Interfaz de usuario para la vista del pedido
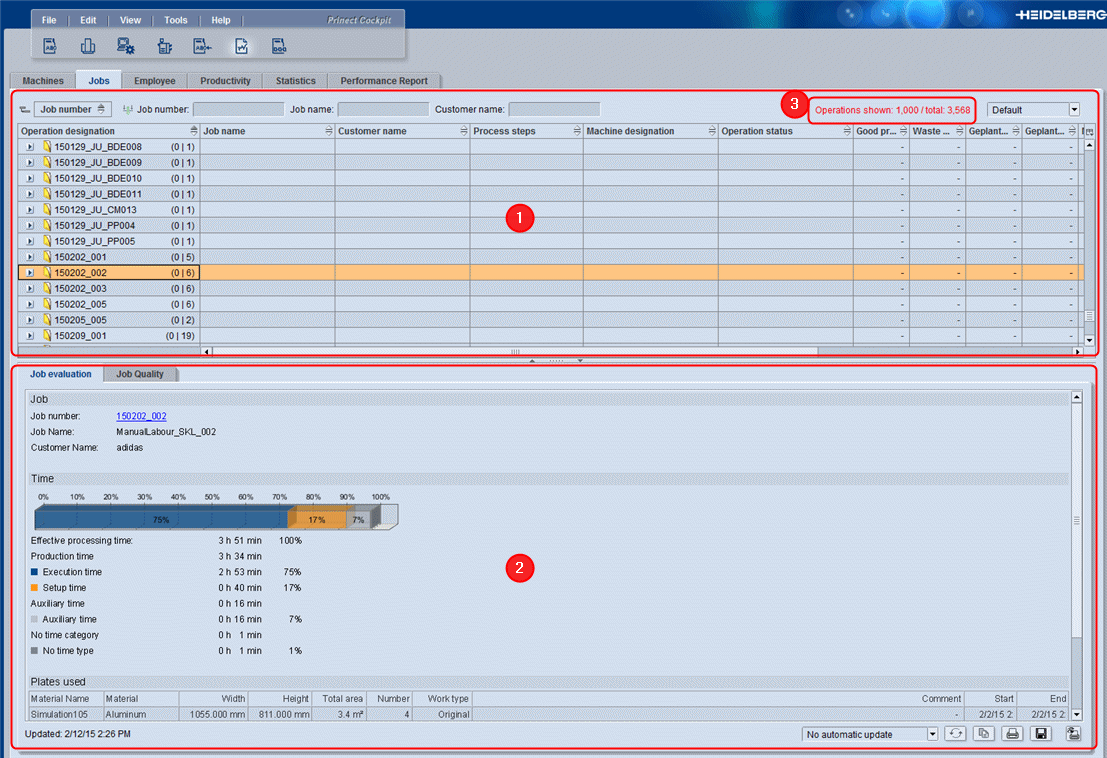
En la vista del pedido puede ver una vista general rápida de sus pedidos (1) que incluye una evaluación del pedido (2). Para cargar rápido los datos se muestran como máximo 1000 operaciones. Aparecerá una nota (3) si el banco de datos tuviera en total más operaciones disponibles. Operaciones no procesadas no son recopiladas por Analyze Point.
Indicación máxima de 1000 operaciones (3)
Se muestran como máximo los pedidos con las últimas 1000 operaciones. Si hay más de 1000 operaciones, aparecerá una indicación abajo a la izquierda con la cantidad total de operaciones existentes. Si filtra los pedidos (p. ej. según pedidos del cliente "Heidelberg"), también se pueden mostrar pedidos que no se mostraron sin el filtro.
Identificación a color de las diferencias de cantidades

Requisito: Esta función está desactivada de manera estándar. Para activarla póngase en contacto con su técnico de servicio. Además, las diferencias solo se representarán cuando las cantidades planificadas hayan sido transmitidas previamente por un MIS o cuando hayan sido anotadas en el asistente de planificación.
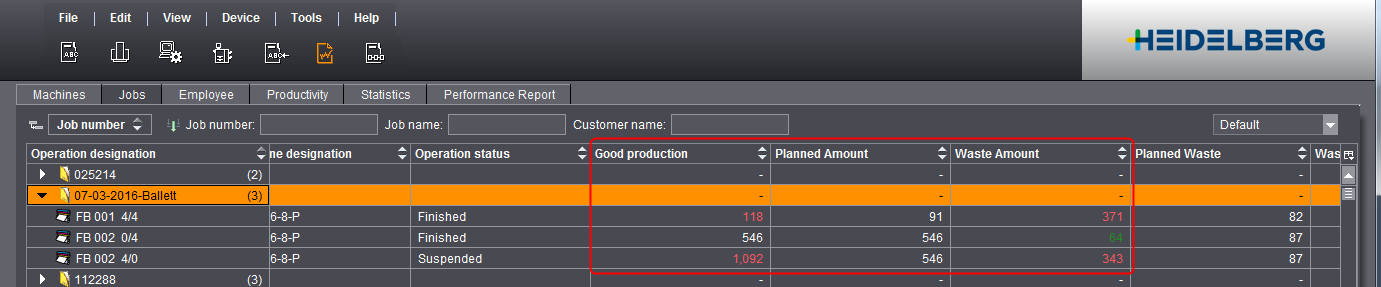
La figura muestra una cantidad de maculatura verde para una operación. Esto significa que se ha producido menos maculatura que la que se había planificado. Dos operaciones tienen valores rojos en la cantidad de maculatura y en la cantidad buena. Esto significa que se ha producido más maculatura y más pliegos buenos que los que se habían planificado.
Representación de la calidad de la tirada
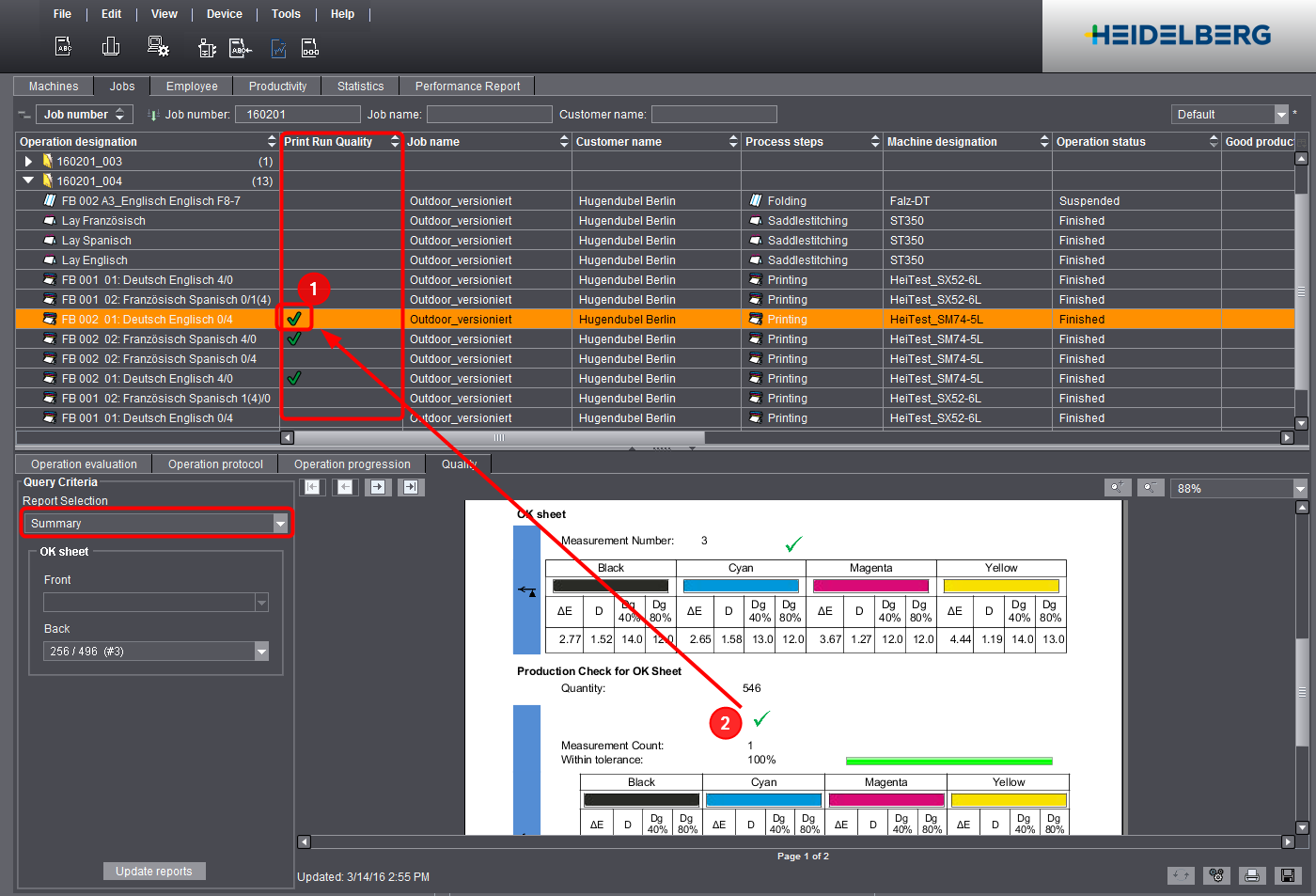
Para verificar rápidamente la calidad del color de una operación se muestra en la columna "Calidad de la tirada" el estado de los controles de impresión continua (1). Este es un estado que se muestra en la calidad de operación "Resumen" (2). Vea Informe de operación "Resumen".
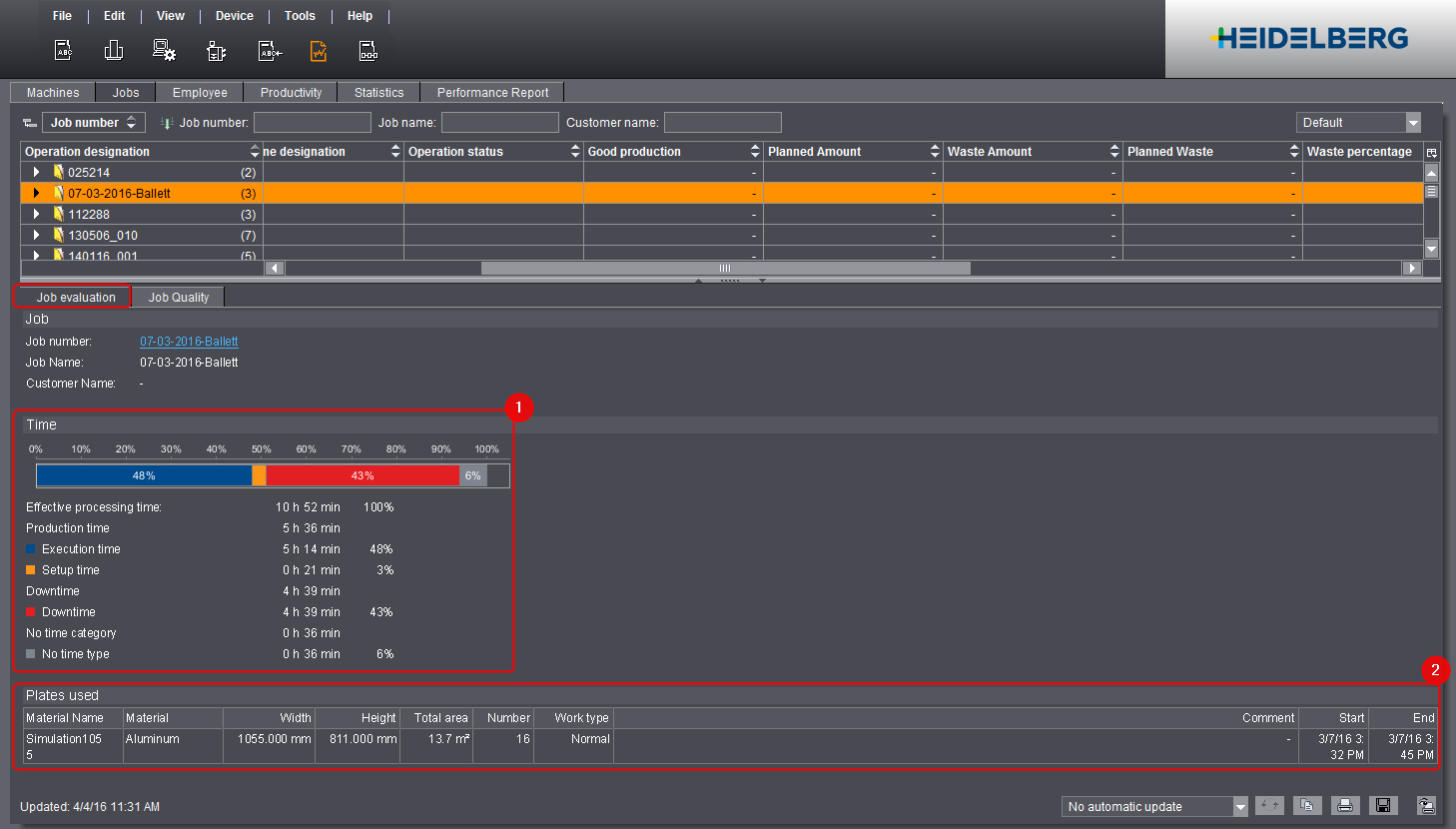
En la pestañeta "Evaluación del pedido" se muestran los datos de un pedido (número del pedido, nombre del pedido y nombre del cliente), tiempos y consumo de material del pedido marcado. Encontrará una descripción detallada sobre los tiempos en Tiempos (4).
Tiempos (1)
El diagrama de barras muestra la relación porcentual de los tiempos de producción. Los diferentes tiempos de producción (valores porcentuales) se refieren siempre al tiempo efectivo de ejecución.
El tiempo efectivo de procesamiento es siempre de 100% (tiempo efectivo de procesamiento = suma de todos los tiempos en los que estuvo cargada en una máquina una operación de un pedido). Debajo del diagrama de barras se muestran los tiempos de producción absolutos y porcentuales de manera separada.
La división y recopilación de los tiempos depende de la configuración de sus categorías de tiempo y de sus tipos de tiempo en la configuración del dispositivo Vea al respecto Categoría de tiempo.
El consumo de material se lista en función al pedido. Entre ellos se consideran:
•Planchas gastadas
Muestra la cantidad de planchas expuestas.
•Consumo de papel
El consumo de papel se recopila en la máquina mediante el mensaje de consumo de papel. Para ello, el número de material introducido en la máquina debe coincidir con el número de artículo del papel planificado. En el paso de trabajo "Impresión" se puede ver qué papel está planificado para una operación (vea Pestañeta "Materiales"). Si se introduce otro número de artículo, el papel se recopila como "Otro consumo de material".
•Clics
Indica la cantidad de clics recopilados de su máquina de impresión digital conectada. El modelo de facturación depende de la máquina respectiva.
•Otro consumo de material
Muestra todos los demás materiales recopilados que no pueden ser asignados a planchas, papel o clics. Se considera, p. ej., el papel que es conocido en el MDS pero no está asignado al pedido.
La calidad del pedido le ofrece un resumen rápido de la calidad de la impresión -en relación al estándar de impresión- de todas las operaciones de impresión del pedido elegido. Usted puede usar este informe para ofrecer al cliente una evaluación total de la calidad del color.
La calidad del pedido muestra las siguientes evaluaciones:
•El pliego bueno se compara con el juego de colores húmedos del dispositivo de medición, y se evalúa en base a las tolerancias del estándar de impresión.
•Los pliegos de impresión continua se comparan con el pliego bueno, y se evalúa en base a las varianzas del estándar de impresión.
•El pedido recibe una evaluación de calidad total en base a la evaluación del pliego bueno y a la evaluación del pliego de impresión continua.
El informe de operación "Resumen" ofrece las evaluaciones detalladas de todas las operaciones. Vea al respecto Informe de operación "Resumen".

Nota: El estándar de impresión preajustado se puede modificar en las preferencias del Analyze Point. Vea Preferencias - Informes de calidad.
Condiciones previas del software
Para ver la calidad de los pedidos es necesario que el software de los dispositivos de medición cumpla los siguientes requisitos:
•Prinect Image Control I:
no es compatible
•Prinect Image Control II:
a partir de la versión I13A
•Prinect Axis Control I:
no es compatible
•Prinect Axis Control II:
a partir de la versión S12B
•Prinect Inpress Control:
a partir de S12B
Requisitos adicionales para Prinect Axis Control II y Prinect Inpress Control
Para que los informes de calidad se puedan mostrar es necesario que se cumplan los siguientes requisitos:
•En el Prinect Pressroom Manager/Prinect Integration Manager deberá activarse para cada máquina de imprimir creada, que tenga un Prinect Inpress Control / Prinect Axis Control II, la opción "Activar lectura de datos de medición de color" y deberá definirse un directorio de salida.
•El directorio de salida de los valores de medición de color debe estar definido en el puesto de mando de Prinect Press Center. El directorio de salida debe ser idéntico al directorio de entrada de la máquina de imprimir creada.
Vea en Conectar Prinect Axis Control II las instrucciones detalladas para la conexión de Prinect Axis Control II.
Vea en Conectar Prinect Inpress Control las instrucciones detalladas para la conexión de Prinect Inpress Control.
•En el Prinect Press Center se debe cargar el pedido del Workplace Interface del Prinect Pressroom Manager/Prinect Integration Manager conectado.

Nota: Cuando el pedido se carga desde la memoria local de la máquina no se enviará ningún dato de medición de color al Analyze Point.
Requisitos adicionales para Prinect Image Control
Para que los informes de calidad se puedan mostrar es necesario que se cumplan los siguientes requisitos:
•Crear en el Prinect Pressroom Manager/Prinect Integration Manager un "Prinect Image Control" como dispositivo PPFOut. Aquí se define el directorio de salida para los datos de medición de color.
•La máquina de imprimir que se debe conectar con Prinect Image Control debe crearse en el CDM.
•Conectar la máquina de imprimir en el Prinect Image Control e importar los parámetros de la máquina de imprimir.
•En el Prinect Image Control se debe definir la carpeta para los datos de Analyze Point. La carpeta debe ser idéntica al directorio de salida de datos de medición de color que se definió cuando se creó el dispositivo PPFOut.
Vea en Conectar Prinect Image Control las instrucciones detalladas para la conexión de Prinect Image Control.
Tiempo de almacenamiento de los informes de color
Si a pesar de tener las versiones de software actuales no se muestran los datos de mediciones es probable que ellos ya hayan sido borrados de Analyze Point. Vea al respecto Tiempo de almacenamiento de los informes.
Preferencias - Informes de calidad
Existen preferencias globales en la "Calidad del pedido " y en los informes de operación "Resumen", "Secuencia" y "Evaluación de zonas"; estos preajustes influyen en la representación y en la evaluación.
Para ver las preferencias proceda de la siguiente manera:
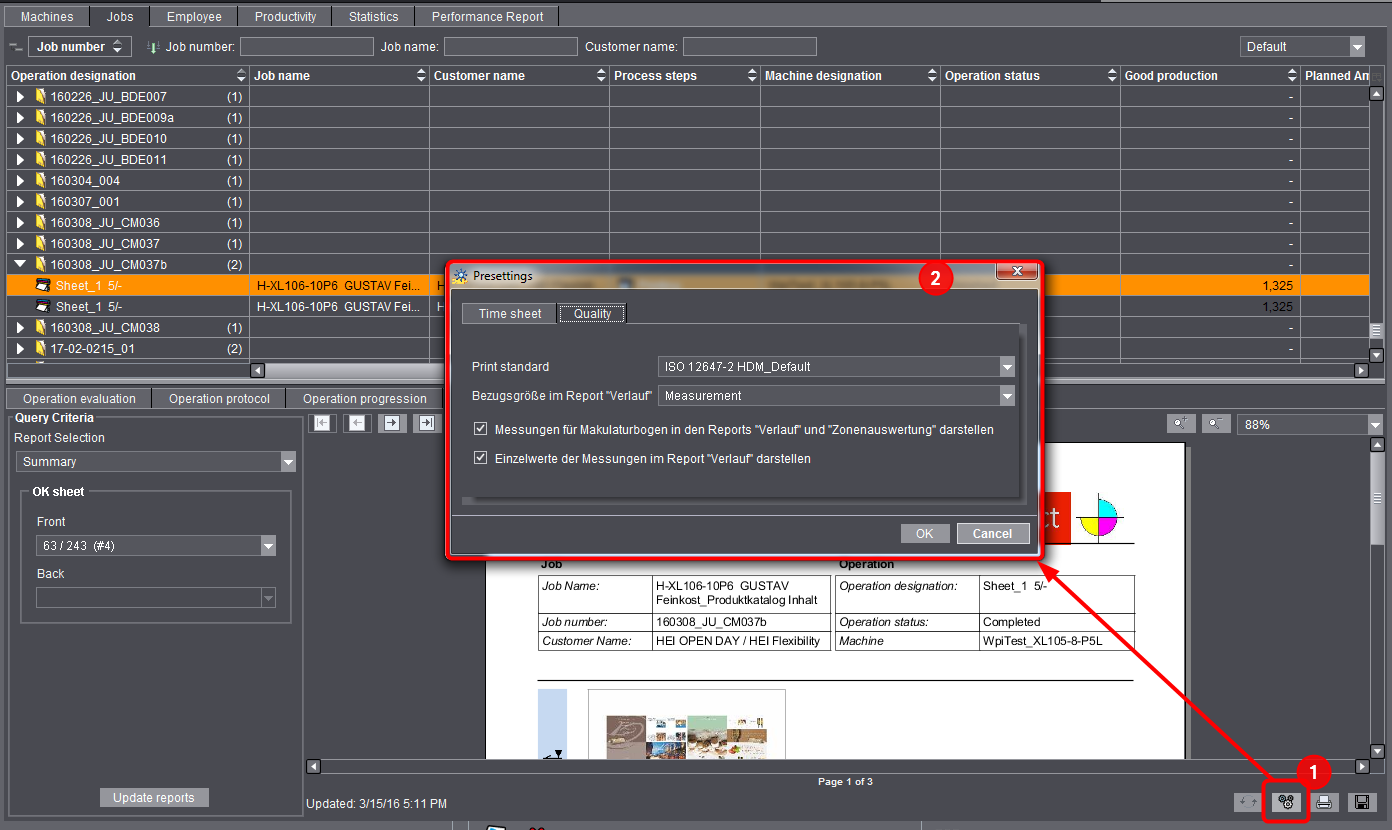
1.Cambiar al área "Analyze Point > Informes sobre el pedido".
2.Haga clic en el siguiente símbolo "Preferencias" (1).
Se abre el diálogo "Preferencias" (2).
Aquí puede hacer ajustes globales para el informe de la calidad.
"Estándar de impresión"
En base a los estándares ajustados, en los informes de calidad "Calidad del pedido" y "Resumen" se realiza el control de calidad del pliego bueno con el valor del juego de colores húmedos. El estándar de impresión ajustado de manera estándar es "ISO 12647-2 HDM_Default".
"Magnitud de referencia en el informe ’Secuencia’"
El tamaño de referencia seleccionado se representa en el eje X en el informe "Secuencia". Vea Informe "Secuencia".
"Mediciones para pliegos de maculatura en los informes ’Secuencia’ y ’Evaluación de zonas’"
Cuando esta opción está activada, en los informes "Secuencia" y "Evaluación de zonas" se evalúan las mediciones en la producción buena así como también en las mediciones durante el proceso de puesta a punto.
"Representar valores individuales de mediciones en el informe ’Secuencia’"
Cuando la opción está activada, en las últimas páginas del informe "Secuencia" se representan los valores de mediciones individuales para Delta E, densidad y aumento del valor tonal.
3.Con "OK" guarde los ajustes.
Informe "Calidad del pedido"
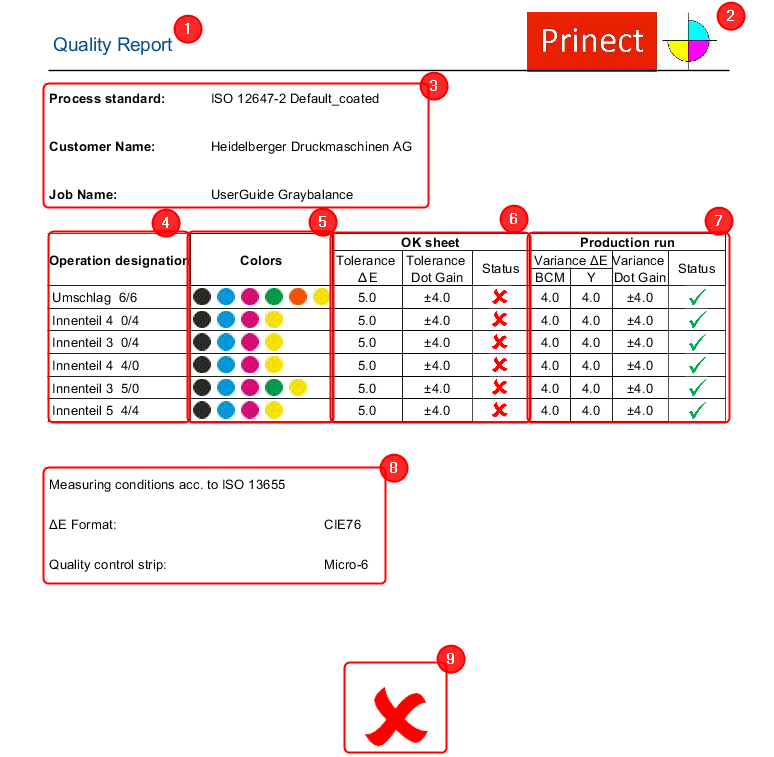
Título del informe (1)
Logotipo que usted ha elegido (2). Vea Logotipo
Datos de encabezado (3):
•Estándar de impresión que usted ha elegido. Vea Preferencias - Informes de calidad.
•Nombre del cliente
•Nombre del pedido
Tabla de operaciones:
•Denominación de la operación (4):
Lista de todas las operaciones de impresión
Si la impresión de blanco y la retiración están divididas, ellas se mostrarán como dos operaciones separadas. Si no hay datos de medición de color, en la columna "Pliego bueno" e "Impresión continua" aparece la entrada "¡No se ha encontrado ningún dato!".
•Colores (5):
Colorido de la operación
•Pliego bueno (6):

Nota: El pliego bueno se selecciona en el informe de operación "Resumen". Vea Pliego bueno
·Tolerancia ΔE:
Tolerancia Delta E permitida para el pliego bueno según el estándar de impresión.
·Tolerancia TWZ:
Tolerancia del aumento de valor tonal permitida para el pliego bueno según el estándar de impresión.
·Estado:
Evaluación del pliego bueno por medio del símbolo de estado, para verificar si el pliego está o no dentro de la tolerancia. Vea Símbolos de estado.
•Impresión continua (7):
·Varianza ΔE (BCM):
Varianza Delta E para Black, Cyan y Magenta permitida para la producción buena según el estándar de impresión.
·Varianza ΔE (Y):
Varianza Delta E Yellow permitida para la producción buena según el estándar de impresión.
·Estado:
Evaluación de la impresión continua por medio del símbolo de estado, para verificar si por lo menos 68% de los pliegos buenos están o no dentro de la varianza especificada. Vea Símbolos de estado.

Nota: Los valores de tolerancia y de varianza indicados no son los valores reales medidos sino son las diferencias permitidas según el estándar de impresión.
Otras informaciones (8):
•Condiciones de medida:
Estándar de impresión utilizado
•Formato ΔE utilizado. Actualmente se utiliza el estándar "CIE76".
•Franjas de control de la impresión:
Lista de todas las franjas de control de la impresión -utilizadas para la medición de color- de todas las operaciones de impresión.
Evaluación total (9):
|
Símbolo de estado |
Explicación |
|---|---|

|
Pliego bueno La calidad de la operación está OK. El pliego bueno está dentro la tolerancia según el estándar de impresión preajustado. Impresión continua La calidad de la impresión continua está OK. Por lo menos 68% de la producción buena de la operación está dentro de la tolerancia en comparación al pliego bueno. Evaluación total La calidad del pedido está OK. Todas las operaciones del pedido están OK, tanto en la evaluación del pliego bueno así como en la evaluación de la impresión continua. |

|
Pliego bueno La calidad de la operación no está OK. El pliego bueno no está dentro de la tolerancia según el estándar de impresión preajustado. Impresión continua La calidad de la impresión continua no está OK. Menos del 68% de la producción buena de la operación está dentro de la tolerancia en comparación a los pliegos buenos. Evaluación total La calidad del pedido no está OK. Por lo menos una evaluación de pliego bueno o una evaluación de impresión continua de una operación no está OK. |

|
Evaluación total Por lo menos una operación del pedido no tiene datos de medición adecuados o por lo menos una operación aún no ha sido impresa. |