![]() Tutorial de vídeo: O vídeo a seguir exibe como realizar a cronometragem correta no Prinect Press Center:
Tutorial de vídeo: O vídeo a seguir exibe como realizar a cronometragem correta no Prinect Press Center:
Analyze Point - Cronometragem e apresentação de tempo.
Com auxílio da avaliação do tempo você tem um relatório, com o qual você pode avaliar os processos em sua fábrica. O relatório lhe apresenta uma representação completa de todos os tempos de suas máquinas. Assim você pode entender de modo exato, p.ex. as paradas de máquinas e eventualmente tomas as medidas cabíveis.
A representação a seguir apresenta um exemplo de avaliação de. Observe que a configuração pode diferir da configuração em sua operação.
Relação entre categorias de tempo, tipos de tempo, processos de trabalho e operações
Para uma avaliação correta do tempo são essenciais a configuração correta e o modo de funcionamento. Isto significa que todos os tempos tem de ser lançados de modo correto pelo operador da máquina (p.ex. pressionar contador das folhas boas, pressionar botão BDE de modo manual, finalizar operação). Para entender como o registro de tempo é traduzido na máquina, descrevemos a seguir o relacionamento dos componentes.
Junto à máquina são lançados, manualmente pelo operador da máquina ou de automaticamente pela máquina, operações (mensagens BDE) (p.ex. início ajustes básicos, início produção de bens).
Os intervalos entre as operações são "traduzidos" em operações. Quando uma operação é lançada, inicia um novo processo de trabalho. Este processo de trabalho finda, assim que a próxima operação é lançada na máquina. Exceções são operações que não possuem processo de trabalho atribuído a elas. Isso geralmente é verdadeiro para operações automáticas. Neste caso o tempo é somado ao processo de trabalho anterior, depois do início da operação.
Posteriormente os processos de trabalho são visíveis no relatório diário do operador da máquina e informam a respeito da duração das atividades (veja Colaboradores).
Para a avaliação de tempo são correlacionados os processos de um tipo de tempo e de uma categoria de tempo (esta divisão é relevante em todo o Analyze Point, onde devem ser avaliados tempos, como p.ex. na avaliação de máquinas, avaliação de processo, etc.). Assim, os tempos são separados em tempos produtos e tempos não produtivos. Isto auxilia na avaliação de processos operacionais por um período mais longo de tempo.
Dada a interseção de tempo da máquina até a avaliação do tempo fica claro, que os tempos tem de ser lançados de modo correto (contador das folhas boas, pressionar botão BDE de modo manual, finalizar operação, etc.). Só assim pode aparecer ao final uma avaliação de tempo significativa no Analyze Point. Se tempos forem lançados com atraso ou não forem lançados, o relatório não pode ser aproveitado.
Explicação das categorias de tempos e dos tipos de tempo
A seguir explicamos o significado das categorias de tempo e dos tipos de medição do tempo. Neste contexto só nos ocupamos com os tempos pré-configurados. Estas baseiam nas diretrizes do Bundesverbands für Druck & Medien.
De modo padrão encontram-se pré-configurados tipos de medição do tempo, categoria de tempo e operações
Categoria de tempo | Tipo de tempo | Operação |
|---|---|---|
Tempo de produção | Tempo de preparação | Ajuste básico |
Tempo de execução | Produção de bens | |
Outros tempos de produção | - | |
Tempo auxiliar | Tempo auxiliar | - |
Tempo de parada | Tempo de parada | Pausa |
Tempo de produção
O tempo de produção é o tempo que decorrer em relação direta com a produção das encomendas existentes. Todos estes tempos são tempos produtivos. Distinguimos entre tempo de preparação, tempo de execução e outro tempo de produção.
•Tempo de preparação
O tempo de preparação serve para configurar a instalação de produção para fins de execução de uma encomenda.
•Tempo de execução
O tempo de execução é necessário para a produção do produto.
•Outros tempos de produção
Outros tempos de produção distinguem-se de tempos de preparação e de tempos de execução, porém, podem ser diretamente atribuídos a encomenda. Estão aí incluídos p.ex. tempos de secagem ou espera por cliente.
Quando provocados pelo cliente, os tempos de espera são considerados "outros tempos de produção".
Tempo auxiliar
Tempo auxiliar é o tempo gasto para estabelecer e conservar a prontidão de funcionamento. Este tempo não está diretamente relacionado a uma encomenda.
Exemplos de tempos auxiliares:
•Desordens organizacionais, tal como a espera por papel ou chapas de impressão.
•Falhas técnicas, como p.ex. manutenção e reparo da máquina
•Tempos auxiliares dependentes do local de trabalho, como por exemplo, substituição da tela de borracha, preparação e desmontagem.
Os tempos de espera são então contados como tempos auxiliares, se resultarem de erros de disposição (aguardando papel ou chapas de impressão).
Tempo de parada
O tempo de inatividade é o tempo durante o qual não há saída de produção durante os turnos de trabalho.
Exemplos de tempos de parada:
•Pausa
•Reunião empresarial
•Tempos improdutivos devidos a falta de encomendas
Tempos de espera são considerados tempos de parada, quando são devidos à falta de encomendas.
Vários procedimentos para registrar os tempos de configuração durante uma mudança de encomenda de impressão na impressão offset
Existem dois métodos de registro do tempo para mudança de operação no Analyze Point para avaliação diferenciada dos tempos para as operações de impressão.
Você pode escolher entre esses dois métodos no assistente do dispositivo durante a configuração da impressora. Veja Lista de seleção "Hora de início para a nova encomenda na máquina".
Procedimento 1: Nova operação de impressão ao prender a primeira chapa de impressão de um conjunto de chapas (configuração padrão)
Neste processo, o momento em que a primeira chapa de impressão de um conjunto de chapas é fixada na prensa para uma nova operação de impressão é transmitida do centro de impressão para o Analyze Point. Este momento é registrado como um gatilho para uma mudança de operação no Analyze Point, ou seja, a operação anterior termina e a operação seguinte começa.
Aqui, o tempo de configuração, ou seja, a lavagem da manta de borracha ao final da operação de impressão e/ou a lavagem de volta das cores especiais, atribuída à operação de impressão anterior.
Efeito desta atribuição de tempo:
Nos casos em que é necessário um tempo de configuração mais longo para a mudança para a encomenda subsequente, por ex., como há uma mudança de impressão apenas com cores de processo para impressão com uma ou mais cores especiais, esse tempo de configuração é adicionado à operação de impressão anterior e, portanto, à encomenda anterior, mesmo que a configuração seja necessária para a encomenda subsequente.
 Indicação: Este método é ativado por padrão e é o único método disponível para impressoras mais antigas. Nesses casos, a opção de comutação não é exibida no assistente do dispositivo.
Indicação: Este método é ativado por padrão e é o único método disponível para impressoras mais antigas. Nesses casos, a opção de comutação não é exibida no assistente do dispositivo.
Procedimento 2: Nova operação de impressão ao iniciar a troca de encomenda Intellistart e encerrar produção automática
 Condição básica: Este procedimento está disponível apenas para novas impressoras com as versões do software Press Center S21A.08.000_SFC, S21B.06.000_SFC, S22A.02.000_SFC e S22B.00 (e mais recentes).
Condição básica: Este procedimento está disponível apenas para novas impressoras com as versões do software Press Center S21A.08.000_SFC, S21B.06.000_SFC, S22A.02.000_SFC e S22B.00 (e mais recentes).
Nesse procedimento, a hora em que o Intellistart aciona uma alteração de encomenda é registrada como o início da nova operação no Analyze Point.
Efeito e vantagem desta atribuição de tempo:
Com este método, o tempo de preparação até que a primeira chapa seja puxada é sempre adicionado à encomenda subsequente, que normalmente exigia a conversão. Assim — por ex. no início de um turno - o tempo de preparação adicional é atribuído às respectivas encomendas. As avaliações em Analyze Point são então baseadas nesta atribuição.
Indicação: Antes de mudar do método 1 para o método 2 em sua empresa, é imprescindível observar as seguintes informações:
•Se ambos os métodos descritos acima forem usados ao mesmo tempo em um local de operação, por ex., se impressoras com diferentes versões do centro de impressão estiverem disponíveis, surgem diferentes atribuições de tempo de processamento para as encomendas. Como resultado, as avaliações para essas impressoras só podem ser comparadas umas com as outras de forma limitada. Se necessário, você sempre pode ativar o método 1 para diferentes impressoras dentro de uma empresa (versões novas e antigas do Press Center) para obter avaliações de tempo de processamento comparáveis.
•Mesmo que uma impressora seja posteriormente alterada do método 1 para o método 2, as avaliações atuais dos tempos de processamento para as encomendas individuais não são mais 100% comparáveis com as avaliações anteriores.
Veja Criar relatório para produtividade de máquinas.
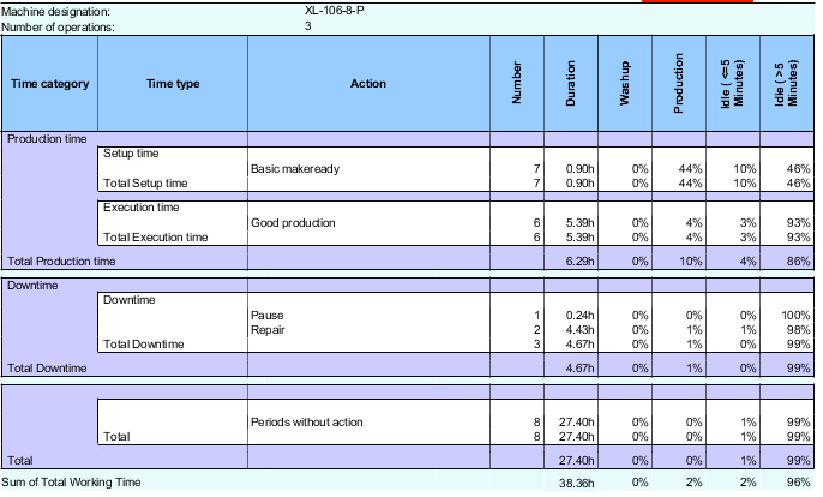
Depois de criar um relatório, este é representado do lado direito da avaliação do tempo. Toda refere-se exatamente a uma máquina. Se Você tiver selecionado do lado esquerdo várias máquinas, você pode alternar para a máquina seguinte com as teclas de setas.
![]()
Informações gerais (início de tabela)
No início de tabela são indicados o nome da máquina e a quantidade de operações processadas no período de tempo selecionado. Se a quantidade de operações tiver um dígito atrás da vírgula, apenas uma parte da operação vais estar dentro do período de tempo selecionado. Só esta parte será considerada na avaliação do tempo.
Avaliação do tempo para período de tempo com operação
Uma detecção correta sempre está relacionada com uma operação. Estes tempos não agrupados na tabela em tipos de medição de tempo e categorias de tempo.
As porcentagens nas colunas expressam a proporção do estado da máquina.
Descrição das colunas:
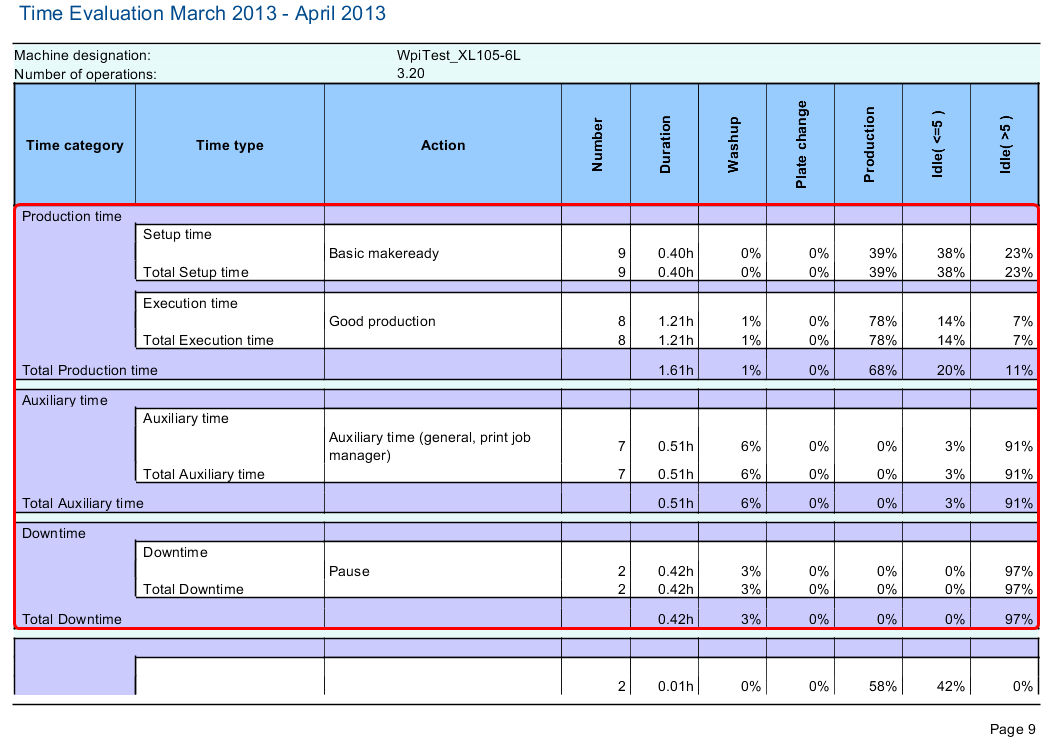
Indicação: As indicações de tempos para lavagem, substituição de chapas, produção, marcha em vazio <= 5 minutos e marcha em vazio > 5 minutos são efetuadas em porcentos para cada processo de trabalho, assim como, para cada tipo de tempo e categoria de tempo . Por exemplo, a "lavagem" pode ocorrer durante a preparação básica ou em "Produção de bens". O tempo de lavagem é então avaliado dependendo do processo de trabalho.
Nome da coluna | Explicação |
|---|---|
Categoria de tempo | Grupo do tipo de tempo. Para cada categoria de tempo é representado respectivamente um tempo total. |
Tipo de tempo | Indicação do tipo de tempo, atribuído ao processo de trabalho em questão. |
Operação | Nome do processo de trabalho em questão. |
Quantidade | Quantidade de ocorrências de um processo de trabalho no período de tempo do relatório. Se o início ou final do processo de trabalho estiver fora do período de tempo do relatório, este processo de trabalho também é contado. |
Duração | Duração de tempo de todos os processos de trabalho iguais em horas industriais, no período de tempo detectado no relatório. Se o início ou final do processo de trabalho estiver fora do período de tempo do relatório, o tempo é contado de modo proporcional. |
Lavar | Período de tempo para o decurso automático de programas de lavagem. Indicação: Quando a lavagem decorre em paralelo a outros processos de trabalho, a soma dos valores percentuais para as indicações de tempo dos estados das máquinas, pode ser diferente de 100%. |
Substituição da placa | Período de tempo da substituição da chapa em sistemas automáticos de substituição da chapa. Indicação: Se a troca de placa decorrer em paralelo a outros processos de trabalho, a soma das porcentagens dos tempos de estado da máquina não pode ser igual a 100%. |
Produção | Período de tempo para a produção de folhas boas e folhas de maculatura.. |
Marcha em vazio <= 5 minutos | Parada ou marcha em vazio da máquina até um período de 5 minutos. O tempo de 5 minutos não pode ser alterado. |
Marcha em vazio > 5 minutos | Parada ou marcha em vazio da máquina superior a 5 minutos. O tempo de 5 minutos não pode ser alterado. |
Avaliação do tempo para período de tempo sem operação

Ao final da tabela são relacionados todos os períodos de tempo sem operação. Valores elevados nesta área indicam que a cronometragem não foi efetuada de modo correto. Quanto a possíveis motivos, veja Por que alguns espaços de tempo não estão relacionados a operações?
Por que alguns espaços de tempo não estão relacionados a operações?
Tempos sem atribuição a uma operação podem ter vários motivos. Entre estes:
•A máquina estava ligada, sem que a encomenda tenha sido processado, ou uma operação lançada.
•Operações não tem atribuição a um tipo de tempo.
Neste caso o passo de trabalho já foi criado e você tem de efetuar a atribuição a um tipo de tempo. Veja Atribuir um tipo de medição do tempo a uma categoria de tempo.
•Processos de trabalho tem uma atribuição a um tipo de tempo, porém, não tem atribuição a uma categoria de tempo.
Neste caso você tem de atribuir o tipo de tempo a uma categoria de tempo. Veja Atribuir um tipo de medição do tempo a uma categoria de tempo.
•Tempos não tem processos de trabalho definidos.
Explicação: Operações (mensagens BDE), lançadas de modo automático pela máquina (p.ex. lavagem automática), via de regra não tem atribuição a um processo de trabalho. Isto está correto, porque este tipo de mensagens não devem iniciar um novo processo de trabalho, senão serem somadas ao anterior.
Contudo, se estas mensagens forem lançadas sem referência á encomenda, os tempos não tem atribuição. Um exemplo típico é a recuperação da máquina no final da semana.
Indicação: Se você costuma efetuar trabalhos sem referencia à encomenda, deveria definir para isto um novo processo de trabalho.
Configuração da avaliação do tempo
A HEIDELBERG fornece a seguinte divisão de tempo pré-configurada:
Categoria de tempo | Tipo de tempo | Operação |
|---|---|---|
Tempo de produção | Tempo de preparação | Ajuste básico |
Tempo de execução | Produção de bens | |
Outros tempos de produção | - | |
Tempo auxiliar | Tempo auxiliar | - |
Tempo de parada | Tempo de parada | Pausa |
Se esta divisão de tempo não for suficiente para a sua operação, recomendamos ampliar esta divisão no contexto de um projeto de recolha de dados operacionais. Para tanto, fale com o serviço de assistência técnica do Prinect de sua SSU.
Basicamente são necessários os seguintes passos, para definir um novo botão (mensagem BDE) no painel de controle da máquina para a avaliação do tempo.
1.Tem de ser definida uma nova operação (p.ex. Aguardar material).
Veja Criação de uma nova operação (mensagem BDE).
2.Uma operação correspondente (mensagem BDE) tem de ser definida e atribuída à operação anteriormente criada (o nome da operação deveria ser idêntico ao processo de trabalho).
Veja Criação de uma nova operação (mensagem BDE).
(3)Eventualmente tem de ser criado um novo tipo de medição do tempo. Isto só é necessário, quando a nova mensagem BDE não pode ser atribuída a um tipo de medição do tempo existente.
Veja Atribuir um tipo de medição do tempo a uma categoria de tempo.
4.A nova mensagem BDE tem de ser atribuída às respectivas máquinas.
Veja Aribuição das operações.
(5)Quando a mensagem BDE não aparece na máquina, sincronize novamente a configuração BDE. Isto só pode ser efetuado por um técnico da assistência técnica.
Veja Realizar a sincronização.
A mensagem BDE é agora visível na máquina e pode ser lançada pelo operador da máquina. A operação sempre tem de ser lançada antes do início da respectiva encomenda, para que os tempos detectados sejam corretos.
Política de Privacidade | Cunho | Prinect Know How | Prinect Release Notes