印张优化输入列表(Grouping 表)
导入的单个活件或 PDF 列表,可排序。
若您双击“交货数量”列中的文字栏,可以为该活件另输入一个交货数量。再次点击“优化”按钮后,图形窗口中的显示发生相应变并重新计算“优化结果”。
表格中显示哪些列取决于选择的优化模式(没有版式规定、有版式规定、包装)。
所有数值可直接在输入列表中编辑的列,左上角都标有一个三角形。
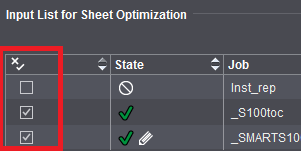
每次优化流程后,在“状态”列中显示更新的,所有单个活件放置相关的信息。每个活件最多显示三个图标:
|
一般信息
|
附加信息
|
特殊情况
|
|
通过第一个图标显示活件的一般状态。
|
附加信息可能是,活件为什么没有放置或活件已手动处理。
|
目前会显示两种特殊情况:已放置的“可放置”产品以及未放置的“必须放置”产品。只有启用了规定日时才会显示。
|
|
|
子活件已优化并被放置到一个或多个印张上。
|
|
后来补充处理了活件。在图形视图中手动删除了已放置 1up 的一部分。
|
|
已被放置的“可放置”物件。
“目标日期”在“规定日”之后很久,但通过优化还是放置了活件。
|
|
|
单个活件未被放置在印张之一上。
|
|
单个活件未被放置,因为如果放置,印张评估结果会低于设定的限值。
|
|
未被放置的“必须放置”物件。
从组合活件的“规定日”和单个活件的“目标日期”看,必须放置该活件。但活件已被手动删除或由于印张评估结果不好而未被放置。
|
|
未放置活件的可能原因:手动删除了所有放置的 1up、印张利用率太低、未达到目标日期(见附加信息)。
|
|
后来补充处理了活件。手动删除了所有放置的 1up。
|
“可放置”和“必须放置”物件的图标也会在“目标日期”列中显示。
|
|
|
|
|
单个物件未被放置,因为未达到目标日期。
|
|
|
|
单个活件未放置在其中一个印张上,因为该印张被设置为“未激活”。
|
|
|
|
|
注意:这些图标也会在优化报告的“状态”和“目标日期”列显示。
通过“激活”列可针对优化禁用和重新启用单个活件。
“流程顺序”列
单个活件以您在导入时选择的顺序被列入组活件。流程顺序规定了点击“优化”后各个活件部分转发给优化程序的顺序。
特别是对于大小和交货数量不同的单个活件而言,流程顺序在实际生产中对优化结果无影响或影响很小,因为其他标准比如印版和印张的利用率更重要。
而对于类似活件而言,1up 在优化的印张上的排列根据流程顺序的不同可能不同。
如果选择了“流程顺序”列,可借助箭头按钮移动当前标记的 单个活件,从而改变流程顺序。
其他功能:
•通过调出快捷菜单并选择“从组活件中移除单个活件”可将单个活件或折页重新移到组活件文件夹中(组文件夹)。相关信息请参阅下一个大标题下的描述或从组文件夹导入活件。
注意:快捷菜单如“修改交货数量”或“将定向设置为...”等的功能可用,与当前光标所在的列无关。
•双击交货数量可打开一个窗口,在该窗口中可改变交货数量。
•产品代码可通过上下文菜单复制到剪贴板。
•将单个活件拖 & 放到图形窗口的“印张”标签页下。
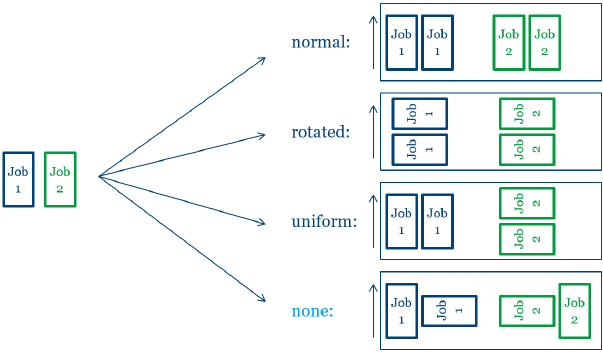
•双击“方向”列打开一个对话框,在该对话框中可为选定的单个活件设置相对于纸张纤维的方向。可以选择下列设置。
“普通”:折页与纤维方向夹角为 0°
“旋转”:折页与纤维方向夹角为 90°
“统一”:确定最佳方向(该方向统一适用于所有 1up 副本)
“无”:尽量选择最佳方向,1up 副本可不同旋转
如选择“正常”和“旋转”,则为本产品的所有 1up 副本指定与纸张的相对方向。如选择“统一”,优化针对印张利用率自动确定两者中较佳者。此时,物品的所有 1up 副本方向统一,即所有副本旋转或不旋转。如选择“无”,则不考虑方向,仅考虑最佳印张利用率,也就是说,可能物品的一些 1up 副本旋转,其他不旋转。对于纸张走向无关紧要或无纤维方向的材料,有必要选择该选项。
设置含义如下:
·对于带折页规则的方案:订口空白定向
·对于无折页规则的方案:页面定向
·对于拼版:页面定向
“相应放置”:如 Gangpart-XML 中输入“FromLayout”,意味着不在 Gangpart-XML 中确定方向,而是由使用的 Prinect Signa Station 子活件确定。此时,通过子活件中的放置确定定向。确定定向时也会考虑子活件纸张的行进方向。确定结果总是“正常”或“旋转”。
过程:
·为了确定定向,会先检查 Gangpart-XML 中的设置:如设置 Normal、Rotated、Unique 或 None,将 Gangpart-XML 导入输入列表时会针对印张优化采用该值。
·如 Gangpart-XML 中无相应设置或设置为“FromLayout”,会采用“组优化参数”下的子活件设置:如设置“正常”、“旋转”、“统一”或“无”,将 Gangpart-XML 导入输入列表时会针对印张优化采用该值。
关于 Grouping 表的排序,请参阅用 Grouping 表工作 。
包装活件列表
在包装活件中,表内还额外显示各自分配的轮廓。前面的一个“0”表示,目前没有载入带该轮廓的模切。如果在这种情况下按下“一般”优化按钮,则无法以当前设置进行优化,您将收到一条错误信息。
然后可通过 Prinect Signa Station 搜索匹配的模切。随后在“打开模切”对话框最后选定的目录中,搜索准确匹配的模切。如果成功,则执行优化,否则“优化结果”栏内出现一条提示,没有为所有包装物件分配轮廓。
如果已载入模切,但单个物件尚无分配,您可通过快捷菜单在相应的表格行上进行分配。
通过表右边的按钮可改变产品在表中的顺序。产品在表中的排序决定了它们在印张上的排列。如果更改了产品的排序,必须接着进行优化,以便使更改生效。