例1:Prinect Cockpitで印刷機「SM102-8-P」を作成。
 注記:装置アシスタントによる機械の作成または構成の詳細情報は、こちらをご覧ください:装置アシスタントで新しい装置を設定する。。
注記:装置アシスタントによる機械の作成または構成の詳細情報は、こちらをご覧ください:装置アシスタントで新しい装置を設定する。。
1.Prinect Cockpitを起動します。
2.管理 > 設定 > システム」領域に移動する。
3.左側のツリー構造でサーバーの名前をクリックし、部分構造を開く。
4.CDM "エントリを選択し、"Add device "コンテキストメニューコマンドを呼び出す。
デバイスウィザードが開きます。

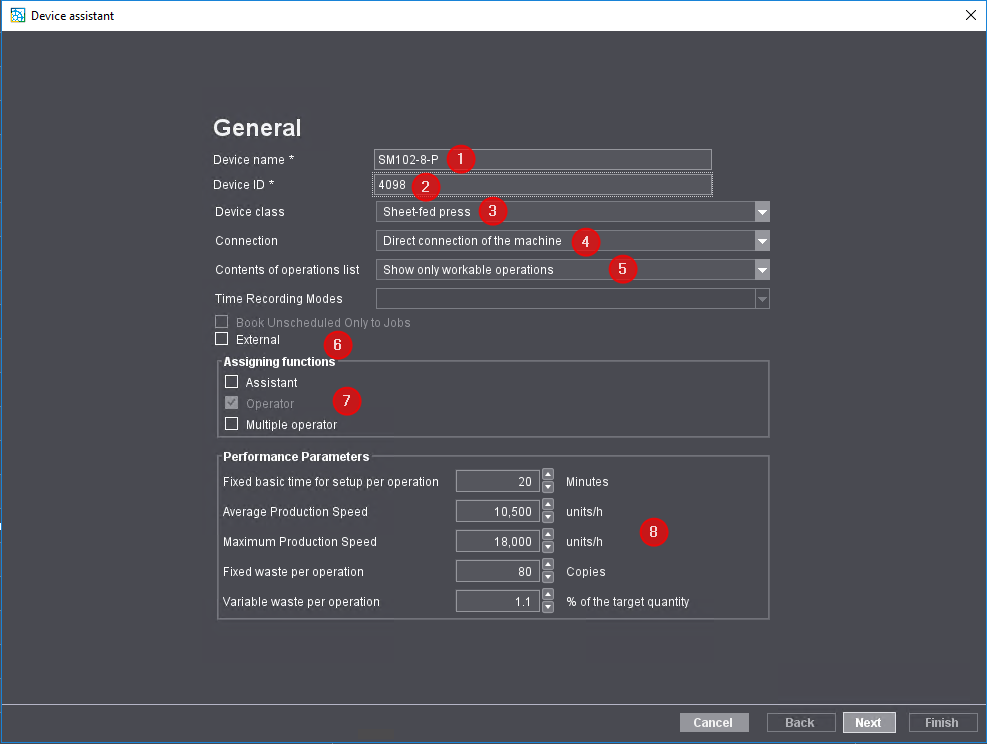
5.装置名」(1)の下に機械の名称を入力します。
装置名はPrinectワークフロー内で一意でなければなりません。最大文字数は 30 です。装置名は、スケジューラやAnalyze Pointなど、Prinectワークフロー全体で機械を識別します。
6.デバイスIDを入力してください(2)。
7.選択リスト"デバイスクラス"でエントリ"枚葉印刷機"を選択します(3)。
8."接続"選択リストで"機械直"エントリを選択します(4)。
9."作業工程リストの内容"選択リストで希望するエントリを選択します(5)。
この例の場合は「実行可能およびスケジューリングされた作業工程を表示」項目が選択されます。この選択の効果に関する情報は、こちらをご覧ください:作業工程リストの内容 (5)。
10."外部"オプションを無効化してください(6)。
11.次にロールを定義します(7)。ロールは、誰が機械にログインできるかを固定する。「オペレータ」ロールは通常は有効になっており、無効化することはできません。
オペレータに加えて補助スタッフも機械で作業する場合は、"Auxiliary staff "ロールをオンにしてください。
他の機械でも作業中のスタッフがいる場合は、「複数のオペレータ」ロールをオンにしてください。「マルチオペレータ」ロールはポストプレス機械で主として使用されます。
キャスターに関する詳しい情報はこちらをご覧ください:領域 "役割りの割り当て"。
12."出力値"ペーン(8)では変更不可です。ここでは選択されたデバイスクラスに依存して、マスターデータストアから標準値が登録されます。これらのデフォルト値は、新作業工程の生産時間を計算するためのテンプレートとしてのみ使用されます。これらの生産時間は、それぞれの作業工程を計画するためのスケジューラに考慮される。MISがPrinectワークフローに接続されている場合、生産時間はMISから提供されます。
「出力値」はさらにスケジュールアシスタントで有用です。対応するMIS情報が無い場合、これらの値が作業工程の長さの計算に使用される。プラニングアシスタントに関する詳細情報については スケジュールウィザード を参照してください。
最大生産速度:
生産速度の最高値は、Analyze Point でスピード索引の計算に使用される。速度指数を参照。
13.[次へ]をクリックします。
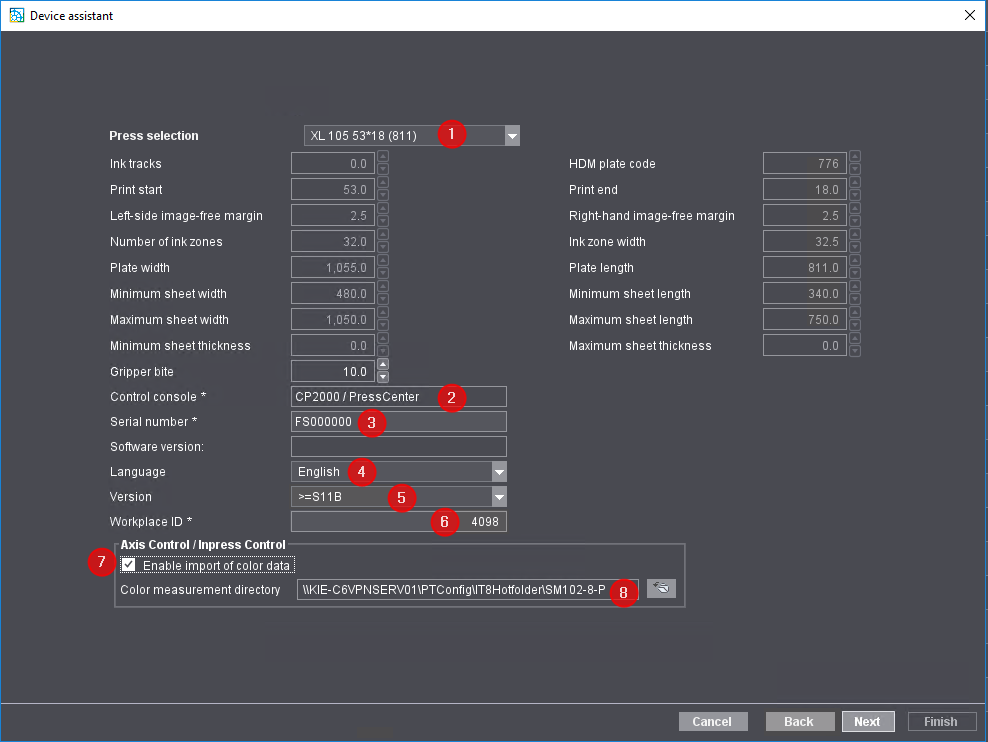
14.リストボックスで、現在前準備中の印刷機に最も近いエントリを選択します(1)。
15.制御コンソール」フィールドに「CP2000/プレスセンター」のエントリを設定します(2)。
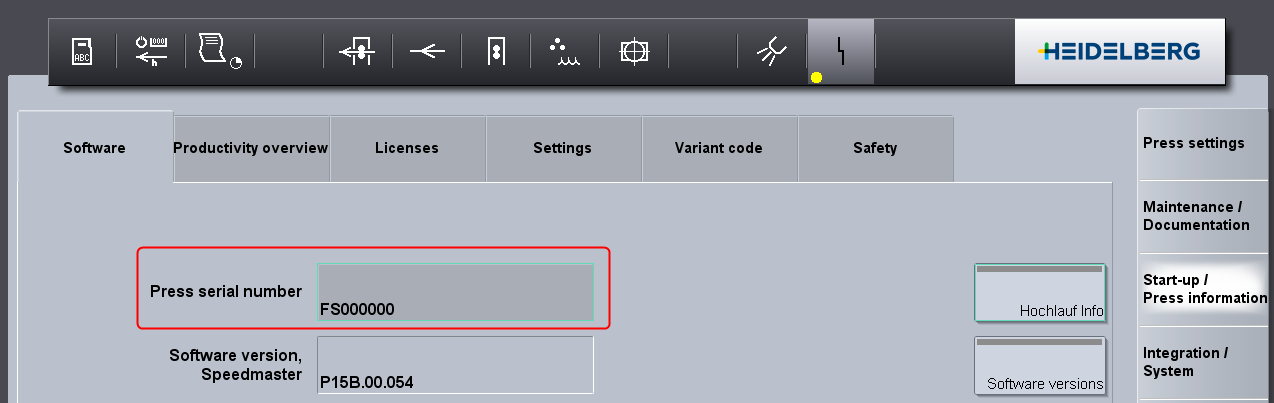
16.マシンNo. "欄(3)にその機械のマシンNo.を入力する。マシンNo.は印刷機の制御コンソールで確認できます(例えば、「サービス > 運転開始 > ソフトウェア > マシンNo.」領域)。
装置番号は次の機能のために必要とされます:
•印刷機からPrinect統合にインキ特性曲線を自動インポートします。
•Analyze Pointで測色データを評価する。
17.「言語」では印刷機(プリネクトプレスセンター)で使用可能な言語を選択します(4)。
選択する言語はエクスポートXMLファイルの自動生成の際に重要になります。このXMLファイルには印刷機に割り当てられているオペレーション(BDEメッセージ)や個人データがすべて含まれており、後でプリネクトプレスセンターにインポートされます。オペレーション(BDEメッセージ)はここで設定した言語でプリネクトプレスセンターに表示されます。
18.バージョン」の下に、現在印刷機にインストールされているPrinect Press Centreのバージョンを入力します(5)。
19.作業所ID」(6)の下に作業所番号を入力する。
作業所ID」は、Prinectワークフローで作業所を識別するために使用される一意のコードです。このコードは長さ6文字以内で、数字のみで構成される。
この "作業所ID "は、後でプレスセンターのデータ保存環境設定の項目にも入力する必要があります。
20."アクシスコントロール/インプレスコントロール"ペーンで"カラー測定データの読込み有効化"オプション(7)を有効化してください。これはプレスセンターバージョンS10Aから可能です。
Prinect Axis Control インプレスコントロールが印刷機に接続されている場合のみ、このオプションをオンする必要があります。
21.次にカラー測定データディレクトリ(8)に入ります。
現在、Prinect Axisコントロール/Prinectインプレスコントロールを装備した各印刷機には、個別のカラー測定データディレクトリを定義する必要があります。Prinect Axis Control インプレスコントロールで生成されたカラー測定データ(IT8ファイル)は、このカラー測定データディレクトリに格納されます。デフォルトでは常時「[サーバー]︓PPTTransfer︓出力[装置名]」というデイレクトリが定義されています。
カラーデータのエクスポートは、Prinect Press Center制御コンソールで適宜構成する必要があります。
22.[次へ]をクリックします。
次に印刷機の台数を決めてください。.
この設定と後任者を使用して、有り印刷機の機種を構成する。この環境設定を基本として、各新ジョブに必要な通し印刷枚数を計算することができる。例えば、4/4ジョブを反転装置なしの8色印刷機で印刷する場合、2回の印刷が必要となる。反転装置を使えば、指定するのは1回の通し印刷だけだ。
23.印刷機にある印刷ユニットの数を矢印キーで設定します。
24.[OK]で確定します。
次の構成ステップでは、印刷ユニットの種類を構成する。
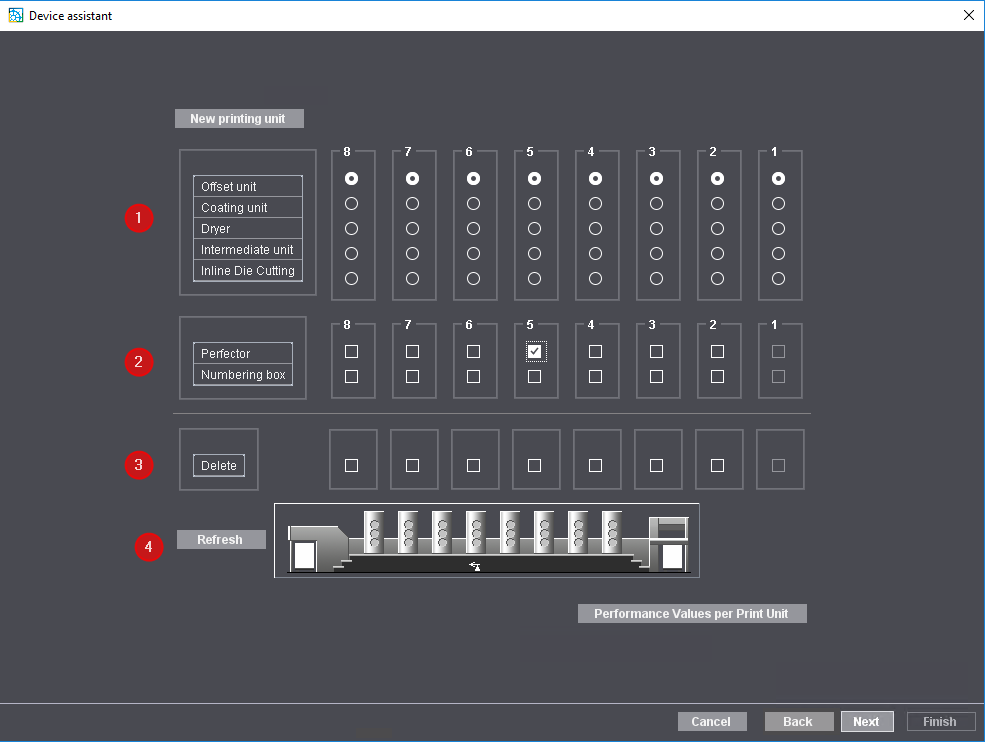
25.ここでは、印刷ユニットが反転装置0 (2)とナンバリング装置0 を備えているかどうかも設定できます。対応するオプションをオンにしてください。
例:印刷ユニット5には反転装置が有り(オプションはオン)、ナンバリング装置は無い(このオプションはオンになっていない)。
26.印刷ユニットを削除するには、「削除」領域(3)で該当する印刷ユニットのオプションボックスにオンし、「更新」(4)をクリックします。選択した印刷ユニットが機種から削除されました。
27.[次へ]をクリックします。
プライバシーポリシー | インプリント | Prinect Know How | Prinect Release Notes