
Vista generale dei collegamenti
Il Prinect Integration Manager rappresenta con i suoi componenti - Prinect Prepress Manager, Prinect Pressroom Manager e Prinect Postpress Manager - la variante con flussi di lavoro Prinect con il più alto livello di integrazione. Il Prinect Integration Manager offre, con i flussi di lavoro su cui si basa nella prestampa, la sala stampa e l’ulteriore elaborazione, un’integrazione completa dell’intera produzione.
Sono possibili i collegamenti macchine seguenti:
•Collegare la macchina da stampa Prinect Press Center
•Collegare la macchina da stampa Prinect CP2000 Center
•Collegare una macchina da stampa digitale
•Collegare macchine per l’ulteriore elaborazione
•Collegare la macchina da stampa offline
Nota: Se non disponete di un Prinect Integration Manager, ma per esempio solo di un Prinect Pressroom Manager, non potete collegarvi a tutte le macchine elencate. Mediante il Prinect License Manager potete controllare, per quali macchine (interfacce) avete una licenza.
Per far sì che gli ordini «arrivino» anche alle macchine, a seconda del vostro flusso di lavoro Prinect dovete ancora effettuate la seguente configurazione:
•Flusso di lavoro con un Management Information System
Management Information System (JDF) - Flusso di lavoro PPF.
•«Puro» flusso di lavoro PPF
Flusso di lavoro PPF — Generalità.
L’Assistente periferica consente di configurare tutte le macchine (per la prestampa, la stampa e l’ulteriore elaborazione) delle quali avete bisogno nel sistema Prinect. A seconda della classe di periferica (p.es. macchina da stampa a foglio, macchina da stampa digitale o tagliacarta), nell’Assistente periferica andate ad effettuare passi differenti.
Per avviare l’Assistente periferica, procedete come segue:
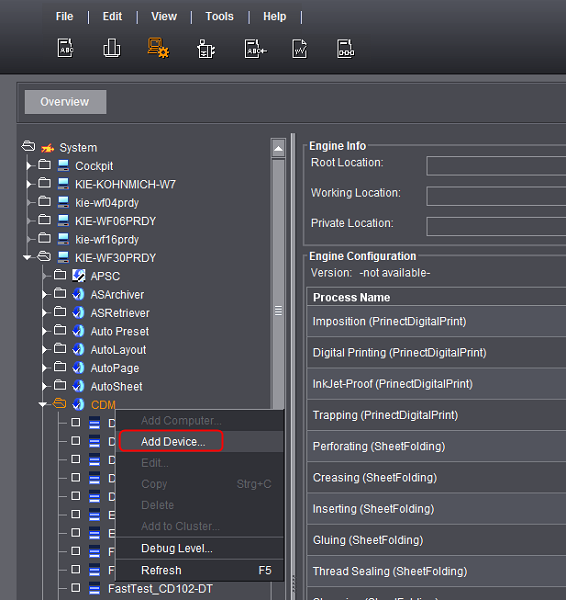
1.Avviate il Prinect Cockpit.
2.Passate al menu «Amministrazione > Sistema» e contrassegnate il calcolatore sul quale è stato installato Prinect Manager.
3.Selezionate il motore «CDM».
4.Nel menu contestuale, selezionate la voce «Aggiungi periferica»:
Si apre l’Assistente periferica. A seconda del tipo di periferica, eseguite qui più passi:
•Configurazione generale della periferica
•Assegnazione di gruppi di operazioni
•Assegnazione di gruppi di utenti
Configurazione generale della periferica
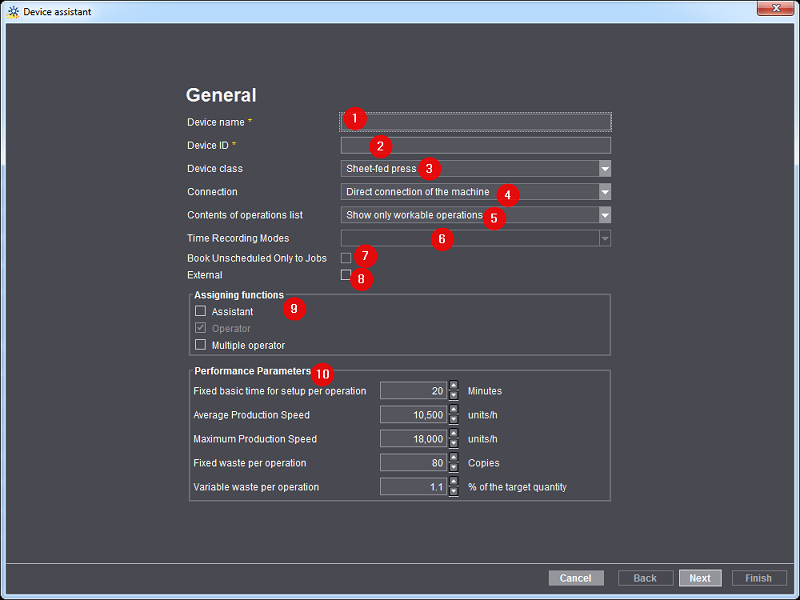
Nome periferica
(1) Qui potete immettere il nome della periferica che desiderate creare. p.es. «XL105-10P».
Identificazione periferica (DeviceID)
(2) Qui assegnate una ID univoca per la periferica.
•L’identificazione della periferica deve contenere solo i caratteri [a-z], [A-Z], [09].
•Se l’identificazione della periferica è già stata assegnata, appare un messaggio e dovete immetterne una nuova.
•L’identificazione della periferica serve per l’assegnazione univoca della macchina nel vostro flusso di lavoro Prinect. L’identificazione della periferica deve essere compensata con MIS.
(3) La tabella fornisce una rapida vista generale delle periferiche che è possibile creare.
Le classi periferica disponibili dipendono dalla registrazione della licenza.
|
Classe periferica |
Spiegazione |
|---|---|
|
Prestampa, varie |
Serve per tutti i posti di lavoro possibili nella prestampa (p.es. DTP). |
|
Stampa digitale |
Serve per i collegamenti delle macchine da stampa digitali Heidelberg. (p.es. Heidelberg Versafire) |
|
Macchina da stampa a foglio |
Serve per i collegamenti offline di macchine da stampa digitali (p.es. XL 105). |
|
Stampa Diversi |
Serve per rilevare attività al di fuori della macchina da stampa (p.es. miscelazione inchiostro). |
|
Tagliacarta |
Serve per tagliare i fogli da stampa (p.es. Polar 137). |
|
Macchina piegatrice |
Serve per piegare i fogli da stampa (p.es. Stahlfolder KH 78). |
|
Raccoglitrice-cucitrice |
Serve alla fascicolazione di fogli piegati che poi vengono cuciti con punti in filo metallico. Infine, il taglio viene effettuato su tre lati (p.es. ST 450). |
|
Collazionatrice |
Serve alla fascicolazione di fogli piegati o mobili che poi vengono cuciti per esempio nella produzione di calendari. |
|
Rilegatrice a colla |
Serve per la brossura a colla di libri (p.es. Eurobind 1300). |
|
Tagliacarta trilaterale |
Di regola non si tratta di singole macchine bensì di una parte di una raccoglitrice-cucitrice. Con il tagliacarta trilaterale, viene tagliato un blocco di libro o un opuscolo su tre lati. |
|
Cucitrice a filo |
Serve per la cucitura a filo refe di libri. |
|
Confezione di copertine |
Serve per la confezione delle copertine di libri. |
|
Linea per la confezione di copertine |
Serve per la confezione di libri, benché più passi di lavoro successivi siano necessari per ottenere un libro. |
|
Fustellatrice |
Serve per la fustellatura di fogli da stampa (p.es. Dymatrix 106). |
|
Piegatrice-incollatrice |
Serve per la fabbricazione di scatole pieghevoli (p.es. Diana X 115). |
|
Ulteriore elaborazione Diversi |
Serve per il rilevamento, per esempio, di stazioni di lavoro manuale. |
Collegamento
(4) A seconda della classe di periferica, sono disponibili differenti modi di collegamento.
•Collegamento diretto alla macchina
Solo per periferiche che possono essere collegate online. Questo collegamento consente l’integrazione migliore. I dati dell’ordine vengono inviati direttamente alla macchina e la macchina rinvia informazioni quali p.es. stato della macchina, stato dell’ordine e dati d’esercizio.
Le macchine per l’ulteriore elaborazione collegabili online vengono collegate mediante il modo di collegamento «Data Terminal diretto con la macchina» o «Data Terminal con macchina JDF».
•Data Terminal
Per tutte le macchine e i posti di lavoro manuale non collegabili online. Su un computer supplementare è installato un cosiddetto Data Terminal con il quale l’operatore registra i dati d’esercizio della macchina.
•Data Terminal con quadro di conteggio
Per tutte le macchine non collegabili online, che trasmettono i loro contatori di produzione al Data Terminal mediante un quadro di conteggio. In questo caso non è necessario effettuare il rilevamento manuale al Data Terminal della tiratura prodotta. Potete collegare ad ogni quadro di conteggio fino a 12 macchine.
•Data Terminal diretto con la macchina
Per le macchine collegabili online con Data Terminal integrato (p.es. Stahlfolder TH/KH o tagliacarta Polar). Come per «Collegamento diretto alla macchina», i dati dell’ordine vengono inviati direttamente alla macchina e la macchina rinvia informazioni quali p.es. stato dell’ordine e stato della macchina. Mediante il Data Terminal integrato possono essere rinviati dati d’esercizio addizionali manuali.
•Data Terminal con macchina JDF
Per le macchine collegabili online di altri fabbricanti che possiedono un’interfaccia basata JDF/JMF.
•Macchina offline
Disponibile per le classi periferica «Tagliacarta» e «Macchina da stampa a foglio». Con questo modo di collegamento vengono collegate macchine per le quali vengono generati esclusivamente dati di preimpostazione e dalla macchina non vengono inviate risposte. Questa opzione è pensata p.es. per macchine da stampa Heidelberg più vecchie che non possono essere collegate online.
Contenuto della lista di operazioni
Qui potete definire, se nella macchina/nel Data Terminal devono essere visualizzate solo le operazioni disponibili o anche quelle pianificate (mediante lo Scheduler) (5).
•Visualizzare solo le operazioni eseguibili.
Nella macchina/nel Data Terminal per la selezione dell’ordine vengono visualizzate solo le operazioni, nelle quali l’operazione precedente è stata iniziata o eseguita.
Ciò significa, che l’operatore alla macchina/al Data Terminal vede visualizzate solo le operazioni attualmente elaborabili.
•Visualizzare solo operazioni eseguibili e pianificate.
Nella macchina/nel Data Terminal per la selezione dell’ordine vengono visualizzate le operazioni, nelle quali l’operazione precedente è stata iniziata o eseguita e inoltre le operazioni, che sono state pianificate nello Scheduler o nella lista delle operazioni. Ciò significa che l’operatore alla macchina/al Data Terminal vede visualizzate anche le operazioni, che vengono eseguite solo in un secondo momento.
Questa opzione è disponibile solo per le periferiche Data Terminal (6).
Per il rilevamento dei tempi di produzione sono disponibili diversi modi di rilevamento dei tempi. Mediante il modo di rilevamento dei tempi si definisce, in quale forma vengono rilevati i tempi di produzione. Ad ogni periferica del Data Terminal deve essere assegnato un modo di rilevamento dei tempi.
L’assegnazione del modo di rilevamento dei tempi finora era definita durante l’attivazione di una periferica nel Data Terminal. Questa assegnazione decentralizzata, adesso è stata sostituita da un’assegnazione centralizzata. Ora, durante la creazione di una periferica Data Terminal tramite il CDM viene definito il modo di rilevamento dei tempi.
Quantità sommata tra inizio e fine
•L’operazione viene iniziata attraverso un’operazione (messaggio RDE) direttamente dopo il caricamento.
•Viene rilevato il tempo reale.
•Le quantità immesse vengono aggiunte.
•Più utenti possono connettersi contemporaneamente a una periferica.
•L’immissione della quantità dipende dal tipo di periferica.
Selezionate questo modo di rilevamento dei tempi, se durante l’elaborazione di un ordine volete rilevare i tempi di produzione in «tempo reale». Ciò significa che rilevate i messaggi di avvio.
Esempio:
•Avvio «Avviamento»
•Avvio «Piegatura» > Stop «Avviamento»
•Fine ordine > Stop «Piegatura»
Specifica temporale
•Non è disponibile per periferiche con quadro di conteggio.
•A una periferica si può connettere sempre solo un utente.
•Viene rilevato solo il tempo totale di un’attività.
•Non si può connettere alcun assistente.
•L’inizio dell’operazione deve essere impostato manualmente. Ciò significa, che dopo aver caricato l’operazione, questa deve essere anche avviata.
•L’immissione della quantità dipende dal tipo di periferica.
Selezionate questo modo di rilevamento dei tempi, se durante l’elaborazione di un ordine volete rilevare solo la durata di un’attività. Ciò significa, che viene rilevato solo il tempo totale di un’attività. Ciò avviene solo dopo che avete già concluso l’attività. Per esempio, mettete la macchina in funzione ed eseguite l’ordine. Successivamente rilevate prima il tempo totale necessario per l’avviamento (p.es. 15 minuti) e il tempo totale per la produzione di fogli buoni (p.es. 120 minuti).
Opzione «Registrare solo per ordini non pianificati»
Questa opzione (7) è disponibile solo per le periferiche Data Terminal. Se attivate questa opzione, in un Data Terminal viene visualizzata solo la colonna «Ordini», con gli ordini non pianificati. Potete attivare questa opzione per i posti di lavoro che non volete programmare nello Scheduler.
Se attivate questa opzione (8), queste macchine sono contrassegnate nello Scheduler a colori. Ciò è opportuno, quando volete assegnare ordini ad aziende esterne, che volete comunque programmare.
•Operatore (9)
L’operatore è sempre attivato standard e non può essere deselezionato.
•Assistente
A un assistente è consentito lavorare accanto all’operatore macchina sulla macchina da stampa. Di norma si tratta di diritti limitati. Li potete definire autonomamente in Assegnazione di operazioni e in Assegnazione di gruppi di utenti.
•Operatore multiplo
All’operatore multiplo è consentito lavorare contemporaneamente su più macchine. Questo è p.es. sovente il caso per le macchine per l’ulteriore elaborazione. L’operatore multiplo può avviare ordini su più macchine e segnalare operazioni.
Non è possibile che un operatore multiplo passi a un altro ruolo e contemporaneamente sia collegato come operatore multiplo su un’altra macchina. Deve innanzi tutto scollegarsi da tutte le macchine.
Se un operatore multiplo va in pausa, lo fa su tutte le macchine sulle quali è collegato. Se poi si collega di nuovo, ciò avviene solo sulla relativa macchina.
Qui, in funzione della classe periferica (10) selezionata, vengono immessi dati standard dal Master Data Store. I dati standard qui inseriti vengono utilizzati come modello per il calcolo dei tempi di produzione quando viene creata una nuova operazione. Questi tempi di produzione calcolati vengono poi utilizzati nello Scheduler per la pianificazione dell’operazione. In un flusso di lavoro Prinect con un MIS, i tempi di produzione vengono forniti dal MIS.
Questi «Valori di potenza» sono inoltre importanti nell’Assistente di pianificazione. In base a questi valori, sempre che non siano disponibili informazioni MIS, viene calcolata la lunghezza di un’operazione. Per ulteriori informazioni sull’Assistente di pianificazione, vedi Assistente di pianificazione.
•Velocità di produzione massima
La velocità qui immessa viene utilizzata nell’Analyze Point per il calcolo dell’indice di velocità. Vedi Indice di velocità.
Configurazione periferica generale supplementare per la classe periferica «Macchina da stampa a foglio»
La seguente finestra di dialogo è disponibile solo se collegate una periferica della classe «Macchina da stampa a foglio» con il modo di collegamento «Collegamento diretto alla macchina».
Per tutte le altre classe periferica, vedi Assegnazione di gruppi di operazioni e seguenti.
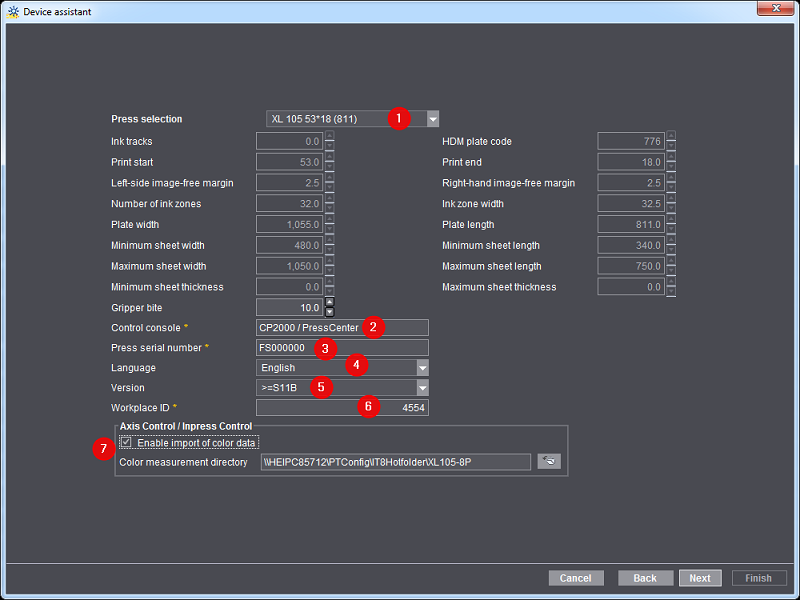
Seleziona macchina da stampa
Selezionate qui il tipo corrispondente alla macchina da stampa che desiderate collegare (1).
Quadro di comando
Nell’area «Quadro di comando» selezionate la console di comando della vostra macchina da stampa (2).
Numero di macchina
Potete leggere il numero di macchina (3) sulla console di comando o direttamente sulla macchina da stampa. Il numero è necessario per le seguenti funzioni.
•Per l’importazione automatica delle curve caratteristiche di inchiostrazione dalla macchina da stampa al Prinect Integration Manager/Prinect Pressroom Manager. La condizione necessaria è almeno un Prinect Integration Manager/Prinect Pressroom Manager 11.0 e un Prinect Press Center S11A.
•Per consentire all’Analyze Point di valutare i dati di misurazione colore.
Lingua
Sulla console di comando della macchina da stampa vengono visualizzate le operazioni (messaggi RDE) nella lingua qui selezionata (4).
Versione
L’opzione (5) definisce la versione della relativa console di comando della macchina da stampa.
ID del posto di lavoro
Questo è il codice univoco del posto di lavoro (6) nel flusso di lavoro Prinect. Il numero non deve contenere più di 6 caratteri ed essere formato di sole cifre.
Successivamente dovete immettere questo «ID del posto di lavoro» anche nella console di comando della macchina da stampa nella configurazione della memoria dati.
Axis Control/Inpress Control/Inspection Control
Questa opzione (7) è necessaria solo per un sistema di misurazione del colore collegato (ad eccezione di Image Control). Attivando l’opzione «Attiva la lettura dei dati di misurazione colore» nella directory dei dati di misurazione colore vengono salvati i dati di misurazione colore generati. Per default è sempre definita la directory «[Nome del server Prinect Manager]\PTConfig\IT8Hotfolder\[Nome della periferica]».
Sulla console di comando della macchina da stampa dovete poi ancora configurare l’esportazione dei dati del colore. A questo riguardo, vedi:
•per Axis Control sul Prinect CP2000 Center: Configurazione dell’esportazione dei dati di misurazione del colore sul Prinect Press Center
•per Axis Control sul Prinect Press Center: Configurazione dell’esportazione dei dati di misurazione del colore sul Prinect Press Center
•per Inpress Control sul Prinect Press Center: Come si stabilisce un collegamento con Prinect Inpress Con-trol?
Numero dei gruppi di stampa
Nel passo successivo «modellate» la macchina da stampa. Allo scopo immettete il numero di gruppi di stampa. Ne fanno parte anche unità di verniciatura, forno e altre unità.
Configurazione dei gruppi di stampa
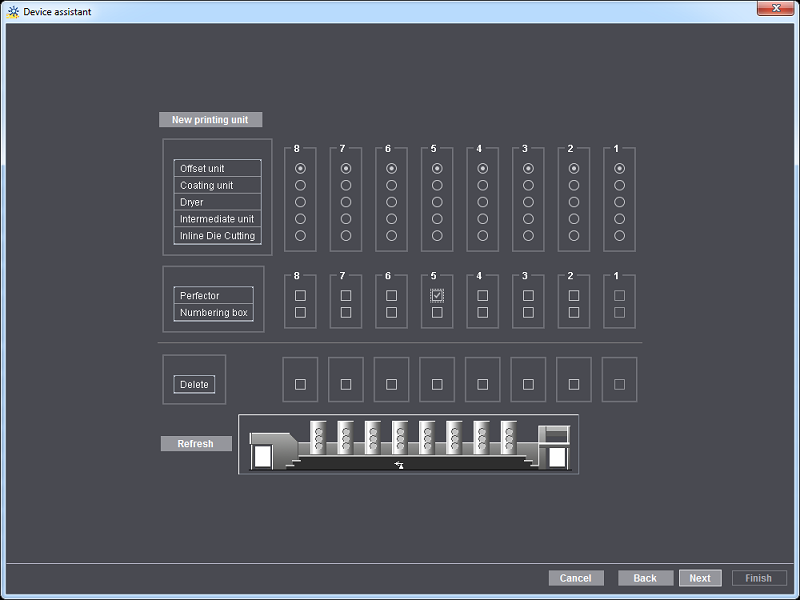
Nella finestra di dialogo della figura di cui sopra configurate la macchina da stampa assegnando a tutti i gruppi la rispettiva funzione. Per esempio, specificate un dispositivo di voltura della vostra macchina da stampa nel gruppo concernente.
Pulsante «Valori di potenza per gruppo di stampa»
Per calcolare esattamente il tempo di avviamento e i valori di scarto, potete immettere dei valori predefiniti addizionali, che vengono addizionati ai valori di potenza generali della macchina da stampa. Dopo aver azionato il pulsante, vedrete aprirsi la finestra di dialogo «Valori di potenza per gruppo di stampa».
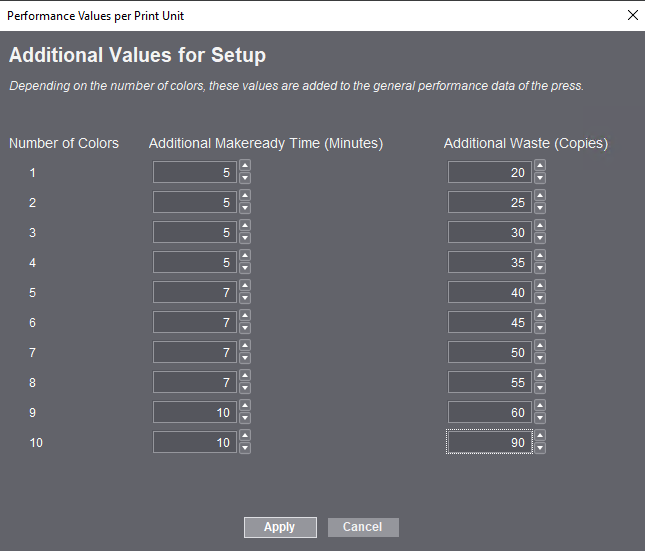
Qui potete immettere dei tempi di avviamento e dei valori di scarto addizionali. Questi valori dipendono dal numero delle unità di inchiostrazione, ciò vuol dire che più unità di inchiostrazione sono esistenti e più grandi devono essere i valori immessi.
Assegnazione di gruppi di operazioni
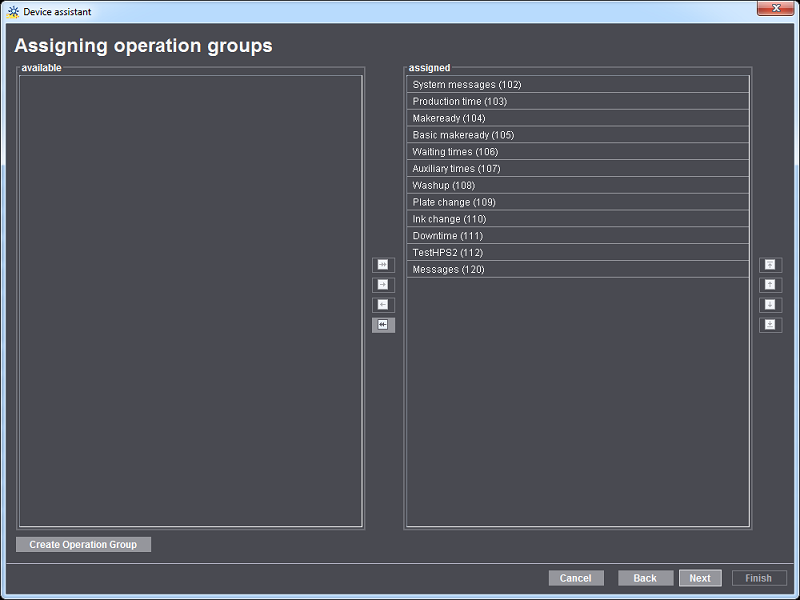
In un gruppo di operazioni (gruppo tipi di costi), singole operazioni (messaggi RDE) vengono raggruppate in un gruppo. Ciò serve per una miglior chiarezza durante il successivo rilevamento manuale dei dati d’esercizio nella macchina.
Qui definite quali gruppi di operazione sono disponibili sulla periferica creata per il rilevamento dei dati d’esercizio. Tramite i tasti freccia potete aggiungere gruppi di operazione (assegnare alla lista «assegnato») o deselezionarli (assegnare alla lista «disponibile»).
Per creare ulteriori gruppi di operazioni, vedi Gruppi di processi di lavoro (Gruppi di tipi di costi).
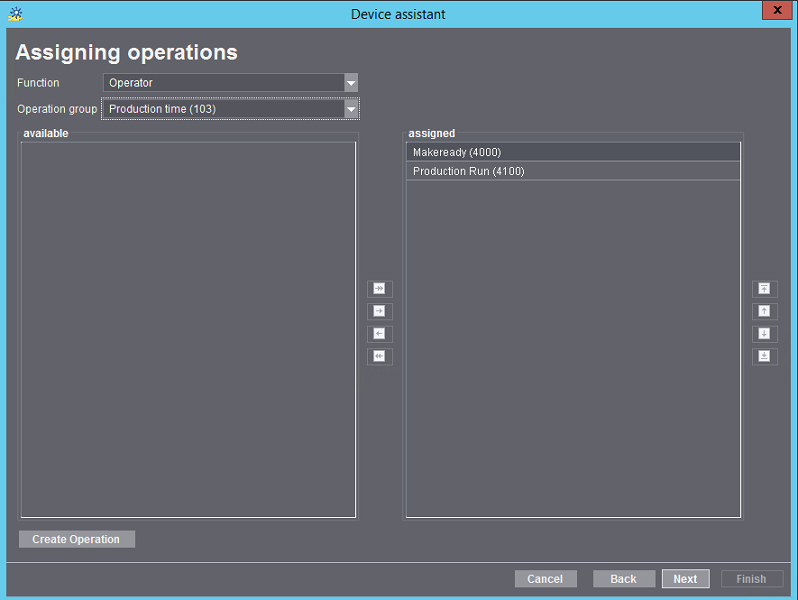
In questa finestra di dialogo, assegnate singole operazioni (messaggi RDE) ai gruppi di operazioni selezionati in precedenza (gruppi tipi di costi). Questa assegnazione dovete effettuarla per ogni ruolo selezionato in precedenza (operatore e/o assistente e/o operatore multiplo).
Tramite i tasti freccia potete aggiungere operazioni (assegnare alla lista «assegnato») o deselezionarle (assegnare alla lista «disponibile»).
Assegnazione di gruppi di utenti
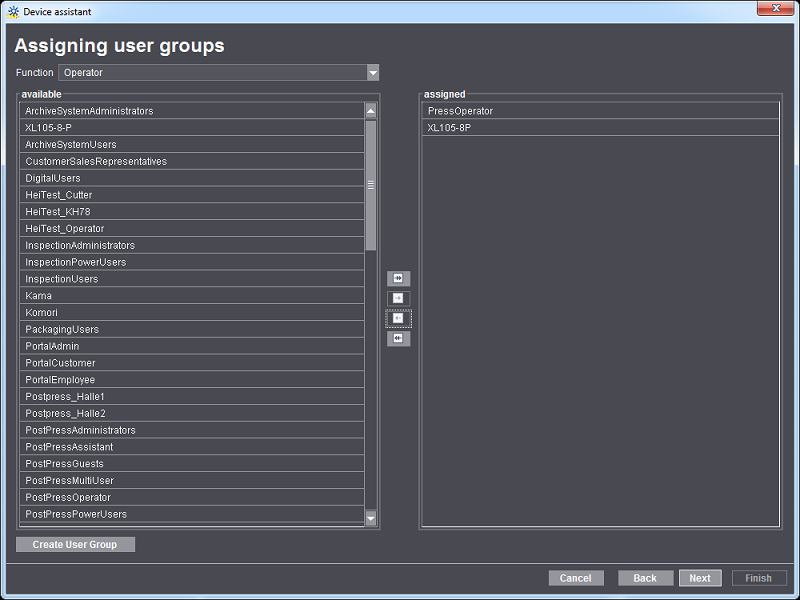
Ogni utente creato nel server Prinect deve essere assegnato a un gruppo di utenti. Attraverso il gruppo di utenti si definisce, quali utenti sono autorizzati a connettersi alla macchina nel ruolo.
L’operatore deve essere assegnato almeno al gruppo di utenti «*Operator». P.es. «PostpressOperator».
L’assistente deve essere assegnato al gruppo di utenti «*Assistent». P.es. «PostPressAssistant».
All’operatore multiplo deve essere assegnato il gruppo utenti «*MultiUser». P.es. «PostPressMultiUser».
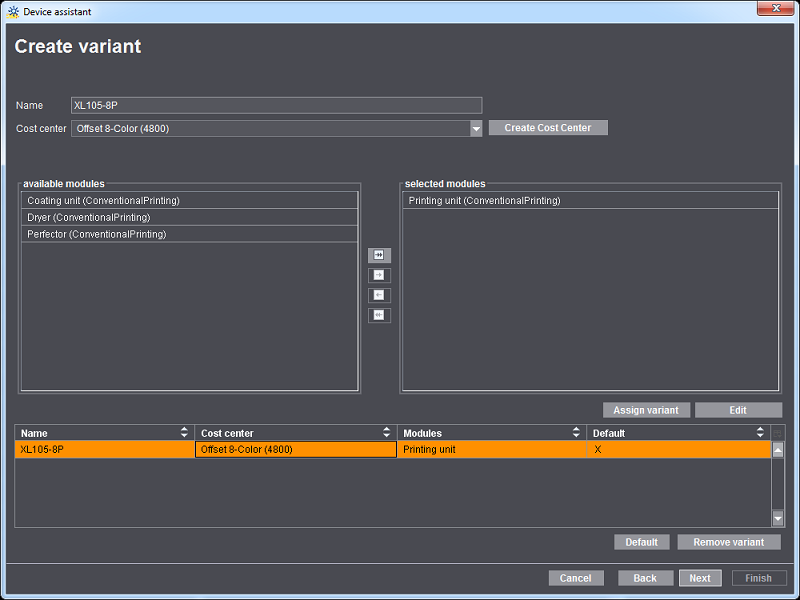
Per variante si intende una configurazione di macchina composta da singoli gruppi. A seconda dei tipi di periferiche selezionati in precedenza, per comporre una variante sono disponibili gruppi differenti.
Un ordine è composto di regola da numerose operazioni. Perché un’operazione di una macchina può essere modificata, è necessario sempre almeno un gruppo. Per una macchina da stampa, per esempio, il gruppo «Gruppo di stampa». Affinché questa macchina da stampa possa anche elaborare ordini che presentano un finissaggio (vernice), questa macchina da stampa necessita anche il gruppo «unità di verniciatura». Quando si combinano entrambi gli aggregati, si ottiene una variante.
Esempio raccoglitrice-cucitrice:
•La variante_1 consiste solo del gruppo «Raccolta».
•La variante_2 consiste dei gruppi «Cucitura» e «Tagliacarta trilaterale».
•La variante_3 consiste dei gruppi «Raccolta», «Cucitura» e «Tagliacarta trilaterale».
Proprio nell’ulteriore elaborazione, dipendentemente dall’ordine, sono necessarie differenti varianti.
•Per il calcolo preciso dei costi di produzione effettivi.
Nell’attività pratica può accadere che una macchina venga utilizzata con costosi gruppi aggiuntivi, e che quindi debba essere applicata un’altra tariffa oraria. Ciò dovrà essere considerato nell’analisi dei costi di produzione.
•Permette un’analisi del rapporto specifica al cliente
Sono necessarie differenti varianti nel caso in cui il cliente desideri generare per esempio una statistica per la sua raccoglitrice-cucitrice, nella quale devono figurare i gruppi utilizzati (varianti) come anche le differenti tariffe applicate. Oppure il cliente desidera una statistica per la variante «Raccolta» e una statistica per la variante «Cucitura e taglio trilaterale».
Come avviene l’assegnazione del centro di costo a una macchina o una operazione?
Nel Management Information System, l’assegnazione a un centro di costo può avvenire mediante due attributi:
•DeviceID
L’assegnazione a un centro di costo avviene esclusivamente mediante il DeviceID della macchina. Il mapping «DeviceID -> Consuntivo dei costi centro di costo» deve essere effettuato nel Management Information System. In questo modo, nel Management Information System vengono registrati tutti i tempi di questa macchina sul centro di costo «mappato» in precedenza. Indipendentemente da varianti definite. In questo caso non è opportuno definire varianti o centri di costo supplementari.
•Varianti
A ogni variante deve essere assegnato un centro di costo. Per considerare le differenti tariffe delle singole varianti, è necessario configurare il trasferimento del nome della variante al Management Information System. L’applicazione viene realizzata attraverso l’attributo «HDM:ModuleSetName=» nel JMF. Il «ModulSetName» corrisponde esattamente al nome della variante, che l’utente ha assegnato durante la creazione di una variante. L’attributo descrive la variante, con cui è stata iniziata un’operazione. P.es. «Raccoglitrice-cucitrice con cucitura e tagliacarta trilaterale». Con l’aiuto di questa informazione è possibile determinare nel Prinect Prinance un’altra operazione con una tariffa differente.
Segue un riepilogo dei parametri della periferica. Qui potete controllare ancora una volta se la periferica è stata configurata correttamente. Se volete effettuare delle modifiche, tramite «Indietro» andate fino alla finestra di dialogo corrispondente.
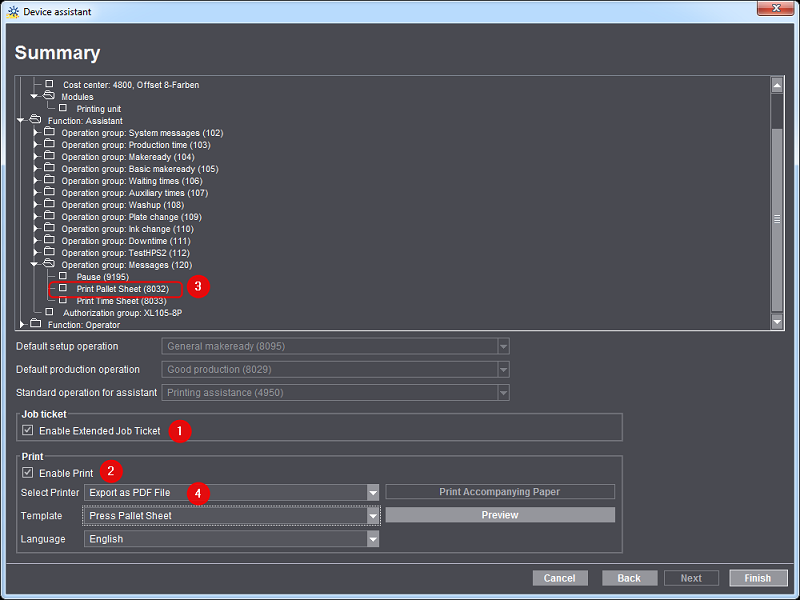
Attiva la cartella ordine estesa
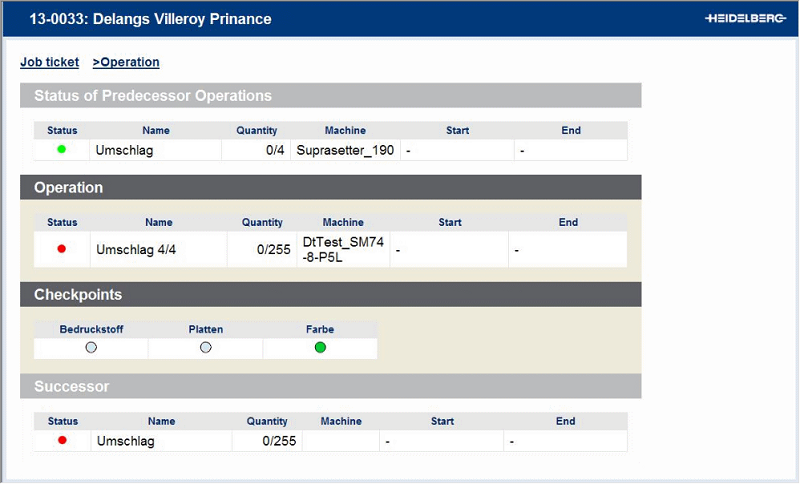
Se l’opzione è attiva (1), l’operatore di macchina riceverà oltre alla cartella dell’ordine MIS delle altre informazioni concernenti l’ordine.
La cartella dell’ordine estesa contiene una vista d’insieme delle operazioni precedenti e seguenti come anche il loro stato. Quando lo Scheduler è attivo, vengono inoltre visualizzati i checkpoint dell’operazione.
Questa cartella dell’ordine estesa viene supportata dalle macchine seguenti:
|
Classe di macchina |
Modo di collegamento |
Versione macchina |
|---|---|---|
|
Macchina da stampa a foglio |
Collegamento diretto alla macchina |
CP2000 V47 e superiore |
|
Macchina piegatrice |
Collegamento diretto alla macchina |
|
|
Raccoglitrice-cucitrice |
Collegamento diretto alla macchina |
|
|
Piegatrice-incollatrice |
Collegamento diretto alla macchina |
|
|
Rilegatrice a colla |
Collegamento diretto alla macchina |
|
|
tutte le altre |
Data Terminal |
|
Durante una produzione, i fogli stampati vengono sistemati su pallet a disposizione dei processi successivi (p.es. taglio, piegatura o processi esterni). Affinché sia sempre possibile identificare univocamente questi pallet, ad essi vengono applicati i cosiddetti «fogli pallet».
Se attivate questa opzione (1), l’operatore di macchina potrà stampare un foglio pallet tramite l’operazione (messaggio RDE) «Stampa foglio pallet». Allo scopo, questa operazione deve essere assegnata all’operatore. Potete verificarlo nel riepilogo (2).
Configurate inoltre su quale stampante deve essere stampato il foglio pallet (3). Idealmente dovrebbe trovarsi il più vicino possibile alla periferica creata. Anche l’esportazione PDF è possibile.
Per ulteriori informazioni sul foglio pallet, vedi Creazione di fogli lastra.