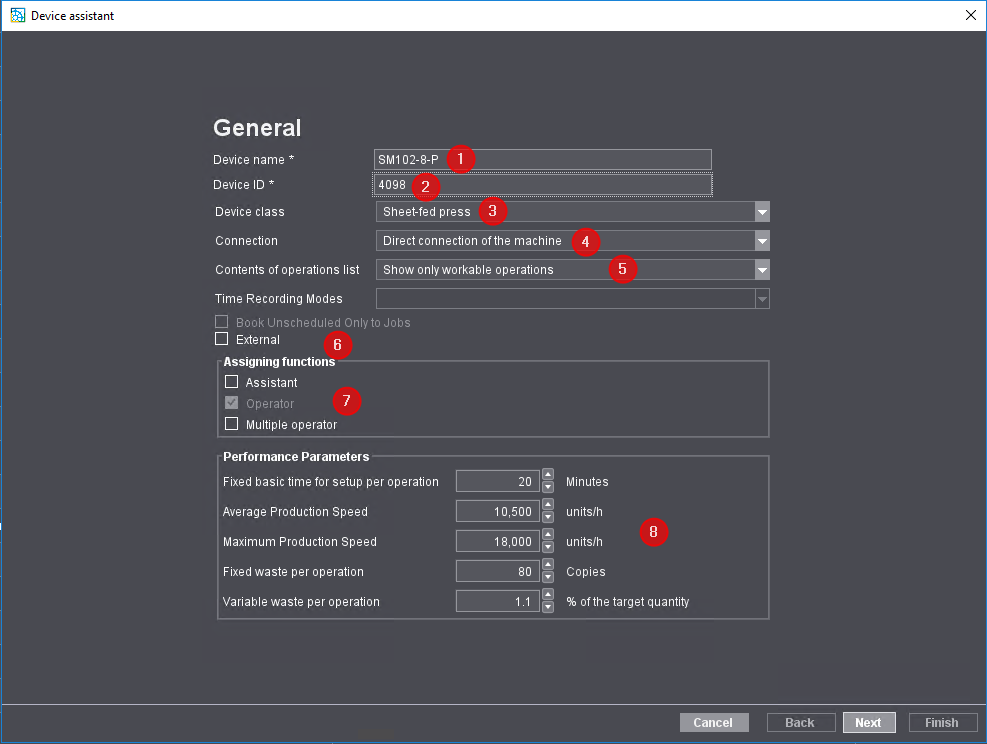
5.接続する機械の名前を"装置名"に入力します(1)。
ワークプレイス/機械の名前はプリネクトワークフロー内で一意でなければなりません。最大文字数は 30 です。この名称はプリネクトワークフロー全体のユーザー(例: スケジューラとアナライズポイントのユーザー)が印刷機を特定するためのものです。
6.デバイスIDを入力してください(2)。
•デバイスIDは文字[a-z][A-Z][0-9]のみを含みます。
•その装置IDがすでに使用されている場合は注意が表示されるので、新しい装置IDを入力します。
•装置IDはプリネクトワークフロー内における機械の一意の割当てに使用されます。デバイスIDはMISと一致させてください。
7.選択リスト"デバイスクラス"でエントリ"枚葉印刷機"を選択します(3)。
8."接続"選択リストで"機械直"エントリを選択します(4)。
9."作業工程リストの内容"選択リストで希望するエントリを選択します(5)。
この例の場合は「実行可能およびスケジューリングされた作業工程を表示」項目が選択されます。選択の影響は作業工程リストの内容 (5)を参照してください。
10."外部"オプションを無効化してください(6)。
11.次にロールを定義します(7)。これは、機械にログインできる人を決めることを意味します。"オペレータ"ロールは通常は有効になっており、無効化することはできません。
オペレータの他にアシスタントも機械で作業を行う場合は、"アシスタント"ロールを有効にします。
「マルチオペレータ」ロールは同時に他の機械でも作業している担当者が機械で作業しているときに有効化します。印刷機の場合これは原則的にありえません。マルチオペレータはポストプレス機械で主として使用されます。
ロールについて詳細説明はロールの割り当て (9)に説明されています。
12."出力値"ペーン(8)では変更不可です。ここでは選択されたデバイスクラスに依存して、マスターデータストアから標準値が登録されます。ここで入力された標準値は新規登録された工程でのみ生産時間の計算用基準として参照されます。これらの計算された生産時間は作業工程のプランニング時にスケジューラに反映されます。MIS搭載プリネクトワークフローでは生産時間はMISから送られます。
「出力値」はさらにスケジュールアシスタントで有用です。この値にもとづいて、MIS情報がない限り、作業工程の長さが計算されます。プラニングアシスタントに関する詳細情報については スケジュールウィザード を参照してください。
最大生産速度:
ここで入力された速度は速度指数の計算の際にアナライズポイントで使用されます。速度指数を参照。
13.[次へ]をクリックします。

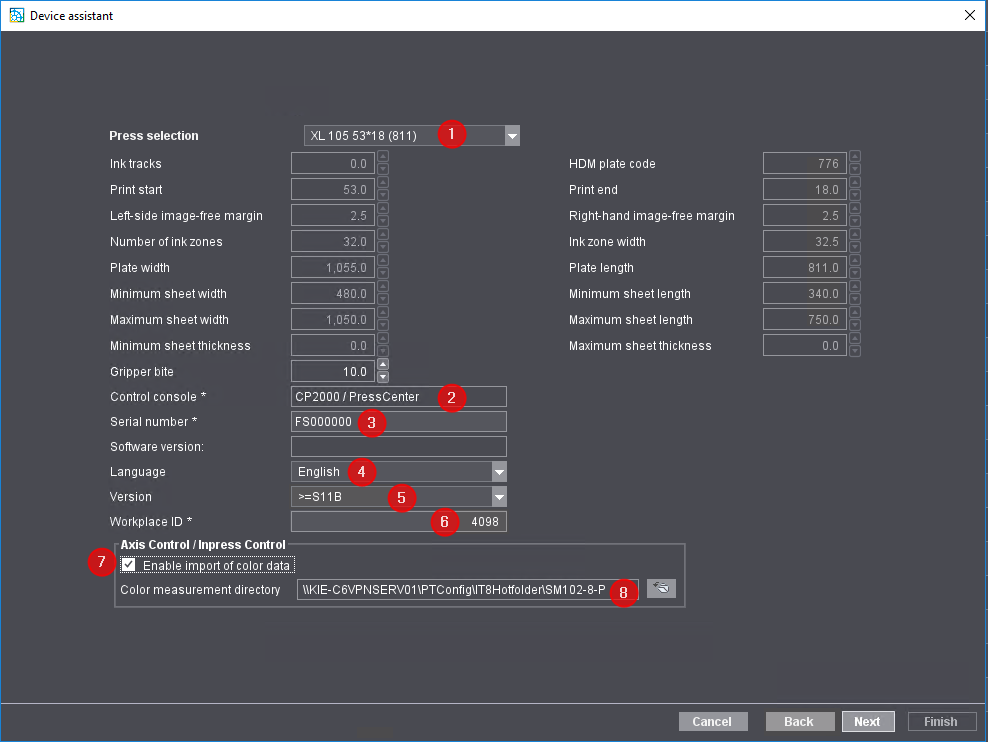
14.接続する印刷機を選択します(1)。
15.[操作パネル]ペーンで「CP2000/Press Center」を選択します(2)。
16."装置番号"には機械の実際の装置番号を入力します(3)。
装置番号は次の機能のために必要とされます:
•プリネクトプロダクションに印刷機から色付特性曲線を自動的にインポートするため。
•アナライズポイントがカラーデータを評価できるため。
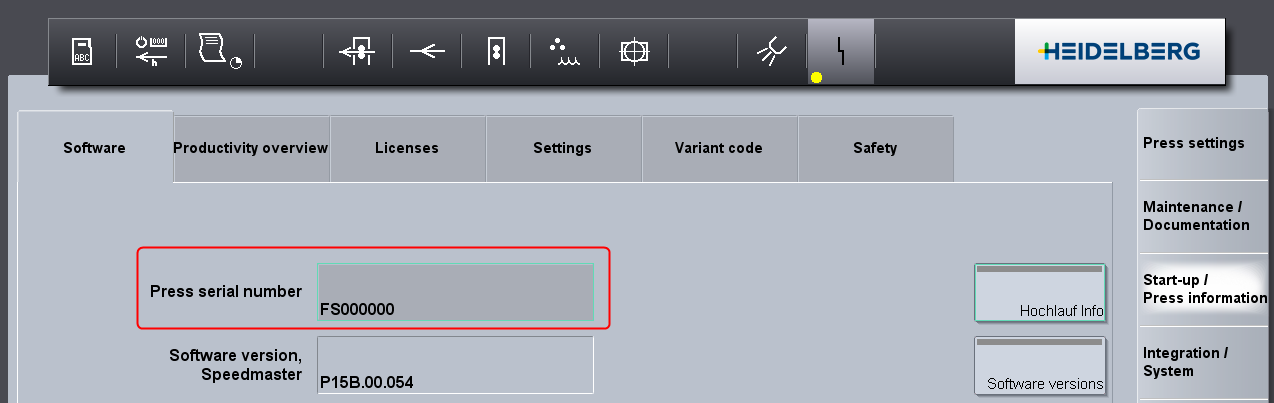
印刷機番号は、事前に印刷機のコンソールで読み取らなければなりません(例:「Service > 起動 / 印刷機情報 > ソフトウェア > 印刷機番号」領域)。
17.「言語」では印刷機(プリネクトプレスセンター)で使用可能な言語を選択します(4)。
選択する言語はエクスポートXMLファイルの自動生成の際に重要になります。このXMLファイルには印刷機に割り当てられているオペレーション(BDEメッセージ)や個人データがすべて含まれており、後でプリネクトプレスセンターにインポートされます。オペレーション(BDEメッセージ)はここで設定した言語でプリネクトプレスセンターに表示されます。
18."バージョン"には印刷機にインストールされているプリネクトプレスセンターのバージョンを入力します(5)。
19."ワークステーションID"ペーンにワークステーション番号を入力してください(6)。
これはプリネクトワークフロー内でワークステーションを識別するための番号です。番号は長さ最高6文字で、数字以外は使用できません。
この"ワークステーションID"は後でデータメモリの構成においてプレスセンターサイドで入力しなければなりません。
20."アクシスコントロール/インプレスコントロール/インスペクションコントロール"ペーンで"カラーデータの読込み"オプションを有効化(7)してくださいバージョンS10A以降のみ該当。
このオプションはプリネクトアクシスコントロール/プリネクトインプレスコントロールが印刷機に接続されている場合にのみ必要です。
21.その後、カラーデータディレクトリを入力します(8)。
プリネクトアクシスコントロール/プリネクトインプレスコントロールを搭載する印刷機にはすべて、固有の測定データディレクトリをそれぞれ1つ定義する必要があります。このカラー測定データディレクトリには、プリネクトアクシスコントロール/プリネクトインプレスコントロールによって生成されたカラー測定データ(IT8ファイル)が保存されます。デフォルト設定は常にディレクトリ「[Prinect Productionサーバ名]\PTTransfer\PPF-Output\[装置名]」です。
制御コンソールプリネクトプレスセンターでは他にカラーデータエクスポートの設定を行う必要があります。
22.[次へ]をクリックします。
次に印刷機の台数を決めてください。.
ここではモデルとして印刷機を構成します。これは、ジョブの入力時にこの設定を元にジョブのために印刷機において必要な通し数が計算されるために必要です。たとえば、反転装置の付いていない8色印刷機があって、4/4 ジョブを印刷しなければならない場合、2段の印刷ステップが必要です。反転装置がある場合は、通し数は1つのみ必要です。
23.印刷機にある印刷ユニットの数を矢印キーで設定します。
24."OK"をクリックします。
次に印刷機の種類を決めてください(1)。これは該当の円をクリックします(円内の黒点)。
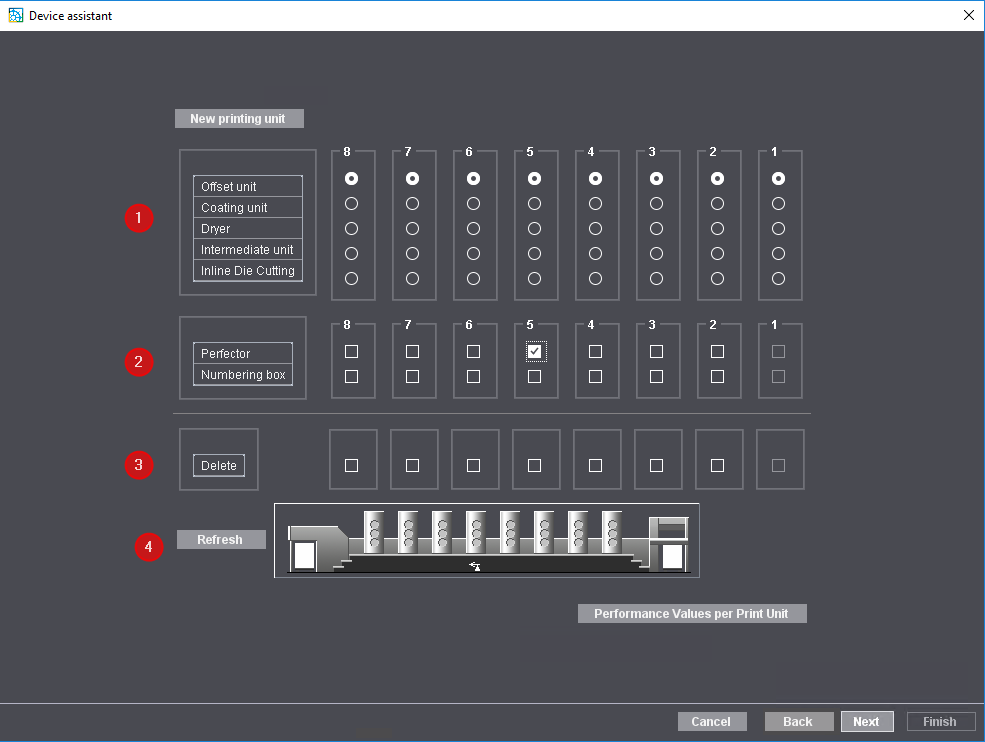
25.印刷機が反転装置および/または番号装置0を持つかどうかを決めてください(2)。さらに、対応するオプションをアクティブにして下さい。
この例では、反転装置は5番目の印刷機(オプションをオン)にありますが、ナンバリング装置ではありません(オプションがオフ)。
26.印刷機の消去のためには"消去"ペーン(3)で対応する印刷機を選択します(オプションがオン)。
27.次に"更新"(4)をクリックします。強調表示された印刷機が削除されます。
28.[次へ]をクリックします。
プライバシーポリシー | インプリント | Prinect Know How | Prinect Release Notes