![]() ビデオチュートリアル:次のビデオは、Prinectプレスセンターで正しい時間記録を行う方法を示しています:
ビデオチュートリアル:次のビデオは、Prinectプレスセンターで正しい時間記録を行う方法を示しています:
Analyze Point - 時間記録と時間グラフ。
時間評価によって、工場内の処理を評価できるレポートを取得できます。レポートは、機械で発生したすべての時間を完全に表示します。これにより、例えば機械の停止時間を正確に追跡し、必要に応じて対策を講じることができる。
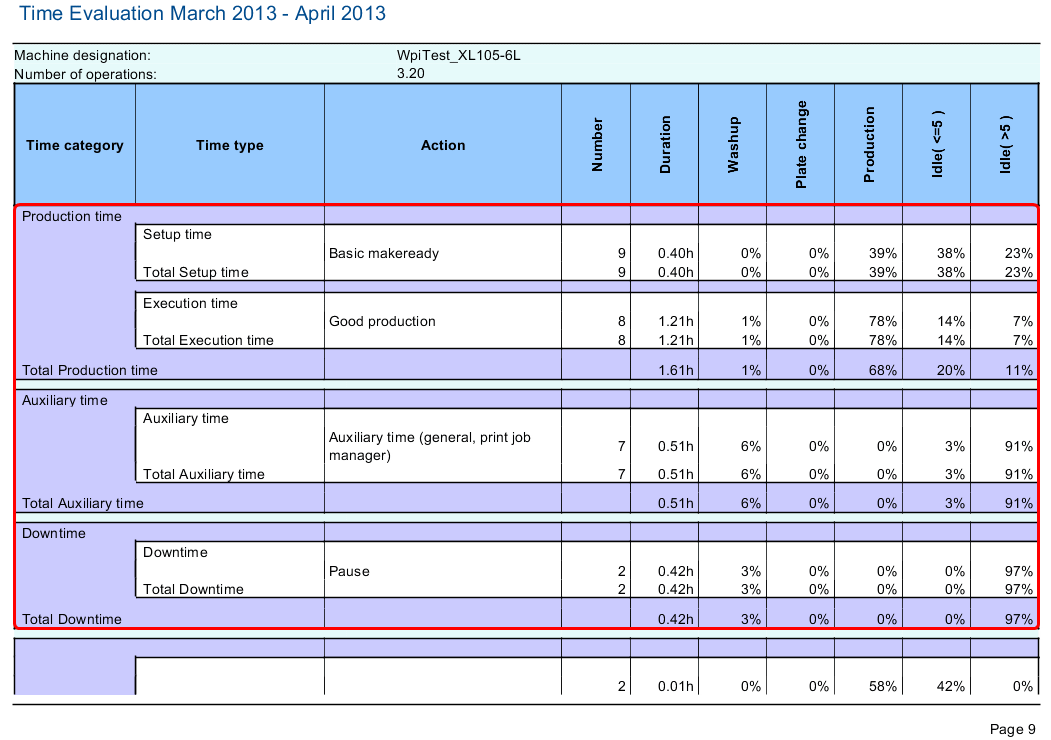
以下の図は時間評価の例を示しています。基本的な環境設定は作動中の設定とは異なりますのでご注意ください。
正しい時間評価のためには、正しい設定に加えて、工場内の手順が重要です。つまり、機械オペレーターが、例えば良好紙カウンターや手動PDAボタンを押すなどして、すべての時間を正しくAnalyze Pointに報告し、作業工程を正しく終了しなければなりません。機械に記録された時間がどのようにAnalyze Point用に変換されるかを理解するために、各コンポーネントの関係を以下に説明する。
操作(Analyze Pointメッセージ)は、機械のオペレーターが手動で、または機械が自動で、例えば「基本準備開始」、「本生産開始」などのように、Analyze Pointに送信されます。
オペレーションの間隔は作業工程に"置き換えられます"。オペレーションが報告されると、新作業工程が開始される。この作業工程は、機械の次のオペレーションが合図されるとすぐに終了する。作業工程が割り当てられていないオペレーションは例外です。通常、これは、自動運転に当てはまります。この場合、作業工程がトリガーされた後の時刻が直前の作業工程に加算される。
作業工程は後に機械オペレーターのタイムシートで可視性となり、作業時間に関する情報を提供する( 従業員」タブ参照)。
時間評価のために、作業工程は時間の種類と時間のカテゴリに割り付け済である。この分類は、機械評価や作業工程 - 評価など、Analyze Point 内で時間が評価されるあらゆる場所に関連する。それにより、生産時間と非生産時間が分けられます。これは、長時間にわたっての運転プロセスの評価に役立ちます。
この機械から時間評価への時間変換は、例えば、良好紙カウンターや手動PDAボタンを押して作業工程を正しく終了するなど、機械で時間を正しく報告しなければならないことを明確にしている。こうして初めて、Analyze Pointは最後に意味のある時間評価を下すことができる。時間の報告が遅すぎたり、まったくなかったりすると、そのレポートは使用できない。
時間のカテゴリと時間の種類の意味を以下に説明する。連邦メディア印刷協会のガイドラインに従い、ここでは事前に設定された時間についてのみ説明する。
デフォルトでは、次の時間の種類、時間のカテゴリおよび作業工程が事前に設定されています。
時間カテゴリ | 時間の種類 | 作業工程 |
|---|---|---|
生産時間 | 前準備時間 | 基本準備 |
実行時間 | 本生産 | |
その他の生産時間 | - | |
補助時間 | 補助時間 | - |
生産停止時間 | 生産停止時間 | 一時停止 |
生産時間
作成時間は、ジョブの作動中に直接関係する時間である。作成時間はすべて生産時間である。前準備時間、実行時間、その他の生産時間を区別します。
•前準備時間
前準備時間は、ジョブを編集するために生産システムをセットアップするのに必要である。
•実行時間
実行時間は、製品の生産のための時間です。
•その他の生産時間
その他の生産時間は、前準備時間でも実行時間でもありません。その他の生産時間は 1 つのジョブに直接割り当てることができます。これには、"乾燥時間"または"顧客待ち"などが含まれます。
お客様に起因する待ち時間は"その他の生産時間"に含まれます。
補助時間
補助時間は、運転準備の達成と維持に掛かる時間です。この時刻はジョブとは直接関係ない。
補助時間の例:
•組織的な障害です(用紙や刷板を待つ時間など)。
•使用機械の保守や修理などの技術的エラー。
•印刷所に関係する補助時間(ブランケット交換、運転準備、シャットダウンなど)。
ディスポジションエラーによって発生する場合は(用紙や版板を待つ時間)、待ち時間は補助時間としてカウントされます。
生産停止時間
停止時間とは、勤務シフト中に生産が行われない時刻のことである。
生産停止時間の例:
•一時停止
•従業員会議
•ジョブ不足に起因する生産停止時間
ジョブ不足に起因する待ち時間は生産停止時間に含まれます。
オフセット印刷で印刷作業工程を変更する際に前準備時間を登録するための様々な方法
印刷の作業工程に要する時間を評価するために、分析ポイントで作業工程の変更時間点を登録する方法が2通りあります。
•方法1:プレートセットの最初のプレートを装着する際に新しい印刷作業工程(標準設定)
•方法2:Intellistartのジョブ交換の開始時および本番印刷の終了時に新しい印刷作業工程
これらの2つの方法を、印刷機の設定を行う際に、装置アシスタントで選択できます。[印刷機での新規ジョブの開始点]リストボックスを参照。
方法1:プレートセットの最初のプレートを装着する際に新しい印刷作業工程(標準設定)
この方法では、プレートセットの最初のプレートが新しい印刷作業工程のために印刷機に装着される時間点が、Press Centerによって分析ポイントに伝送されます。すなわち、前の作業工程を終了し、後任者の作業工程を開始する。
その際、印刷作業工程終了時のブランケット洗浄および/またはスポットカラーの洗浄などの前準備時間は、先行の印刷作業工程に算入されます。
この時間割り当ての影響:
後続のジョブへの段取り換えに長い前準備時間を要するケースで(プロセスカラーのみの印刷から1個または複数のスポットカラーを含む印刷に変更する場合など)、後続ジョブのために行う段取り換えであるにも関わらず、前準備時間が先行する作業工程(つまり先行のジョブ)に算入されます。
 注記:この方法は標準で有効になっています。旧型の機械では選択可能な唯一の方法です。この場合は、装置アシスタントに選択肢が表示されません。
注記:この方法は標準で有効になっています。旧型の機械では選択可能な唯一の方法です。この場合は、装置アシスタントに選択肢が表示されません。
方法2:Intellistartのジョブ交換の開始時および本番印刷の終了時に新しい印刷作業工程
 前提条件:この方法は、Press CenterソフトウェアのバージョンS21A.08.000_SFC、S21B.06.000_SFC、S22A.02.000_SFC、S22B.00以上を備えた新しい印刷機でのみ選択可能です。
前提条件:この方法は、Press CenterソフトウェアのバージョンS21A.08.000_SFC、S21B.06.000_SFC、S22A.02.000_SFC、S22B.00以上を備えた新しい印刷機でのみ選択可能です。
この方法では、Intellistartによってジョブ交換が開始される時間点が、新しい作業工程の開始点として分析ポイントに登録されます。
この時間割り当ての影響と利点
この方法では、通常は段取り換えによって必要となる最初のプレートの挿入までの前準備時間が、後続のジョブに算入されます。これによりシフト開始時などに、追加で必要となる前準備時間が、それぞれ該当するジョブに割り当てられます。この場合、分析ポイントでの評価はこの割り当てにもとづいて行われます。
注記:オペレーションで方法1から方法2に変更する前に、以下の点に必ず注意してください:
•1つのオペレーション環境で上記の2つの方法を同時に使用する場合は(Press Centerのバージョンが異なる印刷機がある場合など)、ジョブ処理時間の計算方法が異なる状況が生じます。そのため、これらの印刷機の評価の相互比較は、条件付きでのみ可能です。必要な場合は、処理時間の評価を比較可能にするため、1つのオペレーション内の異なる印刷機(新旧のPress Centerバージョン)で、常に方法1を有効にします。
•いずれかの印刷機で後から方法1から方法2に変更する場合も、個々のジョブの現在の処理時間評価を、過去の評価と完全には比較できなくなります。
機械生産性レポート作成を参照。
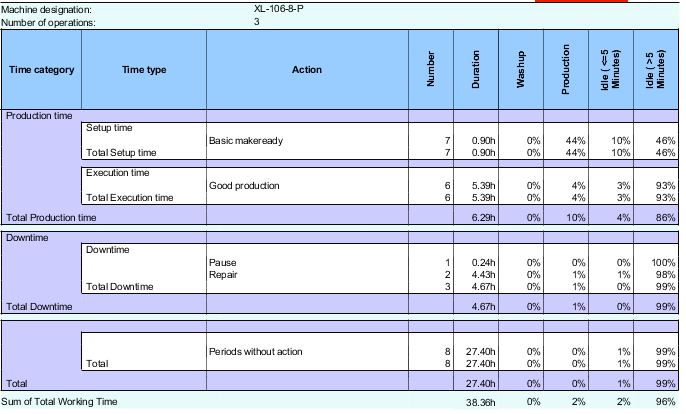
レポート作成後、右ページに時間評価が表示される。各テーブルは1台の機械を指します。左側で複数の機械を選択した場合、矢印ボタンで次の機械に切り替えることができます。
![]()
一般情報(テーブルヘッド)
テーブルヘッドには、選択した期間内の機械名と処理した作業工程数が表示されます。作業工程の数に小数点がある場合は、選択した期間内で作業工程の一部のみ処理されています。時間評価ではこの部分のみ考慮されます。
作業工程を含めた期間の時間評価
正確な時間記録は常に作業工程に関連しています。これらの時間は、テーブル内で時間の種類と時間のカテゴリにグループ化されます。
コラム内のパーセンテージ値は機械状態の割合です。
列の説明:
注記:洗浄、版交換、生産、5 分以下のアイドル運転、5 分を超えるアイドル運転の時間の情報は、各作業手順、および、各時間の種類と時間のカテゴリ用に割合がパーセントで表示されます。例えば、基本準備の際の"洗浄"または"本生産"にも表示できます。そして、作業工程を基準にして洗浄時間を評価する。
カラム | 表示 |
|---|---|
時間カテゴリ | 時間の種類のグループです。時間のカテゴリごとにトータル時間が表示される。 |
時間の種類 | 記録した作業手順に割り当てられている時間の種類の情報です。 |
作業工程 | 記録した作業手順の名前です。 |
数 | レポート期間内に作業手順が実行された回数です。作業手順の始まりまたは終わりがレポート期間外の場合は、この作業手順は計算に含まれます。 |
所要時間 | 報告期間中に記録された全ての等しい作業工程の所要時間(産業時間測定)。作業手順の始まりまたは終わりがレポート期間外の場合は、この作業手順は比例計算されます。 |
洗浄 | 自動洗浄プログラムを実行した時間の長さです。 注記:洗浄を他の作業工程と並行して実施する場合は、機械状態の日付用のパーセンテージ値の合計が100%にならないことがあります。 |
版交換 | 自動運転版交換システムの版交換に掛かった時間の長さです。 注記:版板交換を他の作業工程と並行して実施する場合は、機械状態の日付用のパーセンテージ値の合計が100%にならないことがあります。 |
生産 | 良好紙とヤレ紙の生産の時間。 |
5 分以下のアイドル運転 | 5 分以下の機械の停止またはアイドル運転です。5分というしきい値は変更できない。 |
5 分を超えるアイドル運転 | 5 分を超える機械の停止またはアイドル運転です。5分というしきい値は変更できない。 |
作業工程なしの期間の時間評価

テーブルの最後に作業工程なしの期間が表示されます。この領域の値が高い場合は、時間記録が適切に行われなかったことを意味します。考えられる原因に関する情報は、後任者に記載されている。作業工程に割り当てられていない一部の期間を参照。
作業工程に割り付け済でない時間の発生には、いくつかの原因が考えられる。次の設定ができます:
•編集中のジョブやオペレーションが報告されないまま、機械のスイッチオンが行われた。
•作業工程は時間の種類に割り当て済みではない。
この場合、作業工程は現在値で作成されているので、その作業を時間の種類に割り当てる必要がある。時間の種類を時間のカテゴリに割り当てるを参照。
•作業工程は時間の種類に割り付け済だが、時間の種類は時間のカテゴリに割り付け済ではない。
この場合、時間の種類を時間のカテゴリに割り当てる必要があります。時間の種類を時間のカテゴリに割り当てるを参照。
•作業工程が決まっていない時間もある。
説明:自動洗浄など、機械によって自動的に通知される操作(メッセージ)は、通常、作業工程に割り付け済ではない。そのようなメッセージは新しい作業手順をトリガしないので、前の作業手順に追加されます。
しかし、これらの操作が作業工程を参照せずに報告された場合、これらの時間については割り付けが欠落している。典型的な例:週の終わりに機械を洗浄する。
注記:オーダー参照なしで作業中が頻繁に報告される場合は、そのようなケースのために新作業工程を定義する必要があります。
HEIDELBERGは、事前に設定した次の時間配分を提供します:
時間カテゴリ | 時間の種類 | 作業工程 |
|---|---|---|
生産時間 | 前準備時間 | 基本準備 |
実行時間 | 本生産 | |
その他の生産時間 | - | |
補助時間 | 補助時間 | - |
生産停止時間 | 生産停止時間 | 一時停止 |
この時間配分が貴社の要件を満たさない場合は、運転データの収集プロジェクトの一環として、この時間配分を延長することをお勧めします。お近くのHEIDELBERGのPrinectサービス部門にお問い合わせください。
マシンコントロールセンターで時間評価用の新ボタン(メッセージ)を定義するには、以下のステップが必要です:
1.新しい作業工程を定義します(材料待ち等)。
2.関連する作業工程(メッセージ)を定義し、以前に作成した作業工程に割り当て済みでなければなりません。オペレーション名は作業工程名と同じでなければならない。
(3)新しい時間の種類を作成する必要があるかもしれない。これは、新 PDA メッセージを既存の時間の種類に割り付けられない場合にのみ必須です。
4.新しいBDEメッセージは対応する機械に割り当てる必要があります。
設定ステップ "操作の割り当て"を参照。
(5)機械に PDA メッセージが表示されない場合は、PDA 環境設定を新同期してください。このアクションはサービス技術者のみが行うことができます。
同期化を行うを参照。
現在、作成された新オペレーションは機械のボタンとして可視化され、メッセージ送信者は機械オペレーターがトリガーできる。作業時間が正しく記録されるように、常時、作業開始前に Analyze Point にメッセージを送信すること。
プライバシーポリシー | インプリント | Prinect Know How | Prinect Release Notes