispezione > Proprietà. Vedi Amministrazione - Sistema.
Durante l’ispezione del foglio, Prinect Inspection Toolbox effettua un confronto tra due scansioni di Prinect Image Control. Allo scopo, la prima scansione di Prinect Image Control viene memorizzata come riferimento. Tutte le scansioni successive vengono confrontate con il riferimento. L’ispezione del foglio si utilizza per riconoscere danni permanenti dell’immagine stampata come lastra da stampa difettose o caucciù.
La struttura del rapporto è identica all’ispezione PDF. Vedi Ispezione PDF.
Qui ricevete informazioni dettagliate sull’operazione in forma tabellare. Ciò significa che il messaggio creato (automaticamente dalla macchina) durante un’operazione viene visualizzato in successione cronologia.
|
Area |
Descrizione |
|---|---|
|
Area «Ordine» |
Informazioni sull’ordine: •Numero ordine •Nome ordine •Nome cliente |
|
Area «Operazione» |
Informazioni sull’operazione: •Denominazione dell’operazione •Stato dell’operazione •Operazione elaborata Percentuale di quantità buona raggiunta finora rispetto alla quantità buona pianificata. Tabelle concernenti il protocollo dell’operazione: vedi Contenuto del protocollo (tabella). |
|
Anteprima foglio |
Anteprima foglio in base all’operazione selezionata. |
Aree
|
Nome colonna |
Descrizione |
|---|---|
|
Avvio |
Data e ora dell’avvio dell’operazione. |
|
Fine |
Data e ora della fine dell’operazione. |
|
Durata |
Durata del processo di lavoro. La durata può essere indicata in tempo industriale o in tempo normale. Vedi Preimpostazioni in Analyze Point. |
|
Processo di lavoro |
Numero e nome del processo di lavoro come definiti nella configurazione della periferica. |
|
Attributo di contabilità |
Attributo di contabilità che è stato registrato sulla macchina. |
|
Numero di centro di costo e nome della macchina |
Centro di costo e nome della periferica. |
|
Nastro fogli buoni (m) e nastro scarti (m) |
Quantità consumata per una macchina da stampa digitale Labelfire. |
|
Operatore macchina |
Cognome e nome dell’operatore di macchina responsabile e del suo assistente dichiarato. L’operatore di macchina viene contrassegnato con un asterisco *. |
|
Quantità e scarto |
Indicazioni sulla tiratura prodotta e sulla quantità di fogli di scarto che sono stati prodotti durante il processo di lavoro. |
|
Commento |
Commento immesso durante l’inserimento del processo di lavoro. |
Contenuto del protocollo (tabella)
Commuta la specifica temporale in tempo industriale o tempo normale
Vedi Preimpostazioni in Analyze Point.
Modifica l’ordine di classificazione dei processi di lavoro
Vedi Preimpostazioni in Analyze Point.
Qui ricevete in forma grafica gli andamenti seguenti:
Velocità di stampa/velocità
Indica l’andamento nel tempo della velocità di stampa. Per le macchine da stampa digitali e per le macchine Data Terminal, la velocità non viene indicata.
Copie/Contatore di produzione

Il diagramma indica l’andamento nel tempo delle copie buone, delle copie di scarto e del contatore di produzione. A differenza delle copie buone, il contatore di produzione indica il numero di fogli da stampa terminati. Se p.es. un foglio da stampa con stampa in bianca e stampa in volta viene stampato in due operazioni (giro squadra), il numero di copie buone sarà quasi del doppio del numero indicato dal contatore di produzione.
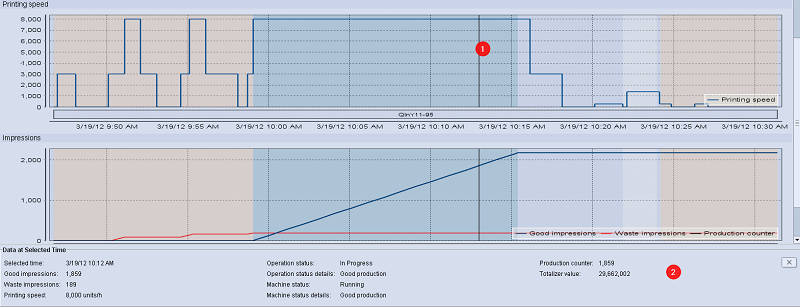
Sotto gli andamenti possono essere visualizzate ancora informazioni dettagliate su un determinato momento. Vedi Selezionare un determinato momento.
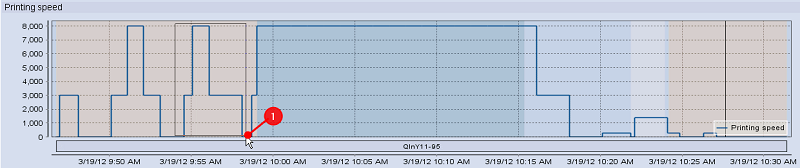
Significato dei colori nel diagramma

Lo sfondo degli andamenti viene rappresentato in diversi colori. Il colore è in funzione dello stato della macchina in una determinata finestra temporale.
•Arancione = Avviamento (1)
•Blu = In funzione (2)
•Bianco = Pulizia (3)
•Azzurro chiaro = Funzionamento a vuoto (4)
Tutti gli altri stati della macchina vengono rappresentati nel colore «rosso».
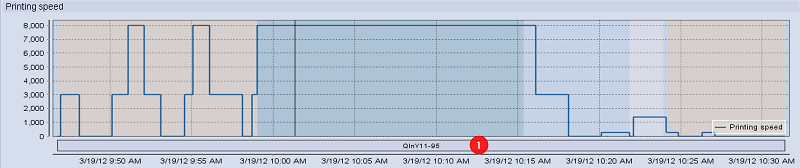
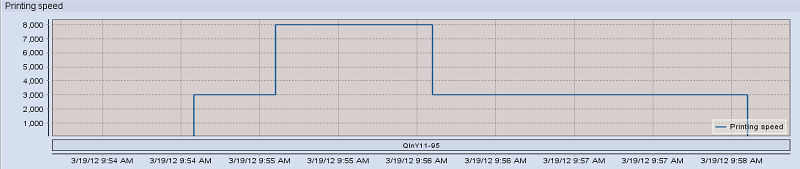
Barra interrotta
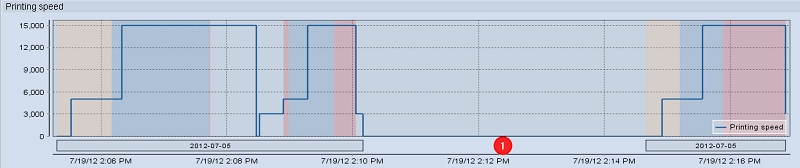
Al di sotto degli andamenti viene rappresentata una barra con il numero dell’ordine. Questa barra viene rappresentata interrotta se l’operazione è stata interrotta (1). Se una macchina è spenta questa barra non è interrotta (figura inferiore (1)). In entrambi i casi, le letture dei contatori cadono verticalmente a «0» al momento dell’interruzione/dello spegnimento.
Spegnimento macchina
Selezionare un determinato momento
Negli andamenti delle curve potete fare clic con il mouse su qualsiasi punto. In tutti gli andamenti appare quindi in questo punto un tratto verticale (1). Per il punto segnato vengono visualizzate informazioni dettagliate (p.es. produzione fogli buoni, scarto e velocità) (2).
Per resettare la selezione di un punto dovete fare clic sul pulsante «X». In seguito a ciò, le informazioni dettagliate vengono di nuovo nascoste.
«Ingrandisci» una determinata area
Se desiderate osservare in modo più preciso una determinata area, potete zoomare in quest’area. Lo «Zoom» delle singole aree avviene separatamente per ogni curva di andamento.
1.Allo scopo fate clic con il mouse sull’angolo superiore sinistro dell’area d’inizio desiderata e tenete il tasto sinistro del mouse premuto.
2.Trascinate ora un rettangolo fino all’area finale desiderata, in basso a destra, e rilasciate il tasto sinistro del mouse (1).


Lo «Zoom indietro» (rimpicciolire) di singole aree avviene separatamente per tutte le curve di andamento.
Per effettuare lo zoom indietro, dovete fare clic con il mouse sull’andamento della curva, tenere premuto il tasto sinistro del mouse e spostare il mouse verso l’alto, a sinistra. Poi rilasciate il tasto sinistro del mouse.