隐私政策
| 版本说明 | Prinect Know How
| Prinect Release Notes![]()
工序质量“总结”
工序品質「總結」報告顯示根據預設印刷標準對所選擇的工序進行的品質評估。對於此報告,所選擇的 OK 張紙會和印刷標準中的濕色設定進行比較,並使用印刷標準中的容許誤差進行分析。另一方面,在生產續印過程中的所有後續尺寸都會和 OK 書張進行比較,並使用與印刷標準的差異進行分析。
與「活件質量」報告不同,「總結」報告顯示的是實際測量的數值。
前提条件
见前提条件。
查询条件
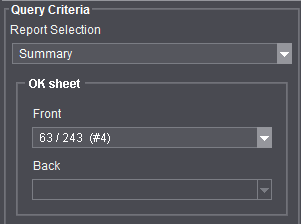
在此选择哪种测量纸张作为 OK 印张进行质量评价。如果工序中需正面印刷和反面印刷,可以各选择一个测量纸张。
这里所选的 OK 印张具有下列相关性:
•在工序質量的 「活件質量 」和 「總結 」報告中,使用預設的印刷標準對 OK 張紙進行分析。
•在"任务质量"和工序质量的"总结"报告中仅使用在印刷选定的合格印张后测量印张来进行续印检视。
默认可选择下列印张作为合格印张:
•对于 Prinect Axis Control 和 Prinect Inpress Control:
直到 Prinect 2017 版本,已印刷的第一張印張在打開合格印張計數器後被選擇。從 Prinect 2017 版本和 Prinect Press Center 15B.02 版本開始,會選擇操作者在色度計上定義為 OK 印張的印張。如果未定義此印張,則自動選擇已打開合格印張計數器後已印刷的第一張印張。
•对于Prinect Image Control适用:
選擇在打開合格印張計數器後已印刷的第一張印張。
OK 纸张上显示的数值的含义:

•第一個數值:
測量時合格印張的數量。
•第二個數值:
測量時所有印張(合格印張和廢印張)的數量。
•括号中的值:
測量號碼。
可在此更改選擇的工序所應用的印刷標準。见變更單一工序的印刷標準。
"总结"报告
本報告包含以下資訊:
元素 | 属性 |
|---|---|
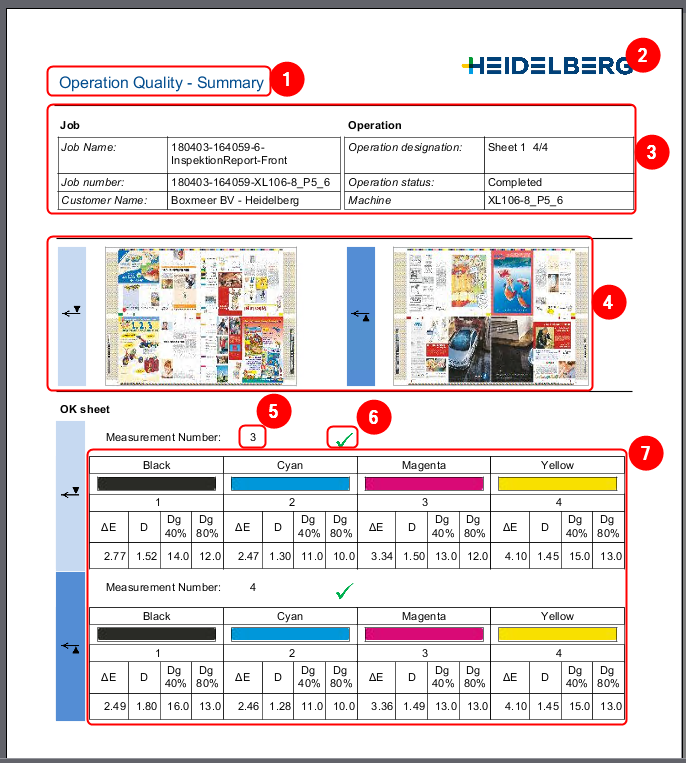
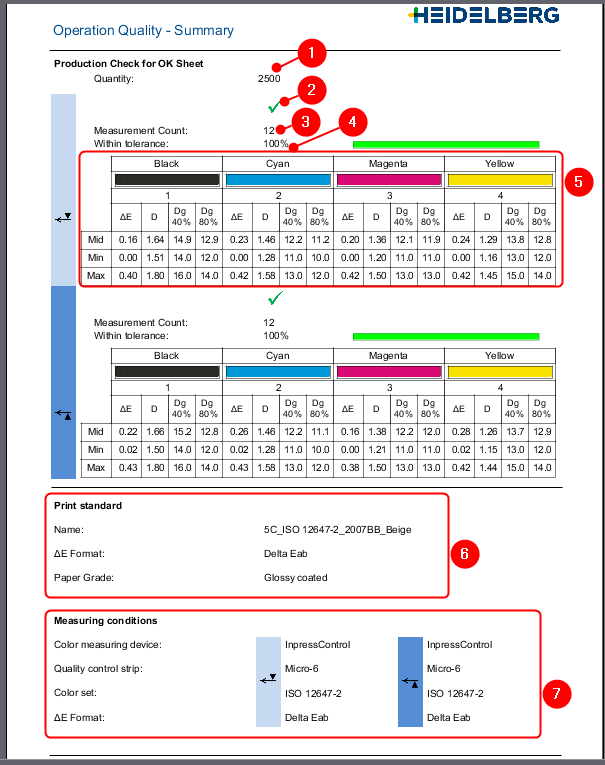
報告標題 (1) | |
一個標誌 (2) | 自行定義或選擇的標誌(如果已設定參數)。参见标志 |
头数据(3): | •关于活件的信息 •关于工序的信息 |
正面 / 反面印刷(4) | 正面印刷和反面印刷的缩略图 |
OK 纸张 "区域 | |
左列 | 左 欄 以圖形顯示測量值是顯示在 「正面」(箭頭向下)還是 「背面」(箭頭向上)。 |
测试编号(5): | 用於品質評估的測量表編號。缺省值是选择第一个测试印张。您可以使用左側導覽區域中的「OK 書紙」查詢準則,手動選擇不同的 OK 書紙。 |
评价 OK 印张(6): | OK 纸张的分析以状态符号的形式显示。见状态图标。评价 OK 印张时将其与印刷标准中的湿色值进行对比。 提示:评价时仅使用表格里得到的测量值。如果网点增大没有测量值(单元格中为一条横线 "—"),就会自动评价为 "OK"。 |
每種顏色的測量結果表 (7) | 表中包含 ΔE、密度和 OK 印張墨色各色調值增加的測量結果。 •颜色下的编号 列印單位號碼 •红色测量值 该值说明已超出所选印刷标准允许偏差的范围。 •測量中的破折號「- 操作者未使用色度计测量该值。 •尺寸中無發現 L*a*b* 資料! 測量記錄不包含必須的數值。原因:色度测量时使用的是不支持的软件版本。参见前提条件 •未发现印刷标准数据!: 印刷标准中没有颜色或纸张等级的值。 •测量条件 所用印刷标准和所用纸张等级。 |
本報告包含以下資訊:
元素 | 属性 |
|---|---|
OK 印张的续刷监控:卷标(1): | 合格印張總計。 |
评估续印:(2) | 用状态图标来评估续刷(参见状态图标)。在正常生产时测量(合格印张计数器),与合格印张进行比较并进行评价。为了快速预览素有工序的续印评估,同样在"印数质量"列中显示状态图标。见活件视图中版次质量显示。 提示:只有記錄在此表中的測量值才會用於分析。如果网点增大没有测量值(单元格中为一条横线 "—"),就会自动评价为 "OK"。 |
测量数量:(3) | 生產壓力檢查所考慮的測量張數。只考虑测量选定的合格印张。 |
公差范围内:(4) | 根據印刷標準,與 OK 紙張相比,在公差範圍內的尺寸比例。如果至少有 68% 在公差范围内,那么该次续刷就评价为"OK"。 |
表中列出每種顏色 (5) 不同測量變數的測量結果: | 本表包含下列各測量顏色的測量值: 在每個行數中 •平均值 (Mid)、 •最小值 (Min) 和 •下列測量變數的最大值 (Max): ΔE、密度 (D) 和色調值加 (TWZ)。 |
左列 | 左 欄 以圖形顯示測量值是顯示在 「正面」(箭頭向下)還是 「背面」(箭頭向上)。 |
平均值(Mid) | 這是實際印張所有測量值的平均值 |
最小值(Min)和最大值(Max) | 所有测量印张的最小平均值和最大平均值。 为了更好的计算,首先制作每个测量印张的平均值。下列示例可以让密度更清晰。 测量印张 1-> 平均密度:1.73 测量印张 2-> 平均密度:1.63 测量印张 3-> 平均密度:1.83 在本範例中,測量印張 2 的平均密度 (1.63) 是最小值,而測量印張 3 的平均密度 (1.83) 是最大值。 |
红色测量值 | 该值说明已超出所选印刷标准允许偏差的范围。 |
在測量值欄位中加上破折號 "-": | 操作者未使用色度計測量此数值。 |
尺寸中無發現 L*a*b* 資料! | 測量記錄未包含所需的數值。原因:色度测量时使用的是不支持的软件版本。见前提条件。 |
未发现印刷标准数据!: | 印刷标准中没有颜色或纸张等级的值。 |
印刷標準 (6) | 應用的印刷標準和紙張等級。之後可以在導覽區域(左)的「印刷標準」選擇目錄中變更印刷標準。另见"印刷标准"选择列表。 |
测量条件 (7) | 此處顯示測量所應用的測量條件。 |
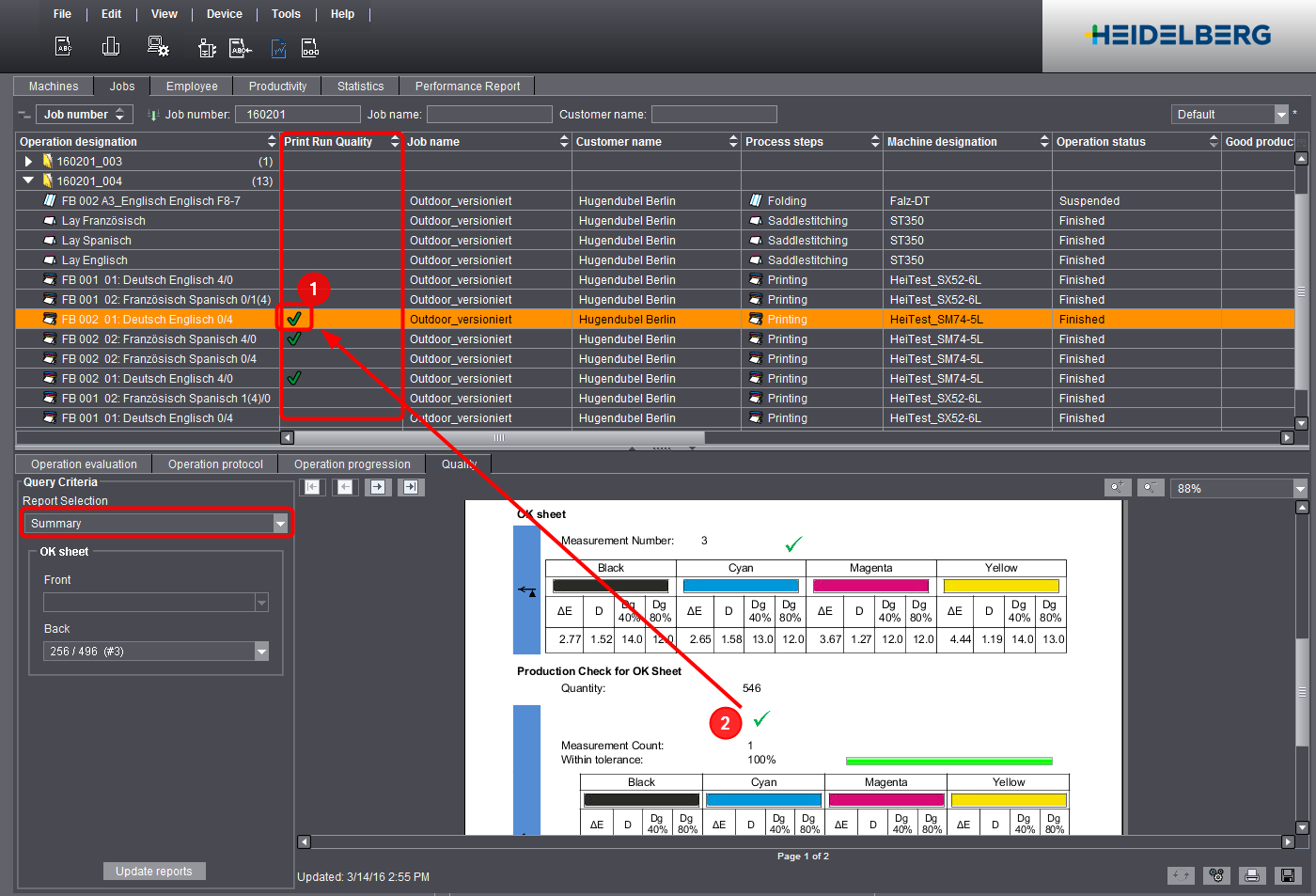
为了快速检查工序的颜色质量,在"印张质量"列中显示续刷监控的状态(1)。其指的是在工序质量"总结" (2) 报告中显示的状态。