Politique de
confidentialité | Empreinte | Prinect Know How
| Prinect Release Notes![]()
![]() Tutoriel vidéo : La vidéo suivante montre comment effectuer un enregistrement des temps correct sur le Prinect Press Center :
Tutoriel vidéo : La vidéo suivante montre comment effectuer un enregistrement des temps correct sur le Prinect Press Center :
Analyze Point – enregistrement et représentation des temps.
L’analyse chronologique vous fournit un rapport vous permettant d’évaluer les processus de votre entreprise. Le Rapport affiche une Représentation complète de tous les Temps accumulés sur vos Machines. Cela vous permet par exemple de suivre avec précision les arrêts machine et de prendre des mesures correctives si nécessaire.
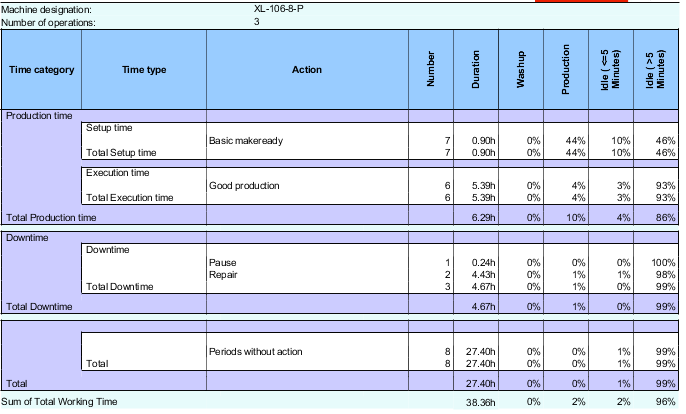
L’illustration ci-après montre un exemple d’analyse chronologique. Notez que la configuration sous-jacente est différente de la configuration dans votre marche.
Relation entre catégories de temps, types de temps, séquences opératoires et opérations
Pour obtenir une analyse chronologique pertinente, en plus d’une configuration correcte, il faut impérativement que votre atelier applique une méthode de travail rigoureuse. Cela signifie que toutes les opérations doivent être correctement signalées à Analyze Point par l'opérateur de la machine, par exemple en appuyant sur le Compteur de bonnes feuilles ou sur le Bouton de commande manuelle et en terminant correctement l'opération. Pour comprendre comment l'enregistrement des temps sur la Machine est traduit pour Analyze Point, nous expliquons ci-dessous le lien entre les différents Composants.
Sur la machine, des opérations (Messages BDE) sont transmises à Analyze Point - soit manuellement par l'opérateur de la machine, soit automatiquement par la machine. Par exemple « Mise en route de base » , « Démarrage Bonne production » .
Les intervalles entre les opérations sont transcrits en séquences opératoires. Si une Opération est signalée, un nouveau Processus de travail... Ce processus de travail se termine dès que l'Opération suivante est signalée sur la Machine. Exception : les opérations auxquelles aucune séquence opératoire n’est assignée. Cela concerne généralement les opérations automatiques. Dans ce cas, l'heure suivant le déclenchement de l'Opération s'ajoute à celle du Processus de travail précédent.
Les opérations sont visibles ultérieurement dans la Fiche journalière de l'opérateur de la machine et donnent des informations sur la durée des activités (voir Registre « Collaborateurs »).
Pour l'Analyse chronologique, les opérations sont affectées à une Type de temps et à une Catégorie de temps. Cette classification est pertinente partout dans Analyze Point où les Temps sont évalués, comme par exemple dans l'Evaluation de Machines, dans l'Evaluation d'Opérations, etc. Cela permet d’obtenir des temps productifs et non productifs, et sera utile pour obtenir une évaluation des processus industriels sur une plus longue période.
Cette traduction des temps de la machine à l'Analyse chronologique montre clairement que les temps doivent être annoncés correctement sur la machine, par exemple en appuyant sur le Compteur de bonnes feuilles ou le Bouton de commande manuel et en terminant l'opération correctement, etc. Ce n'est qu'ainsi qu'Analyze Point peut fournir à la fin une analyse chronologique pertinente. Si les Temps sont annoncés trop tard ou pas du tout, le Rapport n'est pas exploitable.
Explication des catégories de temps et des types de temps
La signification des catégories de temps et des types de temps est expliquée ci-dessous. Dans ce contexte, nous n'aborderons - en nous basant sur les directives de l'Association fédérale pour l'impression et les médias - que les Temps préconfigurés.
Voici la liste des types de temps, catégories de temps et séquences opératoires préconfigurés par défaut :
Catégorie de temps | Type de temps | Séquence opératoire |
|---|---|---|
Temps de production | Temps de préparation | Mise en route de base |
Temps d’exécution | Bonne production | |
Autre temps de production | - | |
Temps auxiliaire | Temps auxiliaire | - |
Temps d’immobilisation | Temps d’immobilisation | Pause |
Temps de production
Le Temps de production est le temps consacré directement au traitement des Travaux qui se présentent. Tous les Temps de production sont des Heures productives. On fera la différence entre le temps de mise en route, le temps d’exécution et les autres temps de production.
•Temps de préparation
Le Tps de préparation est nécessaire à la mise en route de l'installation de production pour l'Editer d'une commande.
•Temps d’exécution
Le temps d’exécution est le temps nécessaire à la fabrication du produit.
•Autres temps de production
Les autres temps de production ne sont ni des temps de mise en route ni des temps d’exécution, mais peuvent être directement assignés à une commande. En font notamment partie : les temps de séchage ou d’attente d’un client.
Les temps d’attente sont comptabilisés comme « autres temps de production » s’ils sont dus au client.
Temps auxiliaire
Le temps auxiliaire est le temps passé à la mise en œuvre et au maintien de la disponibilité opérationnelle de la machine. Aucune de ces heures n'est directement liée à un travail.
Exemples de temps auxiliaires :
•Défauts d’organisation tels que l’attente du papier ou des plaques d’impression.
•Dérangements techniques tels que l'Entretien ou la Réparation de la Machine utilisée.
•Temps auxiliaires spécifiques au poste de travail, à savoir changement de blanchet, équipement et déséquipement
Les temps d’attente sont comptabilisés avec les temps auxiliaires s’ils sont dus à des problèmes logistiques (attente de plaques ou papier).
Temps d’immobilisation
Un Temps d'immobilisation est l'heure pendant laquelle aucune prestation de production n'est fournie pendant les Equipes de travail.
Exemples de temps d’immobilisation :
•Pause
•Réunion
•Temps d’arrêt pour manque de commandes
Les temps d’attente sont comptabilisés comme temps d’immobilisation s’ils sont dus à un manque de commandes.
Différentes procédures pour enregistrer les temps de préparation lors d’un changement d’opération d’impression en impression offset
Pour une évaluation différenciée des temps relatifs aux opérations d’impression, il existe deux méthodes pour enregistrer dans Analyze Point le moment auquel s’effectue un changement d’opération.
Dans l’Assistant appareils, vous pouvez choisir entre ces deux méthodes lors de la configuration de la presse. Voir Liste déroulante « Point de départ d’une nouvelle commande sur la machine ».
Méthode 1 : nouvelle opération d’impression lors du montage de la première des plaques d’un jeu de plaques d’impression (paramètre par défaut)
Avec cette méthode, Press Center transmet à Analyze Point le moment auquel la première des plaques d’un jeu de plaques d’impression est montée sur la presse en vue d’effectuer une nouvelle opération d’impression. Ce moment est enregistré comme déclencheur d'un changement d'Opérations dans Analyze Point, c'est-à-dire que l'Opération précédente est terminée et que l'Opération suivante commence.
Le temps de préparation, p. ex. le lavage du blanchet caoutchouc à la fin de l’opération d’impression et/ou le lavage complet des tons directs, est imputé à l’opération d’impression qui précède.
Conséquence de cette assignation des temps :
Lorsqu’il faut plus de temps pour adapter la machine pour la commande qui suit - c’est le cas p. ex. lorsque l’on passe d’une impression exclusivement en couleurs de processus à une impression avec un ou plusieurs tons directs - ce temps de préparation est imputé à l’opération d’impression qui précède et donc à la commande qui précède bien que l’adaptation en question soit rendue nécessaire par la commande à suivre.
 Remarque : Cette méthode est activée par défaut et c’est la seule disponible pour les presses plus anciennes. Dans ces cas-là, la possibilité de bascule n’est pas affichée dans l’Assistant appareils.
Remarque : Cette méthode est activée par défaut et c’est la seule disponible pour les presses plus anciennes. Dans ces cas-là, la possibilité de bascule n’est pas affichée dans l’Assistant appareils.
Méthode 2 : nouvelle opération d’impression au lancement du changement de commande Intellistart et à la fin de la production
 Condition requise : Cette procédure est disponible uniquement pour les nouvelles presses dotées du logiciel Press Center, à partir des versions S21A.08.000_SFC, S21B.06.000_SFC, S22A.02.000_SFC et S22B.00 (et plus récentes).
Condition requise : Cette procédure est disponible uniquement pour les nouvelles presses dotées du logiciel Press Center, à partir des versions S21A.08.000_SFC, S21B.06.000_SFC, S22A.02.000_SFC et S22B.00 (et plus récentes).
Dans cette procédure, le moment où Intellistart déclenche un changement de commande est comptabilisé dans Analyze Point comme début de la nouvelle opération.
Effet et avantage de cette assignation des temps :
Avec cette méthode, le temps de préparation jusqu’à l’introduction de la première plaque est systématiquement imputé à la commande qui suit et qui, dans un cas normal, a rendu cette adaptation nécessaire. De ce fait — p. ex. au début d’une équipe — le temps de préparation supplémentaire sera assigné aux commandes correspondantes. Les évaluations dans Analyze Point se basent alors sur cette assignation.
Remarque : Avant de basculer de la méthode 1 à la méthode 2 dans votre entreprise, prenez impérativement note des remarques suivantes :
•Si, sur un même site de production, les deux méthodes décrites plus haut sont employées en même temps - ce peut être le cas p. ex. si des presses disposent de versions Press Center différentes - les imputations des temps de traitement aux commandes ne seront pas identiques. Par conséquent, une comparaison des analyses de ces presses ne pourra se faire que de manière limitée. Au besoin, pour obtenir des analyses de temps de traitement comparables, vous pouvez activer systématiquement la méthode 1 pour différentes presses d’un même établissement (nouvelles et anciennes versions Press Center).
•Même si l’on passe plus tard de la méthode 1 à la méthode 2 pour une presse, les analyses actuelles des temps de traitement pour les différentes commandes ne sont plus comparables à 100% avec les analyses précédentes.
Générer une analyse chronologique
Voir Créer un Rapport pour la Productivité des Machines.
Lecture d’analyse chronologique
Après avoir créé un Rapport, l'Analyse chronologique s'affiche sur la droite. Chaque tableau se rapporte à une machine précise. Si vous aviez sélectionné plusieurs machines dans la partie gauche, utilisez les touches-flèches pour passer à la machine suivante.
![]()
Informations générales (en-tête du tableau)
L’en-tête du tableau indique le nom de la machine et le nombre de séquences opératoires réalisées sur la période choisie. Si le nombre de séquences opératoires est un nombre à virgule, cela signifie qu’une partie seulement de la séquence opératoire se situe dans la période choisie. Seule cette partie sera prise en compte dans l’analyse chronologique.
Analyse chronologique pour les périodes avec séquence opératoire
Une saisie de temps correcte se réfère toujours à une séquence opératoire. Dans le tableau, ces temps sont regroupés en types de temps et catégories de temps.
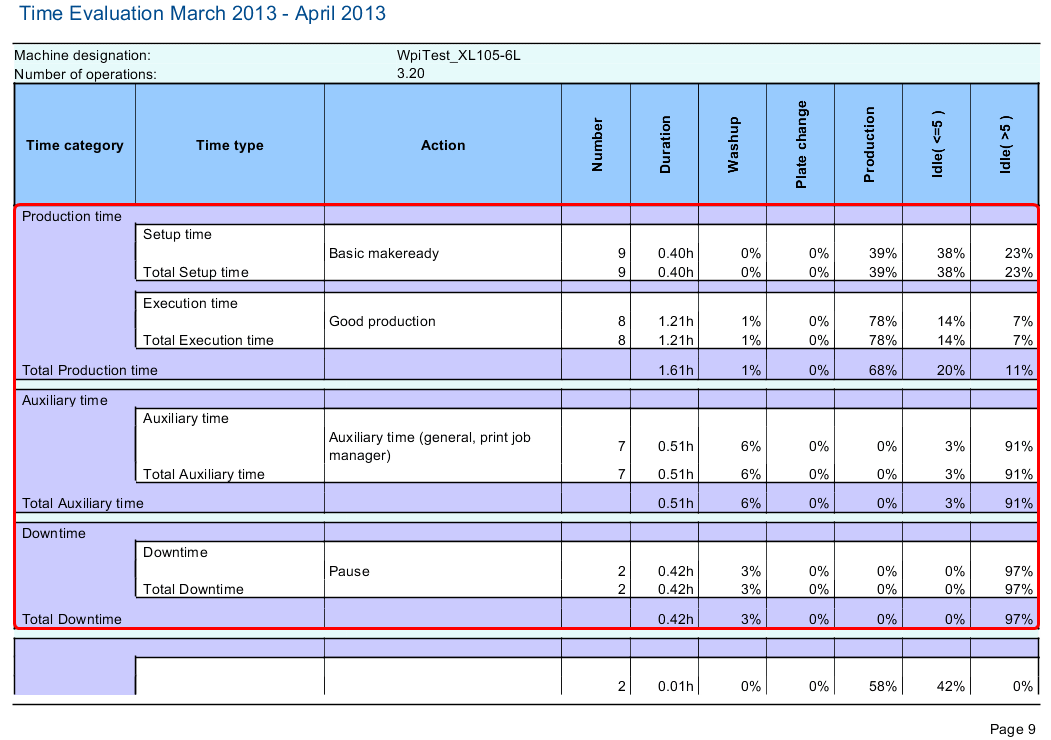
Les chiffres (%) indiqués dans les colonnes indiquent le pourcentage de temps qu’a représenté chacun des états de la machine.
Signification des colonnes :
Remarque : Les indications relatives aux temps de lavage, de changement de plaque, de production, de marche à vide <= 5 minutes et de marche à vide > 5 minutes sont fournies en pourcentages pour chaque séquence opératoire et pour chaque type et catégorie de temps. Ainsi, le lavage peut s’effectuer lors de la mise en route de base ou lors de la production de bonnes feuilles. Le temps de lavage est ensuite analysé en référence au processus de travail.
Colonne | Affichage |
|---|---|
Catégorie de temps | Groupe de type de temps. Le temps total s'affiche pour chaque catégorie de temps. |
Type de temps | Indique le type de temps affecté à la séquence opératoire enregistrée. |
Séquence opératoire | Nom de la séquence opératoire enregistrée. |
Nombre | Nombre d’occurrences d’une séquence opératoire sur la période analysée. Si le début ou la fin de la phase de travail se situe en dehors de la période analysée, la phase de travail sera tout de même comptabilisée. |
Durée | Durée de toutes les opérations égales enregistrées au cours de la période de référence, mesurée en heures industrielles. Si le début ou la fin de la séquence opératoire se situe en dehors de la période analysée, le temps sera comptabilisé au prorata. |
Lavage | Durée des programmes de lavage automatique. Remarque : Lorsque le lavage s’effectue parallèlement à d’autres opérations, le total des pourcentages des temps des états de la machine peut être différent de 100 %. |
Changement de plaque | Durée du changement de plaque pour les systèmes de changement de plaque automatisés. Remarque : Lorsque le changement de plaque s’effectue parallèlement à d’autres opérations, le total des pourcentages des temps des états de la machine peut être différent de 100 %. |
Production | Durée de production des bonnes feuilles et de la gâche. |
Marche à vide <= 5 minutes | Arrêt ou marche à vide de la machine inférieur ou égal à 5 minutes. Le seuil de 5 Minutes est immuable. |
Marche à vide > 5 minutes | Arrêt ou marche à vide de la machine supérieur à 5 minutes. Le seuil de 5 Minutes est immuable. |
Analyse chronologique pour les périodes sans séquence opératoire

Toutes les périodes sans séquence opératoire sont répertoriées au bas du tableau. Si les valeurs qui figurent dans cette zone sont élevées, cela signifie que la saisie des temps n’a pas été correctement réalisée. Vous trouverez des informations sur les causes possibles dans la Section suivante. Voir Pourquoi certaines périodes ne sont affectées à aucune séquence opératoire ?.
Pourquoi certaines périodes ne sont affectées à aucune séquence opératoire ?
L'apparition de Temps qui ne sont pas assignés à une Opérations peut avoir plusieurs causes. notamment :
•La Machine était mise en marche sans qu'aucun Travaux ne soit en cours de traitement ou qu'aucune Opération ne soit signalée.
•Les opérations ne sont pas assignées à un type de temps.
Dans ce cas, la Processusus de travail est déjà créé et vous devez attribuer un Type de temps à la Processus de travail. Voir Assigner un type de temps à une catégorie de temps.
•Les Opérations sont affectées à une Catégorie de temps, mais la Catégorie de temps n'est pas assignée à une Catégorie de temps.
Dans ce cas, vous devez attribuer le Type de temps à une Catégorie de temps. Voir Assigner un type de temps à une catégorie de temps.
•Il y a des Temps sans Processus de travail défini.
Explication : Les Opérations (Messages PDA) qui sont automatiquement signalées par la Machine, par exemple le Lavage Automatique, ne sont généralement pas assignées à une opération. C’est tout à fait normal puisque de telles notifications ne sont pas censées déclencher une nouvelle séquence opératoire, mais la comptabiliser avec la séquence précédente.
Toutefois, si ces Opérations sont déclarées sans référence à une Opération, l'Assignation d'Opération manque en conséquence pour ces Heures. Un exemple typique est le lavage complet de la Machine à la fin de la semaine.
Remarque : S'il arrive fréquemment que des opérations soient déclarées sans référence à une commande, il convient de définir un nouveau Processus de travail pour ces cas.
Configuration de l’analyse chronologique
HEIDELBERG fournit une division du temps préconfigurée que voici :
Catégorie de temps | Type de temps | Séquence opératoire |
|---|---|---|
Temps de production | Temps de préparation | Mise en route de base |
Temps d’exécution | Bonne production | |
Autre temps de production | - | |
Temps auxiliaire | Temps auxiliaire | - |
Temps d’immobilisation | Temps d’immobilisation | Pause |
Si cette répartition horaire ne convient pas aux exigences de votre exploitation, nous vous recommandons d'élargir cette répartition dans le cadre d'un projet de saisie des données d''exploitation. Pour cela, veuillez contacter le service Prinect de votre représentant local HEIDELBERG.
Les étapes suivantes sont obligatoires pour définir un nouveau bouton (Message BDE) pour l'analyse chronologique sur le poste de contrôle machine :
1.Une nouvelle séquence opératoire doit être définie (p. ex. attendre le support).
Voir Créer ou Editer un nouveau Processus de travail (Message BDE).
2.Une Opération associée (Message PDA) doit être définie et assignée au Processus de travail précédemment créé. Dans ce cas, le Nom de l'Opération doit être identique au Nom du Processus de travail.
Voir Créer ou Editer un nouveau Processus de travail (Message BDE).
(3)Le cas échéant, il faut créer un nouveau type de temps. Ceci n'est nécessaire que si le nouveau Message BDE ne peut être assigné à aucun Type de temps existant.
Voir Assigner un type de temps à une catégorie de temps.
4.Le nouveau message SDE doit être assigné aux machines correspondantes.
Voir Étape de configuration « Affectationdes opérations » ..
(5)Si le Message BDE n'est pas affiché sur la Machine, resynchroniser la Configuration BDE. Seul un technicien de Maintenance peut effectuer cette Action.
Voir Réaliser la synchronisation.
La nouvelle Opération créée est désormais visible sous forme de Bouton sur la Machine et l'envoi du Message peut être déclenché par l'opérateur de la Machine. Le Message BDE doit toujours être envoyé à Analyze Point avant le Début de chaque travail, afin que les Temps respectifs soient correctement enregistrés.
Politique de confidentialité | Empreinte | Prinect Know How | Prinect Release Notes