예시 1: 인쇄 프레스 "SM102-8-P"를 Prinect Cockpit에서 만들기
 참고: 기기 마법사를 사용하여 기계를 만들거나 구성하는 방법에 대한 자세한 정보는 여기에서 확인할 수 있습니다: 기기 마법사를 사용하여 새 장치 만들기.
참고: 기기 마법사를 사용하여 기계를 만들거나 구성하는 방법에 대한 자세한 정보는 여기에서 확인할 수 있습니다: 기기 마법사를 사용하여 새 장치 만들기.
1.Prinect Cockpit을 시작합니다.
2."관리 > 세팅 > 시스템" 영역으로 전환합니다.
3.왼쪽 트리 구조에서 프린트 서버의 이름을 클릭하면 하위 구조가 열립니다.
4."CDM" 항목을 선택하고 "기기 추가" 컨텍스트 메뉴 명령을 불러옵니다.
장치 어시스턴트가 열립니다.

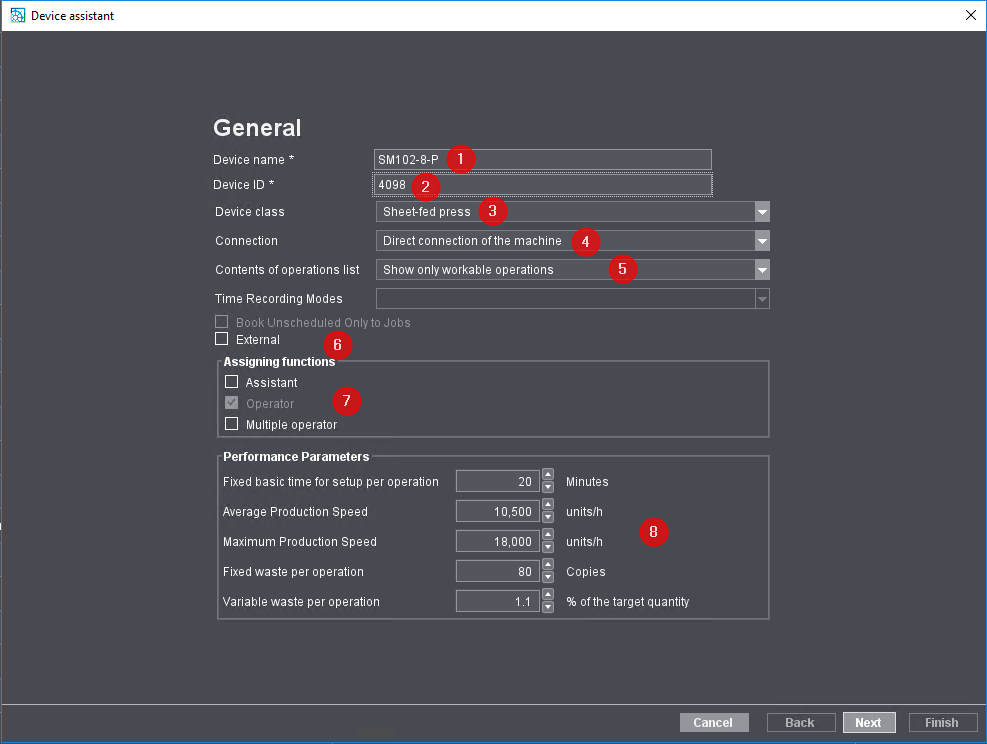
5.'기기 번호'(1) 아래에 기계의 이름을 입력합니다.
기기 번호는 프린트 워크플로에서 고유해야 합니다. 최대한 30자를 사용할 수 있습니다. 기기 번호는 전체 Prinect 워크플로(예: 스케줄러 및 Analyze Point)에서 기계를 식별합니다.
6.장치 아이디(DeviceID)를 입력하십시오(2).
7."장치 등급" 선택 목록에서 "시트 인쇄기" 목록 항목을 선택하십시오(3).
8."연결" 선택 목록에서 "기계 직접 연결" 목록 항목을 선택하십시오(4).
9."공정 목록 내용" 선택목록에서 원하는 항목을 선택하십시오(5).
이 예에서는 "실행 가능하고 계획 가능한 공정 표시" 항목이 선택되었습니다. 이 선택의 효과에 대한 정보는 여기에서 확인할 수 있습니다: 작업 단계 목록 내용 (5).
10."외부" 옵션을 비활성화하십시오(6).
11.그리고 역할을 정의하십시오(7). 역할에 따라 기계에 로그온할 수 있는 사람이 고정됩니다. "조작자" 역할은 기본적으로 활성화되며 비활성화할 수 없습니다.
조작자 외에 어시스턴트 직원도 기계에서 작업하는 경우 "어시스턴트 직원" 역할을 활성화합니다.
다른 기계들에서도 작업 중인 직원이 해당 기계에서 작업해야 하는 경우 '다중 조작자' 역할을 활성화하세요. "다중 조작자"의 역할은 주로 피니싱 기계에 사용됩니다.
캐스터에 대한 자세한 정보는 여기에서 확인할 수 있습니다: 영역 "기능 할당".
12."성능값" 영역(8)에서는 변경을 수행하지 않아도 됩니다. 선택한 장치 등급에 따라 마스터 데이터 메모리의 표준 값이 여기에 입력됩니다. 이 기본값은 새로 생성된 공정의 생산 시간을 계산하기 위한 템플릿으로만 사용됩니다. 이러한 생산 시간은 스케줄러에서 각 공정을 계획할 때 고려됩니다. MIS가 프린트 워크플로우에 연결됨으로써 생산 시간이 MIS에서 제공됩니다.
"성능 값"도 계획 도우미에게 중요합니다. 해당 MIS 정보가 없음인 경우 이 값을 사용하여 공정의 길이를 계산합니다. 계획 도우미에 대한 자세한 정보는 계획 도우미참조.
최대 생산 속도:
최대 생산 속도는 속도 지표를 계산하기 위해 Analyze Point에서 사용됩니다. 속도 인덱스을(를) 참조하십시오.
13."다음"을 클릭합니다.
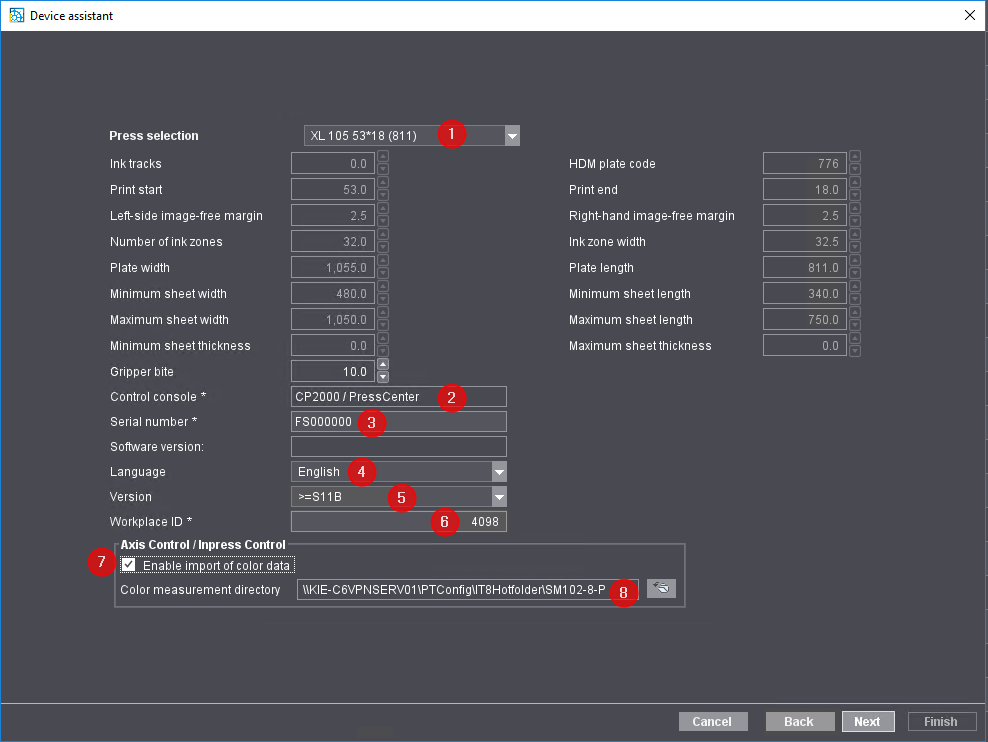
14.선택목록에서 현재 준비 중인 인쇄기와 가장 일치하는 항목을 선택합니다(1).
15.'콘트롤콘솔' 필드(2)에서 'Press Centre' 항목을 설정합니다.
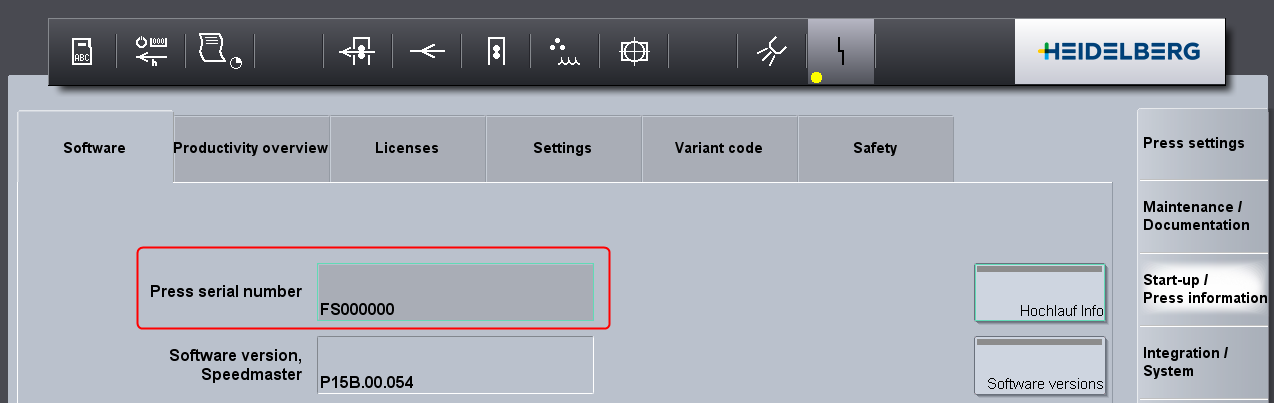
16.'기계 번호' 필드(3)에 해당 기계에 속한 인쇄기 번호를 입력합니다. 인쇄기 번호는 인쇄기의 제어국(예: "서비스 > 가동/기계 정보 > 소프트웨어 > 기계 번호" 영역)에서 찾을 수 있습니다.
기계 번호는 다음의 기능을 위해 필요합니다:
•프레스에서 색상 특성곡선을 인쇄 통합으로 자동 임포트할 수 있습니다.
•Analyze Point에서 색상 측정 데이터를 분석합니다.
17."Language"에서 프레스(Prinect Press Center)에서도 설정된 언어를 선택합니다(4).
내보내기 XML 파일의 자동 생성을 위해서는 언어 선택이 중요합니다. 이 XML 파일에는 프레스에 할당된 모든 작업(PDC 메시지)과 직원 데이터가 포함되어 있으며 나중에 Prinect Press Center로 가져옵니다. 조작(PDC 메시지)은 여기에서 설정한 언어로 Prinect Press Center에 표시됩니다.
18."버전" 아래에서 프레스에 설치됨(5)에 있는 프린트 프레스 센터 버전을 입력합니다.
19."작업장 ID"(6) 아래에 작업위치 번호를 입력합니다.
"작업장 ID"는 프린트 워크플로우에서 작업장을 식별하는 데 사용되는 고유 코드입니다. 이 코드는 최대 6자 길이 및 숫자로만 구성할 수 있습니다.
또한 나중에 Press Center의 데이터 스토리지 컨피규레이션에서 이 "작업장 ID"를 항목에 입력해야 합니다.
20."Axis Control/Inpress Control/Inspection Control" 영역에서 "색상 측정 데이터 읽기 활성화" 옵션을 활성화하십시오(7). 이는 Press Center 버전 S10A부터 가능합니다.
이 옵션은 인쇄축 제어/인쇄축 제어가 프레스에 연결된 경우에만 활성화하면 됩니다.
21.그런 다음 색상 측정 데이터-디렉토리(8)로 들어갑니다.
각 프레스에 대해 별도의 색상 측정 데이터-디렉토리를 정의해야 하며, 이 디렉토리는 각 프레스에 대해 Prinect Axis Control Inpress Control이 장착되어 있어야 합니다. 이 색상 측정 데이터-디렉토리에는 Prinect Axis Control Inpress Control에서 생성된 색상 측정 데이터(IT8 파일)가 저장됩니다. "[서버]\PTTransfer\PPF-출력\[기기 번호]" 디렉토리는 항상 기본적으로 정의되어 있습니다.
색상 데이터 내보내기는 인쇄 프레스 센터 제어국에서 적절하게 구성해야 합니다.
22."다음"을 클릭합니다.
다음 단계로 인쇄 유닛의 수를 정의합니다.
이 및 다음 세팅을 사용하여 기존 인쇄 프레스의 모델을 구성할 수 있습니다. 이 모델 컨피규레이션을 기본으로 각 새로운 작업에 필요한 인쇄 공정 수를 계산할 수 있습니다. 예를 들어 4/4 작업을 양면장치 없이 8색 프레스로 인쇄할 경우 두 번의 인쇄 공정이 필요합니다. 양면장치를 사용하면 인쇄 공정이 한 번만 요구됩니다.
23.화살표 버튼을 사용하여 기기의 인쇄 유니트 수를 설정합니다.
24."OK" 버튼을 눌러 확인합니다.
다음 구성 단계에서는 인쇄유니트의 종류를 구성합니다.
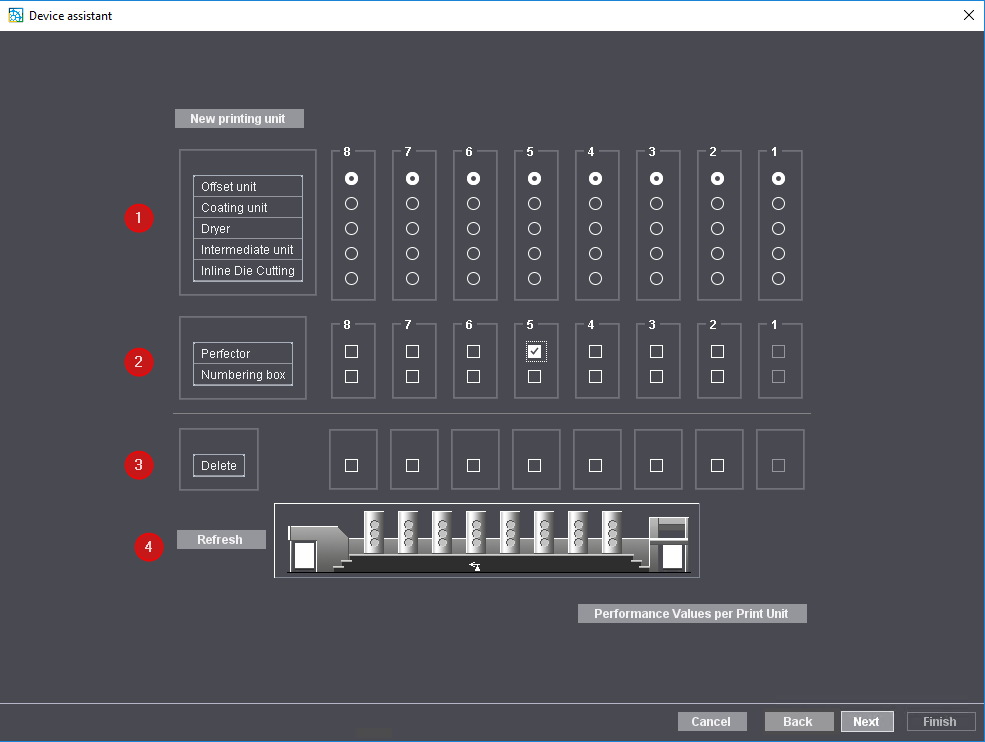
25.여기에서 인쇄물에 양면장치 및 넘버링박스가 장착되어 있는지 여부도 설정할 수 있습니다0 (2). 해당 옵션을 활성화합니다.
예제에서는 인쇄물 유닛 5에 양면장치가 있음(옵션이 작동시킴)에도 넘버링박스가 없음(이 옵션은 작동되지 않음).
26.인쇄물을 삭제하려면 '삭제' 영역(3)에서 해당 인쇄물의 옵션 상자를 활성화한 다음 '업데이트'(4)를 클릭합니다. 선택한 인쇄물이 모델에서 삭제됨.
27."다음"을 클릭합니다.